
一、緒論與高溫高壓動力管線系統之產業發展脈絡
在全球能源轉型、淨零排放目標與氣候變遷因應策略的宏觀驅動下,現代化電力基礎設施正經歷一場深刻的技術革命。燃氣複循環發電廠(Combined Cycle Power Plant, CCPP)與超臨界(Supercritical)、超超臨界(Ultra-Supercritical)燃煤發電廠,憑藉其極低的碳排放基線、快速起停的電網調度彈性,以及高達百分之六十以上的熱力學轉換效率,已成為過渡至純綠能時代最具關鍵性的基載與備用電力樞紐1。為了進一步追求更高的燃料經濟性與極致的卡諾循環(Carnot Cycle)熱效率,這些發電設施的主蒸汽管線(Main Steam Lines)、高溫再熱管線(Hot Reheat Lines)以及過熱器集管(Superheater Headers)的操作條件,已無可避免地向極端的高溫與高壓環境邁進,管內流體參數往往逼近甚至超越攝氏六百度與三十百萬帕(MPa)的嚴苛臨界值1。
在如此極端的熱力學與流體力學環境中,傳統的碳鋼(Carbon Steels)與低合金鋼(Low-Alloy Steels)由於在高溫下容易發生石墨化、氧化脫皮以及潛變強度(Creep Strength)不足等致命缺陷,已完全無法滿足長達數十萬小時的長期服役需求1。取而代之的,是具備優異高溫抗拉強度、卓越抗疲勞能力與抗高溫氧化特性的「潛變強度強化鐵素體鋼」(Creep Strength Enhanced Ferritic Steels, CSEF)1。這類先進合金材料在美國機械工程師學會(ASME)的規範材料分類中被歸類為P-No. 15E,其中以添加了鈮(Nb)、釩(V)與氮(N)等微量合金元素的Grade 91(P91)與Grade 92(P92)為目前產業界的主力標準材質1。這些材料之所以能在極高溫下允許設計者大幅縮減管壁厚度、進而降低熱應力,完全仰賴其極度精密的微觀組織——即高度回火的板條馬氏體(Tempered Lath Martensite)基體,以及均勻分佈於晶界上的次微米級碳氮化物析出相2。
然而,這種卓越的材料特性也帶來了工程製造上的雙面刃。在發電廠管線系統的幾何佈建與工程設計實務中,為了適應廠區極度複雜的空間限制、減少高壓流體在傳輸過程中的摩擦壓力降(Pressure Drop),以及盡可能降低銲縫數量以減少潛在的洩漏與熱疲勞破壞風險,大曲率半徑的冷彎成型(Cold Bending)技術被廣泛應用於管線預製與現場佈設1。典型的冷彎成型半徑多設定為管材名義直徑的三倍(3D)或五倍(5D)1。冷作應變(Cold Work Strain)會在材料內部累積巨量的差排與殘留應力,對P-No. 15E材料極度敏感的微觀組織造成嚴重的扭曲與物理性破壞1。若未經適當且極度精準的彎管後熱處理(Post-Bend Heat Treatment, PBHT)或銲後熱處理(Post-Weld Heat Treatment, PWHT),管線在服役期間將無可避免地發生災難性的早期潛變破裂(Creep Rupture)或應力腐蝕龜裂1。
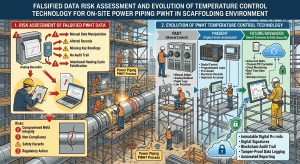
為了克服現場施工的空間阻礙與環境限制,現代化管線工程常於高空搭架環境中,採用現場電阻熱處理(Electrical Resistance Heat Treatment)或感應加熱(Induction Heating)技術進行局部應力消除1。但高空環境下的極端氣候條件(如強風、暴雨)會劇烈改變熱力學邊界條件,對熱處理的溫度均勻性構成巨大挑戰6。部分現場施作人員為求快速通過檢驗,或為克服設備熱慣性不足的問題,往往會進行不當的電力補償,甚至竄改類比式溫度記錄圖表,這不僅破壞了材料的微觀組織,更形成了品保體系中的巨大漏洞6。本研究將深度剖析施工搭架環境下的物理限制與熱力學挑戰,評估熱處理資料造假的動機、手法與微觀破壞機制,並探討如何透過先進硬度檢測稽核、物聯網(IoT)邊緣運算以及區塊鏈(Blockchain)加密技術,實現控溫技術的典範轉移與全面數位防偽。
二、高空施工搭架與侷限空間環境下之複合性實務危害
現場動力管線的佈建、銲接與熱處理作業,往往無法在恆溫恆濕的預製工廠內完成。施工場域通常位於離地數十公尺的高空管架(Pipe Racks)或結構複雜的鍋爐本體內部,這使得施工人員必須仰賴臨時搭建的施工架(Scaffolding)來建立作業平台7。施工架的結構安全性、侷限空間的物理危害,以及高空微氣候的熱力學干擾,構成了現場熱處理最為嚴峻的複合性挑戰,也間接成為了資料造假行為的環境催化劑。
2.1 施工架結構安全與基礎力學規範
施工架是建築與機電工程中不可或缺的臨時構造物,旨在協助作業人員安全地進行高處作業8。然而,在組搭、拆除與使用的過程中,若未嚴格遵循工業安全標準,施工架極易發生傾覆或崩塌,造成營造業重大職業災害8。根據美國職業安全與健康管理局(OSHA)29 CFR 1926 Subpart L的規範,以及維吉尼亞理工大學環境健康與安全部門(EHS)的安全指引,支撐型施工架(Supported scaffolds)的立桿、腿部、柱子與框架,必須絕對承載於合格的基底板(Base plates)與泥土墊木(Mud sills)之上,以提供堅實的基礎7。泥土墊木的尺寸必須根據施工架下方的土壤承載力進行精確計算,以防止結構在承受重型熱處理設備與人員重量時發生下陷、移動或位移7。
法規嚴格明令,絕對禁止使用不穩固的物體(如磚塊、空心磚、水桶或廢木料)作為支撐或水平校正的墊塊7。在不平坦的表面上,必須使用螺旋千斤頂(Screw jacks)進行微調與水平校正,且其最大延伸高度被嚴格限制在十八英吋以內(對於移動式施工架則為十二英吋),以防止力矩過大導致桿件屈曲失效7。
此外,施工架系統必須具備完美的垂直度(Plumb)、方形度(Square)與水平度(Level)7。為了防止結構搖晃與位移,每一個施工架框架的正面與背面都必須安裝交叉拉桿(Crossbracing),且在底層框架必須以四十五度角安裝水平對角斜撐7。在確保整體穩定性方面,當施工架的高度與基底寬度比例超過四比一時,即面臨極高的傾覆風險,必須透過牽索(Guying)、繫結(Tying)或斜撐(Bracing)將其剛性固定於相鄰的建築物或堅固結構上7。垂直固定的間距計算極為嚴格:若基底寬度大於三英尺,第一個繫結點必須設置於基底寬度四倍的高度,其後每隔二十六英尺垂直距離設置一個繫結點;若基底寬度小於三英尺,則後續繫結點的垂直間距縮短為二十英尺7。對於長條形的連續施工架,水平繫結的間距亦不得超過三十英尺7。即使具備如此嚴密的防護,當高壓電纜、陶瓷加熱片與重型溫控主機被移入施工架上時,仍會對承載極限構成嚴苛考驗。
2.2 侷限空間危害與電阻熱處理之工安風險
在管線密集交錯的工業區域,施工架周遭的空間往往構成職業安全法規定義上的「侷限空間」(Confined Spaces)10。這類空間雖然在物理尺寸上大到足以讓人員進入執行工作,但其進出動線極度受限(Restricted means of entry and exit),且在設計上並非供人類長期居留,如人孔、下水道、通風不良的室內房間、水平儲槽內的擋板區、垂直塔槽內的塔盤,以及隧道彎道等10。
侷限空間內潛藏著大量可能引發人員傷亡的物理與化學危害11。首要威脅是空氣品質問題,包含氧氣濃度不足(缺氧)、有毒氣體(如硫化氫或一氧化碳)的蓄積、以及易燃氣體或高濃度粉塵引發的火災與爆炸風險11。在進行電阻熱處理作業時,設備本體會釋放巨大的熱能,若通風不良,將迅速導致環境溫度飆升,使操作人員面臨嚴重的熱衰竭(Heat stress)與中暑危險11。此外,侷限空間內若有不穩定的鬆散固體物質(如穀物或沙土),人員進入時可能發生吞沒(Engulfment)意外,導致窒息死亡10。
電阻熱處理設備本身的電氣特性,在侷限空間中更放大了危害程度。現場佈滿了傳輸高達數十甚至數百安培電流的高壓電源纜線與加熱迴路12。施工架表面的殘留物(如油污、化學液體)會顯著增加觸電(Electrical shock)的風險10。一旦加熱毯的陶瓷絕緣珠因頻繁搬運而破損,或者在遭遇突發陣雨時受潮,極易引發致命的漏電與電擊事故8。為了控制這些風險,OSHA強烈建議若無法避免進入侷限空間,必須實施嚴格的許可制度(Permit-required confined spaces),並在進入前與作業期間(每隔十五分鐘)使用校正過的氣體偵測儀持續監測大氣成分,同時在外部配置專屬的監控人員(Attendant)以控管進出並準備隨時啟動緊急救援計畫11。
2.3 高空微氣候與強制對流效應之熱力學分析
除了結構力學與工安挑戰外,高空環境的微氣候(Microclimate)是導致現場熱處理失效、進而誘發資料造假的致命物理因素6。當電阻熱處理於露天的高空管架上進行時,管線系統完全暴露於自然環境的不可控風場中6。在地面上看似微弱的氣流,在離地數十公尺的高空往往會因缺乏地形遮蔽而形成強勁的陣風,這使得管線表面的熱散失機制,由低效率的自然對流(Natural Convection)急劇轉變為高效率的強制對流(Forced Convection)6。
根據流體力學與牛頓冷卻定律的分析,風向的單一性與空氣動力學特性,會對圓柱形的管線造成極端不對稱的周向溫度分佈(Thermal Asymmetry)6。在管線的迎風面(Windward side),高速氣流夾帶強大的動壓直擊管壁,這不僅極度削薄了該區域的熱邊界層(Thermal Boundary Layer),更導致對流熱傳係數(Convective Heat Transfer Coefficient)急遽上升6。熱能被以指數級別的速率迅速帶走,使得迎風面形成局部溫度難以提升的「冷點」(Cold spots)6。
相反地,氣流在越過管線最高點與最低點後,會發生邊界層分離(Boundary Layer Separation),並在管線的背風面(Leeward side)形成相對停滯的尾流渦旋(Wake eddies)6。在背風面區域,對流熱傳係數大幅降低,熱量得以被有效地保留在管壁與保溫層內6。這種劇烈的周向熱傳遞差異,使得管線上半部與下半部、迎風面與背風面的溫度梯度大幅拉開,極易突破ASME B31.1與B31.3規範中對於最大溫差的嚴格限制6。當加熱帶內的溫差(ΔT)過大時,不僅無法達成冶金學上的退應力(Stress Relief)效果,更會在厚壁管件內部產生破壞性的二次熱應力(Secondary Thermal Stress),進一步增加潛變空洞與微裂紋萌生的風險4。
此外,高空作業經常面臨突如其來的陣雨。當降雨侵入包裹於管線外部的矽酸鋁陶瓷纖維保溫層(Ceramic fiber insulation)時,水分會直接接觸高達攝氏七百度以上的熾熱管壁6。水在常壓下的汽化潛熱(Latent Heat of Vaporization)高達 2257 kJ/kg,這意味著即使是少量的水分滲入,也會在瞬間吸收極其龐大的熱能,導致管壁發生災難性的局部淬火(Quenching)現象6。這種非預期的急冷過程會徹底破壞P-No. 15E材料的微觀組織,使其產生極度脆化的未回火馬氏體,徹底摧毀該區域的材料韌性與潛變抗性,埋下日後爆管的定時炸彈3。
三、現場電阻熱處理之法規約束與幾何溫控邊界
為了確保高溫高壓管線在服役期間的絕對安全,防範任何因熱處理不當導致的災難性破裂,美國機械工程師學會(ASME)與美國銲接學會(AWS)針對現場熱處理制定了極度嚴苛的法規體系。這些規範不僅涵蓋了材料科學的底層邏輯,更以精確的數學模型定義了熱處理的幾何邊界與溫控參數1。
3.1 ASME規範之應變率計算與強制觸發條件
在最新頒布的2024年至2026年版《ASME B31.1 動力管線規範》(Power Piping Code)與《ASME BPVC Section I 動力鍋爐規範》(Power Boilers Code)中,針對P-No. 15E此類潛變強度強化鐵素體鋼的加工與後熱處理,進行了歷史性的法規解綁與典範轉移1。ASME B31.1作為發電廠管線系統設計、選材、製造、安裝、測試與維護的核心準則,其任何故障不僅會影響區域性能,更可能導致大量用戶失去電力與供暖,因此合規性至關重要16。
針對冷彎成型管件,ASME BPVC Section I PG-20.1.1條款設立了強制性的彎管後熱處理(PBHT)觸發條件。若管線組件位於鍋爐金屬外殼之外,且冷彎區域的設計溫度介於華氏620度(攝氏327度)至750度(攝氏399度)之間,製造商便必須強制評估其冷作應變率1。ASME BPVC Section I PG-19.2條款給定了決定管線是否必須熱處理的關鍵應變率計算公式。對於管材彎曲,其最大纖維應變率(Maximum Fiber Strain Rate, ε)可透過以下數學式進行計算:
ϵ(%)=100 × r/R
其中,r 為管材的名義外半徑(Nominal outside radius),而 R 為管材中心線的名義彎曲半徑(Nominal bending radius)1。 當起始材料狀態為次臨界退火(Subcritical annealed)、完全退火或正常化狀態時,若計算出之應變率超過百分之十二點五,則必須強制進行PBHT;若起始材料為未熱處理或熱精整狀態,則應變率超過百分之五即觸發熱處理要件1。
若應變率介於百分之五至百分之二十之間(在特定工程條件下可放寬至百分之二十五),且設計溫度低於攝氏六百度,2026版規範允許採用局部的「次臨界退應力處理」(Subcritical Stress Relief),而無須進行整管放入爐內的高溫正常化與回火(Normalizing and Tempering, N+T)1。這為現場電阻加熱技術提供了關鍵的法源依據。進行局部次臨界退應力處理時,其加熱溫度必須達到最低華氏1250度(攝氏675度),且浸透持溫時間(Soaking Time)必須至少為每英吋(25公厘)厚度三十分鐘,絕對最短持溫時間不得低於十分鐘1。
3.2 AWS D10.10熱處理區域幾何學與熱電偶配置邏輯
在實際的工程執行面,AWS D10.10/D10.10M《管線與管材銲接局部加熱推薦實踐》(Recommended Practices for Local Heating of Welds in Piping and Tubing)提供了最具權威性、也是最詳盡的操作指南1。該標準自1975年首次發布以來,歷經1990年、1999年版本的重大修訂,至最新版2021年已涵蓋了熱電偶選擇與精確佈建、保溫材料最佳化配置、多點溫控邏輯以及輻射加熱方法的最新技術狀態(State-of-the-art)1。
該標準詳細定義了局部360度環帶加熱(Local 360-Degree Band Heating)的三個關鍵幾何區域,這三個區域的尺寸計算直接決定了殘留應力能否被有效釋放,並防止產生新的有害熱梯度4:
| 區域名稱與縮寫 | 物理定義與法規計算基準 | 冶金學意義與工程目的 |
| 浸透帶
(Soak Band, SB) |
包含銲道(或彎曲區域)、熱影響區(HAZ)及鄰近母材。寬度為銲縫最寬處加上兩側各 1t 或兩英吋(取較小者,t 為名義壁厚)。 | 必須完全達到目標熱處理溫度下限的核心體積,以確保微觀組織均勻回火、氫氣逸散並釋放殘留應力。 |
| 加熱帶
(Heated Band, HB) |
覆蓋表面積大於SB。最小範圍要求為 HB >= SB + 4t (即在SB兩側各向外延伸 2t)。 | 實際鋪設電阻加熱片(如陶瓷加熱毯)的實體表面積。需足夠寬大,以補償熱量向相鄰冷卻管段的軸向傳導流失,以及向環境輻射與對流散失的熱能。 |
| 梯度控制帶
(Gradient Control Band, GCB) |
包含HB並向外延伸。最小寬度需向外延伸,滿足方程式 4√(Rm*t) (其中 Rm 為平均半徑,t 為壁厚)。 | 鋪設保溫材料(如矽酸鋁陶瓷纖維)的整體區域,旨在減緩軸向溫度下降速率,防止軸向熱梯度過大而引發破壞性的二次熱應力。 |
在溫度監控方面,AWS D10.10嚴格規範了熱電偶(Thermocouples)的配置邏輯。典型的配置包含控制熱電偶(Control Thermocouple, CT)、監測熱電偶(Monitor Thermocouple, MT)與備用熱電偶(Spare Thermocouple, ST)1。控制熱電偶的使命最為關鍵,它必須直接安裝於加熱墊正下方的管壁金屬上,達成完美的熱接觸(通常採用電容放電銲接方式直接點銲於金屬表面),以即時回饋並調節比例積分微分(PID)控制器的功率輸出1。
若熱電偶的安裝位置稍有偏差,遠離加熱核心或接觸到巨大的熱匯(Heat sink,如厚重的法蘭、支架、管嘴或外部線圈),將產生嚴重的溫控盲點1。這類熱匯會吸收大量熱能,導致熱電偶錯誤地偵測到低溫,進而促使PID控制器持續輸出全功率;此舉會使得加熱墊正下方的實際金屬溫度嚴重超溫,引發材料毀滅1。對於大管徑或水平橫置的管線,為有效克服熱空氣上升造成的重力對流效應與環境風場干擾,規範強烈建議必須劃分多個獨立的溫控區域(Multiple Control Zones)1。在理想的配置中,應於管線的12點鐘(頂部)、3點鐘、6點鐘(底部)與9點鐘方向分別配置獨立控制的熱電偶與加熱迴路,透過多區段協同調控,確保整體周向溫差維持在法規容許範圍內1。
四、熱處理資料造假之動機、手法與微觀冶金破壞機制
儘管ASME與AWS規範對熱處理參數有著鉅細靡遺的規定,但在真實的施工現場,商業利益的驅使、嚴苛工期壓力的逼迫、施工設備物理限制的瓶頸,以及舊有溫控設備的防護漏洞,共同催生了極具風險的作假文化6。透過失效模式與效應分析(FMEA)工具來檢視這段流程,可以清晰地描繪出資料完整性被破壞的根本原因與災難性後果20。
4.1 系統熱慣性與操作員之違規補償動機
現場熱處理承包商面臨的最大技術障礙之一,在於傳統電阻加熱(Resistance Heating, RH)系統龐大的「熱慣性」(Thermal Inertia)與遲滯效應6。當高空強風劇烈帶走管線迎風面的熱量,導致該區溫度遲遲無法達到AWS D10.10規範的浸透帶最低溫度時,溫控系統的PID演算法會偵測到溫差,進而指令該區域的加熱迴路增加輸出功率6。
然而,陶瓷加熱片的熱傳導效率受限於物理定律,且熱量在金屬管壁內會沿著圓周方向發生熱傳導。在面對強烈強制對流時,迎風面往往呈現出「加熱速度趕不上散熱速度」的窘境。此時,缺乏足夠冶金學知識或急於完工交差的現場操作員,極容易選擇鋌而走險:他們會切換為手動模式,無懼法規限制,進行未經授權的「超頻」電力補償(Over-frequency power compensations),試圖以極端的功率強行拉抬迎風面溫度,以求整體平均溫度能達標6。
4.2 類比式記錄儀之脆弱性與造假手法
這種粗暴且違規的操作行為,在過去數十年間難以被追蹤與定罪,其核心原因在於傳統的類比式溫度記錄圖表(Analog Paper Chart Recorders)存在著巨大的防偽漏洞6。這類俗稱為「走紙記錄儀」的老舊設備,透過機械懸臂上的墨水筆,在圓形或捲筒形網格紙上緩慢描繪出溫度曲線6。
這類設備的致命缺陷在於缺乏任何不可逆的加密防護。它們不僅無法提供即時的異常警報與遠端監控,且其產出的圖表極易在事後遭受人為的惡意篡改6。承包商可以輕易地在遠離工地現場的辦公室內,利用模擬訊號產生器(Signal Generators),對著沒有接上任何管線的紀錄儀輸入微伏特(mV)電壓訊號,完美偽造出一張升溫速率、浸透時間、降溫速率皆百分之百符合ASME與AWS規範的「假履歷」6。此外,直接用筆塗改異常曲線、或是將測量失敗的圖表整張抽換丟棄,也是業界常見的掩耳盜鈴手法。這使得業主與檢驗單位的書面稽核流於形式,完全無法反映真實的工程品質6。
4.3 微觀組織之毀滅性破壞與第四型失效機制
操作員為了克服迎風面的冷點而強行加大功率,將對受風阻隔的背風面造成不可逆的冶金學毀滅6。由於背風面受到的對流冷卻極小(處於尾流渦旋的熱量停滯區),迎風面過度的電力輸入會透過周向熱傳導與背風面自身的加熱器輸出疊加,使背風面的局部溫度失控飆升6。在極端情況下,該區域的溫度將輕易越過P-No. 15E材料的下臨界相變溫度(AC1 Temperature,通常約為攝氏800度至820度之間,視具體化學成分而定)6。
從材料科學與物理冶金學的深層角度剖析,P91與P92這類CSEF鋼的卓越潛變強度,完全建立在其經過極度精確熱處理程序所形成的微觀組織上。其標準結構為高度回火的板條馬氏體(Tempered Lath Martensite)基體,並伴隨著均勻散佈於原奧氏體晶界與板條邊界上的奈米級 M23C6 碳化物,以及分佈於板條內部的 MX 型碳氮化物析出相3。這些析出相的作用在於強力釘扎(Pinning)差排與晶界,阻礙其在高溫應力下的滑移,從而賦予材料抗潛變能力3。
當局部管壁因人為操作不當而異常超過AC1 溫度時,材料將發生非預期的局部沃斯田鐵化(Austenitization)相變3。此時,原本負責釘扎的強化析出相會開始粗化,甚至重新固溶進入基體中,導致固溶強化效應與析出強化效應雙雙崩潰3。
更致命的是,當熱處理加熱週期結束、系統進入降溫階段時,這些局部經歷過沃斯田鐵化的區域,會隨著溫度的降低,再次相變為極度堅硬、極脆且充滿內應力的「新鮮未回火馬氏體」(Fresh Untempered Martensite)3。這使得沿著管線周向的微觀組織產生極大的異質性(Microstructural Heterogeneity)3。在銲道金屬融合區(WFZ),這種脆性相的生成會使衝擊韌性(Impact Toughness)急遽下降至危險邊緣(文獻指出,P92鋼在未經適當回火時,衝擊韌性可能低至12焦耳,遠低於ASME要求的41焦耳或EN ISO標準的47焦耳)3。同時,在熱影響區(HAZ)外緣的細晶區與界間臨界區(Inter-critical HAZ),其硬度會顯著下降,形成所謂的「軟化帶」(Soft Zone)3。
在高溫高壓的蒸汽服役環境下,這種微觀組織的劣化與硬度的極端變異,將直接導致業界聞之色變的「第四型潛變破裂」(Type IV Cracking)3。這種失效模式極其狡猾,它通常不會在機組啟用的初期或壓力測試階段發生,而是以延遲性裂紋(Delayed Cracking)的形式潛伏。在服役數萬小時後,應力將集中於軟化帶與脆化帶的交界處,最終無預警地引發管線爆裂,造成災難性的工安事故與鉅額的營運損失3。
五、防弊稽核機制與硬度檢測技術之演進
面對層出不窮的熱處理資料造假風險,工業界、檢驗機構與主管機關(如美國管線及危險物質安全管理局 PHMSA)發展出了一系列嚴格的銲後與彎管後稽核機制19。既然紙本溫度記錄可以輕易偽造,稽核人員便將檢驗焦點從「過程文件」轉移至「結果實體」——即材料本身的物理性質。其中,「硬度測試」(Hardness Testing)成為了鑑識熱處理真偽最直接、最客觀且最難以作假的科學鐵證19。
5.1 硬度測試的法規要求、鑑識邏輯與微觀指標
在P-No. 15E與其他合金鋼管線的施工規範中,熱處理前後的硬度量測是極其關鍵的品質保證(Quality Assurance)與防弊節點5。硬度往往被用作評估材料對應力腐蝕龜裂(Stress Corrosion Cracking, SCC)敏感性的關鍵指標,特別是在胺類(Amine)與苛性鹼(Caustic)環境中,若硬度過高,其龜裂風險將成倍增加4。
根據現場實務數據與材料規範,正常的P91/P92碳鋼母材硬度約落於130至150 HB(布氏硬度)之間;而銲接後的熔填金屬(Weld Metal)由於經歷了快速冷卻,微觀結構轉變為馬氏體或變韌鐵,硬度會急遽上升至170甚至190 HB以上,熱影響區也會達到140至160 HB21。
完美的PWHT或PBHT過程,其主要冶金目的之一即是「回火軟化」與「降低硬度」4。透過將材料加熱至適當的高溫(例如P92鋼最佳化熱處理條件為攝氏760度持溫120分鐘)3,馬氏體基體中的過飽和碳原子得以析出形成穩定的碳化物,板條結構發生碎裂與重組,差排密度(Dislocation Density)大幅下降,且殘留應力獲得有效釋放3。因此,在經過正確的熱處理後,銲道與熱影響區的硬度應顯著下降,並回歸至規範允許的安全區間(例如要求不得高於特定上限,且需與母材硬度平滑過渡)3。
若稽核人員在現場抽測時,發現銲道或彎管區域的硬度在「宣稱已完成熱處理後」不降反升(例如異常飆升至210至250 HB甚至更高),或者發現沿著管線周向的硬度分布出現極端的數據不對稱性(例如迎風面硬度符合預期,但背風面硬度異常飆高),這便是熱處理徹底失效或遭到人為惡意篡改溫控參數的不可磨滅鐵證21。硬度的異常升高,直接指向了前述的局部超溫越過AC1 線、甚至因降雨造成局部淬火,導致新鮮馬氏體大量生成的冶金災難21。
5.2 傳統硬度檢測技術之侷限性與操作誤差
儘管硬度測試具有決定性的鑑識能力,但傳統的現場硬度檢測技術仍面臨諸多物理與人為操作上的侷限。過去業界廣泛仰賴攜帶式布氏硬度計(如Telebrinell)或基於超音波接觸阻抗法(Ultrasonic Contact Impedance, UCI)的硬度計(如MIC 10)21。
這些傳統方法依賴於物理撞擊或壓痕面積計算,對檢測人員的操作手法、設備校準狀態以及金屬表面研磨的平整度要求極高21。根據ASTM E 10與ASTM A 833的嚴格規範,使用Telebrinell硬度計時,必須配備精確重量在2到5磅之間的測試錘(Hammer),若使用錯誤重量的錘子,產出的數據將直接判定無效21。此外,檢測人員在研磨銲道表面時必須極度小心,防止過度移除母材;壓痕的圓度公差必須控制在0.1公厘以內,且絕對禁止在同一位置造成雙重壓痕(Double impressions)21。若檢測人員為配合承包商作假而刻意在非熱處理區域取樣,或者由於侷限空間的姿勢不良導致壓痕偏差,傳統設備無法提供防呆機制,仍有可能產出誤導性的合格報告21。
5.3 次世代HSD非破壞綜合測試儀之革命性應用
為突破傳統檢測的侷限性並將防偽層級提升至全新境界,新一代的硬度、強度與延展性綜合測試儀(Hardness, Strength, and Ductility Tester, HSD Tester)應運而生,並迅速成為管線完整性管理(Integrity Management)的核心工具19。
由MMT公司開發的HSD測試儀與傳統非破壞評估(NDE)儀器有著本質上的區別。它捨棄了單點撞擊模式,改採革命性的摩擦滑動(Frictional Sliding)機制,以精密的探頭在金屬管線表面進行連續滑動,並在一次測試路徑中收集數百個高密度的微觀測量數據點19。這種高解析度的連續數據擷取能力,使其能夠精準繪製出涵蓋母材、熱影響區與銲道熔填金屬的「完整硬度輪廓曲線」(Full Hardness Profile)19。
透過演算法分析此連續輪廓中的硬度變異梯度,HSD測試儀展現了令人驚嘆的鑑識能力:它不僅能精準推算材料的降伏強度(Yield Strength)——其精確度在80%信賴區間內誤差小於3ksi,足以媲美實驗室的破壞性拉伸測試——更能客觀判定縱向銲縫的製程種類(例如電阻銲ERW、雙面埋弧銲DSAW或無縫鋼管)19。
在查緝PWHT造假方面,HSD測試儀堪稱終極武器。當檢測探頭掃描越過經過不當熱處理(或根本未執行熱處理)的銲道時,系統會立即顯示出劇烈的硬度激增曲線;反之,若PWHT執行完美,曲線將呈現平緩的硬度過渡19。更能進一步的是,HSD技術能夠深度分析硬度變化特徵,判定PWHT的熱能是否真正「穿透」了整個管壁厚度(Penetrate through entire wall thickness),讓任何表面敷衍、局部超溫規避或整體造假的熱處理無所遁形19。這項技術的普及,不僅替發電廠業主省下了巨額的破壞性檢驗與停機成本,更從後端檢驗的維度,徹底封死了熱處理造假的空間19。
六、防範紙張紀錄竄改之數位轉型與數據完整性架構
為了從根本上杜絕現場熱處理過程中的資料造假,並因應ASME、AWS以及FDA等國際法規對於可追溯性(Traceability)與數據完整性(Data Integrity)日益嚴厲的要求,工業控溫技術正經歷一場從類比(Analog)走向數位化(Digital),再全面跨入物聯網(IoT)與區塊鏈(Blockchain)加密的科技革命23。針對紙本紀錄極易遭篡改變造的致命缺陷,產業界已發展出一套由實體設備到軟體加密的多層次防禦架構。
6.1 淘汰紙本紀錄之日落條款與數位履歷綁定
要防止紙張紀錄被竄改,產業界最釜底抽薪的核心策略是全面訂定「日落條款」,逐步且強制地淘汰易遭惡意塗改或抽換的傳統走紙記錄儀與圓盤溫度記錄圖表6。取而代之的是強制推行具備雲端同步備份、硬體防寫入保護,以及具備越限即時強制警報功能的數位化熱處理監測系統6。
此外,為確保資料的全生命週期追蹤,新一代規範進一步要求將這些數位溫控數據與管件的數位履歷(基於QR Code或RFID的Tracking System)進行強制綁定6。這種做法確保了從預製工廠到高空搭架現場的每一道熱處理工序皆有跡可循,從源頭拔除紙本造假的空間。
6.2 數位記錄器與防篡改檔案格式(UHH)的普及
在摒棄脆弱的紙本圖表後,現代化熱處理工程已全面導入先進的無紙化數位記錄儀(Paperless Graphic Recorders)與可程式化自動控制器(PAC)25。以產業界具備領導地位的Eurotherm versadac系列為例,這類次世代設備內建高容量快閃記憶體,能夠以高達8Hz的極高採樣率,持續、不間斷地記錄數十個PID控制迴路與多點熱電偶的即時溫度數據27。
然而,僅將紙本轉為數位檔案並不足以防止造假。若數位系統採用開放的CSV或TXT檔案格式儲存數據,有心人士仍可輕易地在Microsoft Excel中修改數值,重新繪製出完美的溫度曲線24。為了徹底解決此問題,高端數位記錄器採用專屬的防篡改二進位格式(如UHH檔案格式)24。UHH格式將歷史溫度數據、校驗碼(Checksums)以及鉅細靡遺的元數據(Metadata)進行深度綁定與二進位封裝24。任何試圖透過第三方軟體強制修改內部溫度的行為,都會立刻破壞檔案的校驗碼邏輯,系統審查時會直接判定該檔案無效或遭篡改,從軟體層面徹底封殺竄改可能性26。
6.3 落實ALCOA+原則與建立不可更改之審計軌跡
為了符合FDA 21 CFR Part 11規範與ALCOA+(Attributable, Legible, Contemporaneous, Original, Accurate)的最高數據完整性原則,新一代控溫軟體導入了嚴格的「審計員模組」(Auditor Option)26。系統要求強制性的使用者權限管理,並具備密碼老化、最小長度限制、多次登入失敗自動鎖定等機制26。
在熱處理過程中,任何參數的微調(例如改變PID設定值)、警報的確認、或是圖表的匯出,都必須透過強制性的電子簽章(Electronic Signatures)進行授權與核准26。所有的操作行為都會被時間戳記綁定,鉅細靡遺地寫入系統底層不可更改的數位審計追蹤(Audit Trail)日誌中,實現了操作履歷的絕對透明26。
6.4 邊緣運算與「存儲轉發」之自我修復機制
在高空管架與複雜鍋爐內部的惡劣環境中,無線網路訊號往往受到密集鋼構的嚴重遮蔽與電磁干擾。若資料在傳輸至雲端伺服器的過程中發生網路中斷,傳統的連網記錄系統將無可避免地遺失關鍵的控溫數據,造成監控曲線的斷點。為了解決此一痛點,高階數位記錄器導入了分散式安全邊緣運算(Edge Computing)與「存儲轉發」(Store & Forward)的自我修復機制24。
當通訊網路意外斷線時,底層的硬體控制器並不會停止工作,而是會將所有高頻率擷取的即時感測數據,加密暫存於設備本地的內部記憶體中24。系統會持續監控網路狀態,一旦乙太網路或備用FTP通訊恢復,系統的存儲轉發服務便會自動啟動,將斷線期間缺失的資料封包精確地回填、拼湊至伺服器資料庫的歷史軸中24。這個過程完全自動化,確保了整條溫度曲線的連續性與百分之百的數據完整性(Total Data Integrity),徹底消除了惡劣通訊環境所帶來的監控盲區與潛在爭議24。
七、物聯網與區塊鏈加密技術之深度融合架構
儘管UHH加密格式、電子簽章與存儲轉發機制大幅提升了防偽門檻,但只要資料最終仍集中儲存於承包商或單一機構的中央伺服器中,便始終存在著被擁有最高權限的系統管理員(Database Administrator)從底層資料庫進行內部篡改的理論風險。為徹底拔除這層疑慮,實現真正跨越機構邊界的「無需信任的信任」(Trustless Trust),熱處理產業與供應鏈物流正積極將物聯網(IoT)邊緣感測器與區塊鏈(Blockchain)分散式帳本技術進行史無前例的深度融合23。
| 比較維度 | 傳統類比控溫系統 | 集中式數位控溫系統 | 物聯網與區塊鏈整合系統 |
| 資料儲存媒介 | 走紙圖表(Paper charts) | 內部伺服器、CF/SD記憶卡 | 雲端資料庫 + 分散式區塊鏈節點 |
| 防篡改核心機制 | 無(極易塗改、整張抽換) | 二進位校驗碼(如UHH格式) | 密碼學雜湊函數(SHA-256)、不可變更之分散式帳本 |
| 審計透明度 | 事後人工調閱,耗時且主觀 | 電子簽章、稽核軌跡,依賴單一管理員 | 任何人皆可即時獨立驗證,數據完全公開、去中心化透明 |
| 硬體依賴度 | 依靠人工手動調控與經驗 | PID自整定,單一感測器回饋 | 多點熱電偶邊緣運算,內建防偽硬體加速晶片(mbedTLS) |
7.1 鏈上雜湊與鏈下數據之混合式架構
在探討區塊鏈如何顛覆溫度監控時,最新的「冷鏈與高溫完整性守護者」(Integrity Guardian)架構提供了最完美的實作範例30。由於將每秒產生的龐大原始溫度數據直接寫入公共區塊鏈的成本過於高昂且缺乏效率,先進系統採用了「鏈上雜湊,鏈下數據」(Hash-on-chain, data-off-chain)的混合式設計原則32。其運作機制可拆解為三個關鍵階段:
第一階段為邊緣端即時雜湊封裝:當現場附著於管壁的控制熱電偶或環境感測器(如AHT10)擷取到溫度數據的瞬間,連接感測器的微控制器(如ESP32)便會立刻啟動。它利用內建的硬體密碼學加速模組(如mbedTLS),在資料離開感測設備實體之前,耗時不到一毫秒,直接將這筆原始溫度數據運算轉換為一組獨一無二的SHA-256密碼學雜湊值(Cryptographic Fingerprint)32。這賦予了資料與生俱來的數位指紋。
第二階段為區塊鏈智能合約錨定:微控制器透過網路將原始數據傳送至傳統資料庫(如SQLite)儲存以供日常快速查詢;同時,它會非同步地將這組輕量化的雜湊值(僅64 bytes),發送至公共區塊鏈網路(例如Ethereum Sepolia測試網)上的智能合約(Solidity Smart Contract)中進行永久「錨定」(Anchoring)30。
第三階段為不可竄改之獨立稽核:由於區塊鏈具備去中心化、分散式共識與不可變更(Immutability)的本質,一旦雜湊值被寫入區塊並與前一個區塊鏈接,便絕對無法被任何單一實體修改或刪除30。日後,當第三方檢驗機構(如PHMSA)、業主或授權稽核員透過Web儀表板檢視該銲道的熱處理履歷時,系統會從傳統伺服器中撈出原始溫度數據,重新計算一次雜湊值,並將之與區塊鏈上永久儲存的雜湊值進行比對30。
7.2 根絕造假與全面數位履歷的未來
若兩筆雜湊值完美吻合,系統將標示該筆紀錄為綠色的「已驗證」(VERIFIED)32。反之,若任何承包商試圖在傳統資料庫中微調溫度數據(例如試圖把迎風面未達標的溫度改高以掩飾冷點),其重新計算出的雜湊值將發生雪崩效應,與區塊鏈上的原始紀錄截然不同。此時,系統將立刻亮起紅色的「遭篡改」(TAMPERED)警示,讓作假行為無所遁形32。這徹底解決了所謂的「神諭機可靠性問題」(Oracle Reliability),確保了進入區塊鏈的數據在源頭即是真實且未受污染的29。
此外,結合資安廠商(如區塊科技 Chain Security)的先進防護方案,包含M-Key虛擬資產安全金庫與eDetector端點鑑識工具,企業能夠將這套物聯網控溫數據與QR Code數位履歷系統緊密扣合6。從高空施工架的搭設檢驗、法規要求的幾何應變計算、熱電偶的精確佈建位置(甚至強制透過GPS與數位標籤註記何者位於高風險的迎風面與背風面),直到PBHT或PWHT的升溫速率、浸透時間與降溫曲線,所有影響管線生死的關鍵參數,皆被牢牢封裝於區塊鏈與物聯網交織的防護網下6。這不僅完美滿足了ASME與AWS規範的極致要求,更將現場工安、防弊稽核與管線長期完整性推向了前所未有的智慧化高度。
八、結論與展望
在追求極致能源轉換效率的現代化動力發電設施中,P-No. 15E潛變強度強化鐵素體鋼管線系統的安全與可靠度,是維繫整個國家基載電力基礎設施命脈的關鍵。然而,當不可避免的熱處理作業必須轉移至高空施工搭架的惡劣侷限空間中進行時,大自然的力量——強風造成的強制對流效應、迎風面冷點現象與降雨引發的潛熱淬火——將傳統電阻加熱技術的物理極限與控溫盲點徹底暴露。過去,為了掩蓋熱力學上的不足與趕工壓力,類比時代的資料造假與違規電力補償,不僅引發了局部越過AC1 相變溫度的冶金災難,摧毀了材料的微觀組織並種下致命的第四型潛變破裂禍根,更讓整個工程品質保證體系形同虛設。
隨著工業4.0與數位轉型浪潮席捲營造與機電工程領域,熱處理控溫與防弊技術已成功完成了從「依賴人工信任」到「仰賴密碼學信任」的歷史性典範轉移。透過精準落實ASME B31.1應變率法規計算、遵循AWS D10.10標準的科學化多區段熱電偶佈建,以及廣泛應用HSD次世代非破壞硬度測試儀進行底層物理特性的防偽鑑識,熱處理作業的真實性已獲得極大程度的保障。
在此基礎上,全面導入具備UHH防偽二進位格式、ALCOA+審計軌跡與存儲轉發機制的無紙化數位記錄器,徹底消滅了竄改圖表的傳統空間。而物聯網邊緣運算(硬體雜湊加密)與區塊鏈智能合約(鏈上錨定)的深度整合,更進一步構築了一道絕對不可逆、去中心化且完全透明的數位防線。未來,這些奠基於數據完整性原則與嚴謹熱力學科學的數位履歷系統,必將成為全球所有高溫高壓動力管線佈建的標準配備。它不僅從根本上杜絕了人為作假的可能,保障了第一線施工人員的安全,更為全球發電設施的長期營運、資產完整性與永續發展,奠定了堅不可摧的信任基石。
參考文獻
- 2026版ASME規範:CCPP動力管線冷彎成型PBHT之預製廠感應加熱 …, https://yz-pipe-bending.com.tw/2026%E7%89%88asme%E8%A6%8F%E7%AF%84%EF%BC%9Accpp%E5%8B%95%E5%8A%9B%E7%AE%A1%E7%B7%9A%E5%86%B7%E5%BD%8E%E6%88%90%E5%9E%8Bpbht%E4%B9%8B%E9%A0%90%E8%A3%BD%E5%BB%A0%E6%84%9F%E6%87%89%E5%8A%A0%E7%86%B1/
- 2026 ASME 規範架構下1 & B31.3 成型應變率之深度剖析 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/2026-asme-%E8%A6%8F%E7%AF%84%E6%9E%B6%E6%A7%8B%E4%B8%8B-b31-1-b31-3-%E6%88%90%E5%9E%8B%E6%87%89%E8%AE%8A%E7%8E%87%E4%B9%8B%E6%B7%B1%E5%BA%A6%E5%89%96%E6%9E%90%EF%BC%9A5d-%E5%86%B7%E4%BD%9C%E5%BD%8E/
- Influence of PWHT Parameters on the Mechanical Properties and Microstructural Behavior of Multi-Pass GTAW Joints of P92 Steel – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC9227405/
- LOCAL POST WELD – Heat Treatment – NDT Corner, https://ndtcorner.com/uploads/techniques/255367_1741436744.pdf
- AWS D 10.10. Recommended Practices For Local Heating of Welds in Piping & Tubing. AWS. 2021 – Scribd, https://www.scribd.com/document/711437826/AWS-D-10-10-Recommended-Practices-for-Local-Heating-of-Welds-in-Piping-Tubing-AWS-2021
- 高空強風環境下動力管線熱處理之失效風險評估與控溫技術演進研究 …, https://yz-pipe-bending.com.tw/%E9%AB%98%E7%A9%BA%E5%BC%B7%E9%A2%A8%E7%92%B0%E5%A2%83%E4%B8%8B%E5%8B%95%E5%8A%9B%E7%AE%A1%E7%B7%9A%E7%86%B1%E8%99%95%E7%90%86%E4%B9%8B%E5%A4%B1%E6%95%88%E9%A2%A8%E9%9A%AA%E8%A9%95%E4%BC%B0%E8%88%87/
- Scaffold Safety – Environmental Health and Safety – Virginia Tech, https://ehs.vt.edu/programs/occupational-safety/scaffold-safety.html
- 施工架作業墜落危害預防 – 勞動部勞動及職業安全衛生研究所, https://www.ilosh.gov.tw/90734/90811/136446/90775/190722/post
- Scaffold Safety Training: OSHA Requirements & Hazards, https://www.jjkellersafety.com/resources/articles/2025/scaffold-hazards-and-training
- 713 Confined Space Program – OSHAcademy, https://www.oshacademy.com/courses/training/713-confined-space-program/713-5-9.php
- Confined Spaces | KAUST Health & Safety, https://hse.kaust.edu.sa/wp-content/uploads/2024/08/KAUST-Health-and-Safety-Toolbox-Talk_-ConfinedSpaces_HSE_RF_TBT_031.pdf
- Post Weld Heat Treatment Hazard Analysis | PDF – Scribd, https://www.scribd.com/document/200325595/JHA-For-PWHT-Work
- Confined Spaces – Hazards and Solutions | Occupational Safety and Health Administration, https://www.osha.gov/confined-spaces/hazards-solutions
- Recommended Practices for Local Heating of Welds in Piping and Tubing – AWS, https://pubs.aws.org/Download_PDFS/D10.10-D10.10M-2021_PV.pdf
- ANSI/ASME B31.1, “Power Piping” American National Standard Institute, Contents Through Table A-3., https://www.nrc.gov/docs/ML0314/ML031470592.pdf
- ASME B31.1-2024: Power Piping [New] [Changes] – The ANSI Blog, https://blog.ansi.org/ansi/asme-b31-1-2024-power-piping-changes/
- ASME B31.1 https://www.eurolab.net/zh-TW/sektorel/endustriyel-ekipman-testleri/asme-b311-guc-borulamasi/
- Recommended Practices for Local Heating of Welds in Piping and Tubing – AWS, https://pubs.aws.org/Download_PDFS/D10.10-D10.10M-1999(R2009)pv.pdf
- What PWHT Classification Looks Like with the HSD Tester – MMT, https://bymmt.com/news-events/what-pwht-classification-looks-like-with-the-hsd-tester/
- Data Integrity Issues in Microbial Testing | American Pharmaceutical Review, https://www.americanpharmaceuticalreview.com/Featured-Articles/343169-Data-Integrity-Issues-in-Microbial-Testing/
- HIGH HARDNESS AFTER PWHT – Google Groups, https://groups.google.com/g/materials-welding/c/dFlKjCvn-DQ/m/5EtlufYgBgAJ
- PWHT AND HARDNESS TEST PROCEDURE Rev2 | PDF – Scribd, https://www.scribd.com/document/780966416/PWHT-AND-HARDNESS-TEST-PROCEDURE-rev2
- 超超臨界與複循環機組P91/P92 管線風險控管與數位化導入:潁璋冷, https://yz-pipe-bending.com.tw/%E8%B6%85%E8%B6%85%E8%87%A8%E7%95%8C%E8%88%87%E8%A4%87%E5%BE%AA%E7%92%B0%E6%A9%9F%E7%B5%84-p91-p92-%E7%AE%A1%E7%B7%9A%E9%A2%A8%E9%9A%AA%E6%8E%A7%E7%AE%A1%E8%88%87%E6%95%B8%E4%BD%8D%E5%8C%96%E5%B0%8E/
- Data Recorder for Total Peace of Mind | Eurotherm Limited, 檢索日期:6月 3, 2026, https://www.eurotherm.com/en/data-acquisition-articles-en/data-recorder-for-total-peace-of-mind/
- PID控制器(溫度控制器) | PID控制器(溫控器)/記錄儀/通訊閘道, https://aa-industrial.azbil.com/atw/products/controller-recorder-communication-gateway/controller
- Reviewer | Eurotherm Limited, https://www.eurotherm.com/en/reviewer/
- Eurotherm Versadac Process Data Recorder Brochure – TMS Europe, https://tmseurope.co.uk/datasheets/eurotherm-versadac-recorder-brochure.pdf
- Optimize operational efficiency with advanced data management solutions – Watlow, https://www.watlow.com/-/media/documents/brochures/eurotherm/eurotherm-data-reviewer-brochure-ha033283_6.ashx
- Integrating IoT and Blockchain for Real-Time Inventory Visibility and Traceability: A Bibliometric–Systematic Review – MDPI, https://www.mdpi.com/2305-6290/10/3/57
- Securing IoT Data Using Block Chain Technology – IRJET, https://www.irjet.net/archives/V13/i3/IRJET-V13I03220.pdf
- 熱處理設備的發展歷程:從傳統工藝到智能製造- 崇錡科技有限公司, https://chheat-design.com/the-journey-of-product-concept-development-in-manufacturing/
- (PDF) Cold Chain Integrity Guardian: A Blockchain-Anchored IoT System for Tamper-Proof Temperature Monitoring in Biomedical Applications – ResearchGate, https://www.researchgate.net/publication/404125811_Cold_Chain_Integrity_Guardian_A_Blockchain-Anchored_IoT_System_for_Tamper-Proof_Temperature_Monitoring_in_Biomedical_Applications
- 首頁- 區塊科技BlockChain Security, https://chainsecurity.asia/