
摘要與研究沿革
隨著全球能源結構的急遽轉型,再生能源在電網中的滲透率逐年攀升。然而,風能與太陽能的間歇性特質,迫使傳統的複循環發電廠(Combined Cycle Power Plant, CCPP)從過往負責提供穩定基載(Base-load)的角色,轉型為需要頻繁啟停與深度負載調變的調峰(Peaking)機組。此一運轉模式的劇烈改變,對 CCPP 廠內的高壓(HP)與高溫再熱(HRH)蒸汽管線系統帶來了前所未有的熱力學與結構力學挑戰。管線系統必須在極高的溫度(通常超過 538°C / 1000°F)與超高壓條件下,持續承受頻繁的熱膨脹循環應力(Thermal Cycling Stress)以及長期的潛變應力(Creep Stress) 1。
在這樣的嚴苛服役環境下,美國材料與試驗協會(ASTM)規範下的 A335 Grade P91(9Cr-1Mo-V)麻田散鐵系合金鋼,因其卓越的高溫潛變破裂強度與優異的抗氧化性,成為現代高壓蒸汽管線的標準首選材質 4。然而,管線系統的可靠度不僅取決於母材的冶金性質,更深刻受到管件幾何構型與空間佈局的影響。傳統的管線設計大量依賴 1.5D 短半徑或標準長半徑對銲彎頭(Butt-Welded Elbow, 簡稱 1.5D BW),導致系統中存在密集的周向對銲銲道。這些銲道的熱影響區(Heat-Affected Zone, HAZ)在長期的熱循環下,極易成為應力集中的脆弱點,進而誘發致命的第四型潛變破裂(Type IV Creep Cracking) 2。
為克服此一系統性弱點,產業界的工程實踐逐步轉向採用 3D 或 5D 的大半徑冷作彎管(Cold Bend)或感應彎管,以一體成型的方式徹底消除高應力區的銲接接頭 7。與此同時,美國機械工程師學會(ASME)針對管線應力分析的核心演算法進行了歷史性的革新,推出了 ASME B31J《金屬管件應力強度因子與柔性因子決定標準》 10。該規範取代了沿用數十年的 Markl 疲勞經驗公式,導入了更精確的邊界條件、多維度的應力強度因子(Stress Intensification Factor, SIF, 符號為i)以及柔性因子(Flexibility Factor, 符號為 k),甚至允許透過有限元素法(FEM)進行虛擬測試 12。本研究報告即在此一學術與工程演進的雙重背景下,針對極端特厚的 3 英吋 XXS(Double Extra Strong)規格,展開 3D 冷作彎管與 1.5D BW 對銲彎頭的深度演算與多維度力學比較,旨在為 CCPP 廠的管線佈局優化提供堅實的理論基礎與應用準則。
一、 材料科學特性與極端服役邊界條件
進行嚴謹的管線應力計算與幾何因子演算前,必須精確定義研究對象的物理冶金屬性與幾何邊界條件。這不僅決定了代數公式中的基礎變數,更將直接影響二階分析中的潛變與疲勞壽命預測。
1.1 ASTM A335 P91 高溫材料特性與冶金相變
ASTM A335 P91(UNS 指定代號 K91560)是一種經過精確微合金化(Micro-alloyed)的 9% 鉻 – 1% 鉬鐵素體/麻田散鐵系耐熱鋼。相較於早期世代的 P11 或 P22 鋼,P91 能夠承受更高的服役溫度與壓力,其核心機理在於其複雜的微觀組織強化機制。在化學成分上,P91 除了含有 8.00% 至 9.50% 的鉻(Cr)以提供抗氧化性,以及 0.85% 至 1.05% 的鉬(Mo)以增加固溶強化與抗淬火軟化能力外,更關鍵的是加入了 0.18% 至 0.25% 的釩(V)、0.06% 至 0.10% 的鈮(Nb)以及受控的微量氮(N) 4。
在適當的熱處理(正規化與回火,Normalize and Temper)後,這些微合金元素會形成細小且彌散分佈的碳氮化物(如 MX 型析出物與 M23C6 型碳化物),穩定地釘扎在高差排密度的回火麻田散鐵基體晶界上。此外,鎢(W)與鉬(Mo)等元素的固溶,亦會促進富鎢的 Laves 相析出,進一步阻礙高溫下的差排滑移與晶界滑動。這種多重強化機制賦予了 P91 卓越的抗潛變能力,使其成為超臨界與複循環鍋爐系統中不可或缺的材料 5。
然而,這種依賴精密微觀結構的材料對熱循環極度敏感。P91 的高強度與韌性平衡,完全建立在特定的回火麻田散鐵組織之上。在任何熱加工(包括銲接與熱感應彎曲)之後,若未進行精確的銲後熱處理(Post-Weld Heat Treatment, PWHT)或彎後熱處理(Post-Bend Heat Treatment, PBHT),材料性能將遭遇毀滅性的打擊。規範嚴格要求,P91 的 PWHT 溫度絕不能超過母材原始的回火溫度(通常在 760°C – 780°C 區間)。若熱處理溫度意外超過其AC1 變態點(約 800°C – 830°C),基體組織將發生部分奧氏體化,導致析出物溶解並在冷卻後形成未回火的脆性麻田散鐵。這種過度回火或相變在現場管線安裝中幾乎無法透過二次熱處理逆轉,是導致管線災難性破裂的主因之一 6。
在設計規範層面,ASME B31.1(動力管線規範)與 ASME B31.3(製程管線規範)對於 P91 在不同溫度下的容許應力(Allowable Stress)給出了明確的衰減曲線。對於厚度小於或大於 3 英吋的管材,規範設定了不同的應力基準。根據 ASME 規範資料,P91 在關鍵溫度節點的容許應力特徵如下表所示:
| 溫度區間 (°F / °C) | ASME B31.1 容許應力 (ksi) | ASME B31.3 容許應力 (ksi) | 彈性模數與力學行為特徵 |
| -20 ~ 100 / 38 | 24.3 | 28.3 | 室溫基準態,彈性模數最高 |
| 800 / 426 | 21.3 | 24.9 | 應力開始呈現明顯線性衰退 |
| 900 / 482 | 19.1 | 22.3 | 高溫疲勞效應加劇 |
| 1000 / 538 | 16.3 | 18.0 | 潛變機制啟動臨界點 |
| 1050 / 565 | 14.0 (厚度≧ 3″ 時為 12.9) | 14.0 | 容許應力陡降,潛變控制主導 |
| 1100 / 593 | 10.3 (厚度≧ 3″ 時為 9.6) | 10.3 | 接近材料極限服役溫度 |
| 1200 / 648 | 4.3 | 4.3 | 材料承載能力幾近崩潰 |
資料來源彙整自 ASME B31.1 及 B31.3 應力表 1。
從上述數據可以看出,在 1000°F 至 1050°F 的 CCPP 高壓蒸汽操作區間內,P91 的容許應力由 16.3 ksi 驟降至 14.0 ksi。這意味著在極端高溫環境中,任何由彎頭幾何形狀(如曲率突變或銲道不連續)所引發的應力集中,其局部應力值將極其容易突破材料的疲勞與潛變極限。因此,精確計算應力強度因子(SIF)並透過幾何優化來壓低名目應力上的乘數,成為工程設計的核心課題。
1.2 3″ XXS 幾何尺寸解析與極度厚壁特徵
本研究探討之幾何標的為 3 英吋公稱管徑(Nominal Pipe Size, NPS)、Schedule XXS(Double Extra Strong,雙倍特厚)之無縫鋼管。依據 ASME B36.10M 規範,此規格管材的幾何參數極具極端物理特性,這深刻影響了後續所有的應力分析邏輯:
- 公稱管徑 (NPS): 3 Inch
- 外徑 (OD,D0): 3.500 Inches (88.90 mm)
- 壁厚 (Wall Thickness, T): 0.600 Inches (15.24 mm)
- 內徑 (ID, d): Do-2T=3.500-2×0.600=2.300 Inches (58.42 mm)
- 平均直徑 (Mean Diameter, D): Do-T=3.500-0.600=2.900 Inches (73.66 mm)
- 平均半徑 (Mean Radius, r2或rm): D/2=1.450 Inches (36.83 mm)
資料來源:標準尺寸與重量表 17。
在管線力學中,決定結構柔性與應力分佈的最重要無因次參數之一為徑厚比(D/T Ratio,或表示為D0/T)。對於本案例的 3″ XXS 管:
D/T=3.500/0.600≒5.833
ASME B31J 規範在 Table 1-1 之通用限制條件中明確指出,其所提供的 SIF 與柔性因子計算公式,其理論適用邊界通常為D/T≦100 10。在一般石化廠或電廠的管線系統中,標準壁厚(STD 或 SCH 40)的徑厚比通常落在 20 到 40 之間,薄壁管(Thin-walled pipe)甚至高達 80 以上。然而, D/T <6的數值落入了「極度厚壁管」(Extremely Thick-Walled Pipe)的力學範疇。
在古典梁理論(Euler-Bernoulli Beam Theory)與薄殼理論(Thin-shell Theory)的框架下,薄壁彎管在承受面內彎矩(In-plane Bending Moment)時,管橫截面會發生顯著的「卡門橢圓化效應」(Karman Ovalization Effect),亦即圓形截面會被壓扁成橢圓形。這種橫截面的畸變吸收了大量的變形能,使得薄壁彎管表現出極高的柔性(Flexibility),但也伴隨著極高的周向彎曲應力集中(High SIF)。相對地,當D/T <6 時,管壁極厚,實體金屬佔據了絕大部分的截面面積,使得橫截面抵抗變形(Ovalization)的剛度趨近於實體圓柱鋼條。卡門效應在 3″ XXS 規格上幾乎完全消失。這項幾何特徵將在後續的 ASME B31J 數學演算中,導致柔性特徵值(Flexibility Characteristic, h)出現極端高的數值,進而引發 B31J 公式邊界條件的截斷機制。
二、 幾何成形工法與宏觀/微觀不連續性之關聯
1.5D BW 彎頭與 3D 冷作彎管的本質差異不僅體現在曲率半徑的數值大小,更在於其成形工法對 P91 微觀金相組織與巨觀幾何不連續性的決定性影響。
2.1 1.5D BW 對銲彎頭之工法特徵與系統性風險
1.5D 短半徑彎頭(其曲率半徑等於公稱直徑的 1.5 倍)通常由熱推成形(Hot Mandrel Bending)或鍛造製成,成形後在工廠內進行整體的淬火與回火,以確保符合標準的 P91 組織。在現場管線安裝時,彎頭兩端必須透過全滲透對銲(Full Penetration Butt Weld)與直管段進行連接。
- 極端的流體與應力幾何連續性:1.5D 彎頭的曲率半徑極小(R1=1.5*3.0=4.5 吋),導致流體在管內被迫進行急促轉向,管壁內弧側(Intrados)與外弧側(Extrados)的應力梯度極大。這種急劇的幾何變化,本身即為巨觀應力集中點。
- 銲道不連續效應(Weld Discontinuity Effect):BW 接頭是管線系統中的必然弱點。即便採用最嚴格的射線探傷(RT)與超音波檢測(UT),對銲部位仍不可避免地會產生銲根未融(Lack of Fusion)、銲冠過高(Excess Weld Metal)、銲趾咬邊(Undercut)或內部微氣孔等微觀幾何不連續點。這些突變點在動態應力下將成為疲勞裂紋的成核源 6。
- 材質劣化與 Type IV 潛變:如同前述,P91 銲道的熱影響區(HAZ)會出現由粗晶區過渡到細晶區(Fine-Grained HAZ)及臨界相變區(Intercritical HAZ)的複雜結構。在 CCPP 頻繁啟停所帶來的高溫與週期性彎矩作用下,應力與溫度的雙重驅動極易在此「軟化區」引發孔洞成核(Cavitation),最終導致無預警的第四型潛變巨觀斷裂 2。
2.2 3D 冷作彎管之工法特徵與冶金重塑
為了規避銲道位於高應力彎曲區的風險,3D 彎管透過冷彎成形(Cold Bending)或中頻感應加熱彎曲(High-Frequency Induction Bending)製造。相較於 1.5D,其曲率半徑放大一倍(R1=3*3.0=9.0 吋)。
- 曲率平緩與流體動力學優化:放大的曲率半徑使得管線過渡平緩。這能大幅降低流體動力學上的壓力降(Pressure Drop),減輕汽輪機排氣與鍋爐蒸汽系統的能量損耗。更重要的是,它大幅降低了流體加速腐蝕(Flow-Accelerated Corrosion, FAC)的速率,減少了管壁氧化層受到的流體剪應力剝離 8。
- 管壁減薄(Wall Thinning)與橢圓度(Ovality):在彎曲過程中,基於體積守恆與金屬塑性流動原理,彎管外弧側必然受到拉伸而產生管壁減薄,內弧側則受壓增厚。同時,管截面會產生一定程度的橢圓度。規範要求,設計與製造時必須預留充分的厚度餘量,以確保減薄後的最薄處仍大於 ASME B31.1 所計算出的設計最小厚度 8。
- 無縫一體化與 PBHT 冶金重塑及 ASME 應變率 (ε) 階段處理:3D 彎管最核心的力學優勢在於,它徹底消除了彎頭高應力區域的周向對銲銲道。藉由將系統的幾何斷點推移至彎矩相對較低的直管段,大幅削弱了潛變斷裂的威脅 7。然而,冷作過程不可避免會對材料造成顯著的塑性變形。依據最新 ASME B31.1 (如 Table 129.3.3.1-1) 與3 (如 Para 332.4.2) 規範,管線必須計算「極限纖維伸長率」(Extreme Fiber Elongation, ε),公式為ε=(50⋅D)/R1 (以百分比表示)。對於本案的 3D 彎管 (R1=3D),其成形應變率ε=50/3≒16.67% 。
針對 P91 (即 P-No. 15E) 潛變強化鐵素體鋼,規範嚴格依據應變率 (ε) 階段進行分級管制:
- ε <5%:微量冷作變形階段。在部分特定條件下,此區間可能獲得熱處理豁免,但設計實務上仍需謹慎評估。
- 5%≤ ε ≤20%:本專案 3D 彎管 (16.67%) 正好落於此一核心階段。在此應變區間內,劇烈的冷作變形會導致材料微觀組織中的馬氏體板條碎化與位錯密度激增。ASME 規範強制要求落於5%≤ ε ≤20% 階段階段的 P91 彎管,必須執行嚴格的彎後熱處理(PBHT)——通常為正火加回火(Normalize and Temper)或次臨界應力消除處理(Subcritical Heat Treatment)。若未依規範妥善修復,P91 在 550°C 以上的高溫潛變壽命將面臨斷崖式崩塌(例如由預期的 10 萬小時驟減至 2 萬小時以內)。
- ε > 20%:極端變形階段(例如,若1.5D 彎頭採冷彎則ε ≒ 33.3%),此時材料基體遭受毀滅性破壞。若製程容許如此極端的成形,則絕對強制要求執行全面的正火與回火,將組織完全重新奧氏體化再造。
透過落實此5%≤ ε ≤20% 的精確規範管理與 PBHT,3D 彎管才能真正發揮消除殘餘應力並恢復設計潛變強度的終極目標 9。
三、 ASME B31J 規範核心演算邏輯之演進與 CAESAR II 實踐
在探討具體的 SIF 數值之前,必須先釐清管線應力分析標準的理論演進。這決定了我們如何詮釋這些數字背後的工程意義。
3.1 從 Markl 經驗公式到 B31J 理論重構
在過去的數十年中,ASME B31.1 與 B31.3 規範所採用的管件應力強度因子(SIF, i)與柔性因子(k),主要源自於 1950 年代 A.R.C. Markl 利用標準壁厚與薄壁管件所進行的彎曲旋轉疲勞破壞測試 11。傳統公式雖然便於手算,但其涵蓋的幾何形狀有限,且未充分考慮特厚壁、極大直徑管線或特殊接頭配置的影響。在現代複雜的 CCPP 系統中,沿用這些古老的常數往往導致極度保守的設計,或者未能正確捕捉局部的應力峰值。
有鑑於此,ASME 於 2017 年正式發布,並於後續版本(如 2023 年)持續更新了 ASME B31J 標準。該標準不僅匯集了數十年的研究數據,更引入了革命性的演算邏輯 10:
- 多維度應力強度因子的分離:B31J 摒棄了單一 SIF 代表所有荷載方向的粗略做法,明確定義了面內(In-Plane, ii)、面外(Out-of-Plane, io)以及新增的扭轉(Torsional,it )應力強度因子 10。以往規範將扭轉 SIF 預設為0,忽略了複雜三通或特殊彎管在受扭時的剪應力集中。B31J 的導入,使得軟體在計算持續應力與偶然應力時能反映更真實的扭矩效應 10。
- 修正 90 度彎管的柔性因子係數:傳統3 將平滑彎頭的柔性因子計算公式定為1.65/h;B31J 基於更精細的有限元素分析與物理驗證,將其修正為更準確的1.3/h 10。這一係數的變化,直接改變了全球管線分析軟體所建立的系統整體剛度矩陣(Stiffness Matrix),從而影響了熱膨脹位移的傳遞分佈。
- 剛性界線的剛性(Rigid)判定準則:B31J 提出了一項關鍵的幾何物理限制條款:若依據公式計算出的柔性因子k ≦0,則系統不應將該數值代入矩陣中產生「負向柔性」或「強化剛度」,而是直接將該因子的關聯剛度視為「剛性」(Rigid Element,即無額外變形能力)。同時,任何應力強度因子(SIF)均不得小於 1.0,因為在固體力學中,任何管件的應力絕不可能低於等截面之完美直管 10。
- 引入持續載荷應力指數(SSIs):除用於循環壽命評估的疲勞 SIF 外,B31J 制定了持續應力指數(Sustained Stress Indices, SSIs),作為乘數套用於自重與內壓等靜態持續載荷(Sustained Load)方程式中,以精確評估金屬管件發生塑性崩塌(Plastic Collapse)或長期潛變的抗力 10。
3.2 電腦輔助工程軟體(如 CAESAR II)之演算法實踐
在實務分析中,工程界最廣泛使用的有限元素管線應力分析軟體(如 Hexagon CAESAR II 或 Bentley AutoPIPE)已深度整合了 ASME B31J 演算法。了解軟體如何處理這些變數,對於詮釋 3″ XXS 分析結果至關重要。
在 CAESAR II 中,開啟 B31J 模組後,軟體會自動執行以下程序 10:
- 剛度矩陣解耦:軟體會套用 B31J 所計算出的 k 因子於彎頭或三通的旋轉剛度(Rotational Moment Stiffness),而平移剛度(Translational Stiffness)則無論元件幾何如何,永遠視為剛性處理。
- 虛擬剛性元素(Fictitious Rigid Element)的建構:在處理三通或管分支口時,若交會特徵滿足 B31J 條件(如d/D <5),軟體會在背景中自動創建並植入虛擬的剛性元素。這是軟體自身為了實現 B31J 力學行為等效而創造的拓撲結構,B31J 規範原文並無此名詞。藉由將分支管段打斷為虛擬剛性段與實際受力管段,軟體能確保應力被正確地提取並報告於組件的表面節點(Surface Node)上,避免了應力被高估於中心線交點之謬誤 10。
- 單一與多重 SIF 之適配:由於 ASME B31.1(早期版本)與加拿大 Z662 等規範在應力方程中僅採用單一 SIF,CAESAR II 在應用 B31J 時,會自動提取面內與面外 SIF 計算值中的最高者代入單一 SIF 公式中。而針對較新的B31.3 版本,則會依據 B31J 分別使用定向 SIF (ii,io,it)進行應力判定 10。
四、 應力強度與柔性因子之嚴密數學演算比較
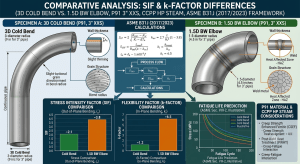
本章節嚴格遵循 ASME B31J (2017/2023) Table 1-1 提供之方程式與定義 10,針對 P91 3″ XXS 規格,在 1.5D BW 對銲彎頭與 3D 冷作彎管兩種配置下,進行第一性原理之數值推導。
4.1 基礎演算參數之定義與擷取
如前述幾何解析,代入公式所需之基礎物理量如下:
- 管壁公稱厚度 (T): 0.600 in
- 管材平均半徑 (r2): 1.450 in
- 彎曲半徑 (R1): 隨5D 或 3D 構型而定。
在 B31J 與古典管線理論中,彎管的無因次「柔性特徵值」(Flexibility Characteristic,符號為 h)決定了元件在彎曲應力下的行為表現。其數學定義式為 23:
h=(T⋅R1)/(r22 )
依據 ASME B31J Table 1-1 與相關衍生公式,後續參數計算如下:
- 柔性因子 (k):平滑 90 度彎管的計算公式為k =1.3/h。且根據邊界條件限制,k 恆大於等於0 (k ≧ 1.0) 10。
- 面內應力強度因子 (ii):計算公式為ii =0.9/h2/3。受限於理論極限,ii 恆大於等於0 (ii ≧ 1.0) 28。
- 面外應力強度因子 (io):計算公式為io = 0.75/h2/3。受限於理論極限,io 恆大於等於0 (io ≧ 1.0) 28。 (註:扭轉 SIF it 針對標準無分支彎管,其預設基準值等效為 1.0,其主要影響發揮於三通及分支管段 29)。
4.2 Case 1: 1.5D BW 對銲彎頭之深度演算
1.5D 彎頭的特徵曲率半徑R1 =1.5*3.0=4.5 英吋。
演算步驟一:求解柔性特徵值 h
將幾何參數代入公式:
h1.5D=(0.600×4.5)/(1.450)2 =2.700/2.1025≒1.2841
相較於標準壁厚(STD)彎頭 h 值通常小於 0.3 的情況,XXS 厚壁導致 h 值突破了 1.0。這在物理意義上表示,極厚的管壁徹底抑制了彎頭橫截面的變形能力,卡門橢圓化效應失效。
演算步驟二:求解柔性因子 k
k1.5D=1.3/1.2841≒1.0123
計算結果1.0123 > 1.0,因此取k1.5D=1.012。
這表示對於 3″ XXS 的 1.5D 彎頭,其面對熱膨脹產生的彎矩時,能提供的額外彈性轉角僅比一段長度等於中心弧長的純直管多出約 1.2%。在宏觀有限系統模型中,這類元件幾乎可視為毫無變形餘裕的「剛體」。
演算步驟三:求解定向應力強度因子 i
ii(1.5D) =0.9/(1.2841)2/3 =0.9/1.1813≒0.7618
io(1.5D) =0.75/(1.2841)2/3 =0.75/1.1813≒0.6348
經過數學計算,兩者的名義 SIF 值皆小於 1.0。然而,B31J 規範基於能量與力學極限定律強制規定 I ≧ 1.0 10。因此,最終系統取值:
ii=1.00, io=1.00
物理與工程洞見 (Engineering Insights):
雖然理論公式運算結果將 SIF 收斂至 1.0,但這僅代表「純幾何曲率」對這段極厚金屬的應力場沒有宏觀放大作用。然而,1.5D BW 彎頭在工程實踐中必須透過周向銲接(Circumferential Butt Weld)與管線連接。在應力分析軟體(如 CAESAR II)中,若使用者將節點定義為 BW 接頭,軟體通常會疊加額外的銲接接頭 SIF(未研磨銲道或對接偏差等),這會將此處的有效 SIF 重新推高至 1.5 甚至更高。而在高溫下,這些極微小的應力放大,將成為潛變破壞的致命導火線。
4.3 Case 2: 3D 冷作彎管之深度演算
3D 彎管的特徵曲率半徑R1 =3*3.0=9.0 英吋。
演算步驟一:求解柔性特徵值 h
將幾何參數代入公式:
h3D=(0.600×9.0)/(1.450)2 =5.400/2.1025≒2.5683
由於 R1 翻倍,h 值也精確翻倍,達到了極高的 2.568。
演算步驟二:求解柔性因子 k
k3D=1.3/2.5683≒0.5061
由於計算結果0.5061 < 1.0,觸發了 ASME B31J 嚴格的截斷條件。當計算出的K ≦ 1.0 時,強制將該值設定為1.0。不僅如此,規範要求,相關連的彎曲剛度將被直接宣告為「剛性處理」(Rigid Stiffness),軟體將完全忽略該元件的額外彎曲柔度 10。 這表示在 CCPP 的全球模型網格中,這段 3D XXS 彎管將猶如一根堅硬的實心鑄件,無法協助系統吸收任何熱位移。
演算步驟三:求解定向應力強度因子 i
ii(3D) =0.9/(2.5683)2/3 =0.9/1.8752≒0.4799
io(3D) =0.75/(2.5683)2/3 =0.75/1.8752≒0.3999
同樣觸發規範截斷條件,取:
ii=1.00, io=1.00
引入二階變異效應:管壁減薄(Wall Thinning)修正分析 上述基礎計算建立在一個理想化假設:即 3D 冷作彎管在成形後,其管壁仍維持完美的 0.600 吋。然而,在冷彎或中頻感應彎曲過程中,外弧側必然會受到強大拉應力而產生管壁減薄現象 8。 假設在最嚴苛但仍符合規範的製造公差下,發生了 12.5% 的管壁減薄(減薄量受法規控制,必須高於最小設計厚度): 局部有效厚度Tˊ= 0.600*(1-0.125) = 0.525 in。 將此減薄厚度重新代入 h 公式:
h’3D=(0.525×9.0)/(1.450)2 =4.725/2.1025≒2.247
重算其 SIF 值:
i’i(3D) =0.9/(2.247)2/3≒0.524
可以發現,即使考慮了高達 12.5% 的物理性壁厚減薄,其理論 SIF 仍遠低於 1.0 的截斷極限值。因此,無論是理想態還是減薄態,3D 彎管的巨觀 SIF 始終穩定維持在規範的絕對下限 1.0。
4.4 演算結果之綜合比較矩陣
為清晰展示兩種不同幾何構型的力學差異,特將上述之 ASME B31J 推導結果彙整如下表:
| 力學及幾何特徵參數 | 1.5D BW 對銲彎頭 | 3D 冷作彎管 (含預設減薄) | 深度分析洞見 (Second-Order Insights) |
| 彎曲曲率半徑 (R1) | 4.5 in (114.3 mm) | 9.0 in (228.6 mm) | 3D 放大的曲率提供了更平滑的熱膨脹應力流動路徑與極佳的流體動力學過渡。 |
| 柔性特徵值 (h) | 1.284 | 2.568 (減薄態約 2.247) | XXS 極度厚壁特徵導致兩者的 h 值皆高於 1.0,突破了傳統薄壁梁理論的物理直覺。 |
| B31J 理論面內 SIF (ii) | 0.762 → 截斷取 1.0 | 0.480 → 截斷取 1.0 | 在巨觀代數方程中,兩者均因極端剛硬而不產生額外的彎矩應力放大。 |
| B31J 規範柔性因子 (k) | 1.012 (微弱柔性) | 理論 0.506 → 截斷取 1.0 | 在 CAESAR II 有限元素軟體中,此區間元件皆退化為「剛性元素」(Rigid Element) 處理。 |
| 應力連續性與銲接弱點 | 位於最高彎矩區的切點 (Tangent) | 完全消除高應力區的銲接點 | 公式演算外的隱性因素:這是決定 P91 系統在惡劣熱循環下疲勞與潛變壽命的核心分水嶺。 |
| 扭轉應力強度因子 (it) | 1.0 (受限於基礎幾何) | 1.0 (受限於基礎幾何) | ASME B31J 雖對三通引入it,但對無分支的平滑厚壁彎頭影響不顯著 10。 |
五、 潛變-疲勞交互作用 (CFI) 與有限元素 (FEM) 視角之深層剖析
基於前章嚴密的數學演算,得出了一個引人深思的悖論:在 ASME B31J 的巨觀公式中,3″ XXS 的 1.5D BW 彎頭與 3D 冷作彎管,其 SIF 皆為 1.0,柔性因子亦幾乎相等。這似乎暗示兩者在承受熱膨脹推力上的表現毫無差異。然而,為何當今 CCPP 工業界仍傾盡資源將 1.5D 升級為 3D?解答隱藏在高溫冶金學、微觀破壞力學、以及 B31J 規範附錄精神的深處。
5.1 宏觀數學收斂下之微觀應力集中機制
公式中 k ≒ 1.0的物理意義極其關鍵。它代表著 3″ XXS 管線系統是一套「低柔度、高剛性」的網絡。當鍋爐與汽輪機在 1050°F (565°C) 高溫下產生龐大的熱膨脹位移時,這個堅硬的管網無法透過彎頭的橫截面變形來吸收位移。巨大的熱推力(Thermal Thrust)將直接轉化為材料內部的局部一次(Primary)與二次(Secondary)應力。
此時,應力的空間分佈與連續性成為決定生死的關鍵。
1.5D BW 彎頭面臨的是「剛度不匹配」(Stiffness Mismatch)帶來的極大考驗。彎頭與直管的連接處是周向對銲銲道。在銲道區,銲縫金屬、熱影響區(HAZ)與母材具有微小不同的彈性模數與降伏強度。在龐大的熱彎矩擠壓下,此接頭會產生強烈的三軸應力狀態(Triaxial Stress State)。即使經過高精度的研磨去除銲冠,微觀層面上的銲趾(Weld Toe)仍會產生應力集中。利用有限元素(FEM)分析此類銲接細節,會發現局部峰值應力集中係數(Kt)往往超過 1.5 甚至 2.0 以上。這個峰值正是誘發熱疲勞裂紋成核的起點。
相反地,3D 冷作彎管憑藉其一體成形、無接縫的金屬基體,將不可避免的系統熱位移與彎曲應力,均勻地分攤在更寬廣、無幾何突變的彎曲弧面上。即使在背弧處存在法規允許的微量壁厚減薄,但因為曲率平緩( R1 = 9.0吋)且晶粒連續,應力梯度被徹底夷平。這正是 3D 彎管在微觀破壞力學上的絕對優勢。
5.2 第四型潛變破裂 (Type IV Creep Cracking) 之致命威脅
CCPP 系統的另一隱形殺手是潛變。如前段所述,P91 在 1000°F 以上的溫度下,潛變效應將接管材料的破壞機制。在高溫下,金屬內部的空位(Vacancies)開始擴散,並在晶界處聚集形成潛變孔洞(Creep Cavities) 2。
對於 1.5D BW 彎頭,這個過程是毀滅性的。在 P91 的對銲過程中,緊鄰銲縫金屬的 HAZ 邊緣會形成一層極窄的細晶粒區(Fine-Grained HAZ)或臨界相變區。這個區域在高溫下發生了強烈的冶金軟化,其潛變孔洞的生長速率與密度均遠高於未受熱影響的母材 2。當系統在啟停調峰過程產生巨大的彎矩時,最高應力點恰巧落在彎曲切線段的銲道上。高溫、高局部應力與軟化的微結構三者疊加,引發了所謂的「潛變-疲勞交互作用」(Creep-Fatigue Interaction, CFI)。這直接導致了多起全球性的管線早期無預警爆裂事故。
3D 冷彎管的力學策略可概括為「空間隔離」。透過將彎曲段從 1.5D 拉長至 3D 並一體成形,使得負責承受最大彎矩的幾何彎曲段本身完全無銲接弱點。即便在 3D 彎管的極端處(已過渡至直管段)仍需與其他管路進行周向對銲,但因為這些銲點遠離了曲率突變的高應力場,其承受的總應力水平大幅降低。根據 Larson-Miller 參數模型(LMP)或 Orr-Sherby-Dorn 參數模型(OSD)的推演預測 33,名目應力的些微下降,將使其潛變壽命呈對數級別的指數增長,將斷裂機率壓制至微乎其微的水準。
5.3 虛擬測試與 ASME B31J 附錄 A 之前瞻精神
為何 ASME 耗費數年編撰 B31J 規範?其核心精神在於附錄 A 中明文允許工程師運用高等有限元素法(FEM)建立虛擬試驗體(Virtual Test Specimen),以取代陳舊且僵化的查表公式 12。
在本案例中,巨觀公式受限於極端厚壁參數而給出i = 1.0 的閹割解。然而,若遵循 B31J 精神建構非線性的 3D 彈塑性 FEM 模型:
- 針對1.5D BW 模型:除了幾何應力,將揭示 HAZ 區域的材料軟化導致局部塑性應變集中。模型將清楚顯示此處無法滿足持久的潛變極限。
- 針對 3D 冷彎模型:即使人為引入製造過程中的5% 壁厚減薄與 5% 的橫截面橢圓度,在面內與面外彎矩作用下,系統的一次薄膜應力與二次彎曲應力依然維持在極低的水準,證明其結構強度幾乎與完美的理論直管無異。這正是利用最新工程計算技術(如 CAESAR II 結合 FEA 工具)才能洞悉的物理真實。
六、 製造工法重塑與流體動力學之三階效應探討
探討力學參數的根本目的,在於推動製造工法的升級並提升整廠運轉效率。3D 冷作彎管的引入,在力學之外,更對系統產生了深遠的「三階效應」(Third-Order Ripple Effects)。
6.1 冷作彎曲工法與 IH-PBHT 品質控制之絕對優勢
要製造大曲率的 3″ XXS 3D 彎管,現代工業可採用數控冷作彎曲(CNC Cold Bending)工法。冷作彎管具備產能高且無須熱能消耗的優勢,徹底消除了高應力區的銲接接頭,實現管線幾何的無縫連續性。然而,此製程完全依賴強大的機械力,迫使極度厚壁的金屬在室溫下發生跨越降伏點的劇烈彈塑性變形。冷作會在管壁的外弧(承受拉伸變形)與內弧(承受壓縮變形)積累驚人的加工硬化與龐大的殘餘應力,並在微觀組織中產生高密度的差排網路。對於 P91 這類對熱力學與應力極度敏感的潛變強化鐵素體鋼而言,若未經適當修復,這些殘餘應力場將對其高溫潛變壽命造成毀滅性打擊。
為了徹底消除冷作變形帶來的殘餘應力與微觀組織劣化,規範強制要求執行嚴格的彎後熱處理(PBHT)。相較於傳統的大型電腦數控熱處理爐,當前業界更凸顯了「感應加熱彎後熱處理(Induction Heating Post-Bend Heat Treatment, IH-PBHT)」在品質控制上的絕對優勢。IH-PBHT 摒棄了傳統爐火依賴熱輻射與熱對流「由外而內」的加熱方式,而是直接運用法拉第電磁感應定律,在管壁金屬內部誘發渦電流,實現極高效率的金屬「自體發熱」。
IH-PBHT 系統整合了先進的閉迴路紅外線高溫計與熱電偶,能夠對 3D 彎管區域進行極度精確的溫度動態監控與調節。這種非接觸式的精準熱處理,能完美控制 P91 鋼所需的正規化與回火(N&T)或次臨界應力消除溫度區間,不僅徹底釋放了冷彎產生的龐大彈性應變能與殘餘應力,更讓敏化區的碳化物重新固溶,恢復 P91 原有的高溫潛變強度與抗腐蝕韌性。以工廠預製結合 IH-PBHT,從根本上杜絕了現場施作環境惡劣導致 P91 過度回火的潛在人為災難,確保了整段彎管微觀組織的高度一致性與長期高溫服役的絕對安全。
6.2 流體加速腐蝕 (FAC) 與熱力學作功效率之優化
除了管壁結構力學,流體動力學特徵亦是決定管線壽命的隱形推手。當 1000°F 且壓力高達百大氣壓的過熱蒸汽,以極高流速撞擊 1.5D 短半徑彎頭時,會產生強烈的流動分離(Flow Separation)、邊界層剝離與猛烈的二次流(Secondary Flow,即雙螺旋二次渦流)。
這產生了兩個嚴重的後果:
- 熱力學效率損耗:強烈的紊流將流體動能轉化為廢熱,導致壓力降(Pressure Drop)攀升。對於講究極致熱機效率的 CCPP 汽輪機而言,蒸汽到達透平機(Turbine)前的任何壓降,都代表著發電兆瓦數(MW)的永久流失。
- 流體加速腐蝕 (FAC) 與沖蝕 (Erosion):劇烈的流體剪應力會持續剝離 P91 管壁內側形成的保護性磁鐵礦(Magnetite)氧化層。金屬基體不斷裸露、再氧化、再剝離,最終導致管壁急遽減薄並爆裂 8。
3D 彎管的幾何放大,提供了一條極其平緩的流線過渡路徑。二次流強度呈指數級下降,邊界層不再發生劇烈剝離。這大幅消弭了紊流強度,不僅微幅提升了流體傳輸效率,更讓管壁氧化層得以安穩附著,有效封印了 FAC 的破壞通道。
七、 結論與 CCPP 工程實踐建議
本研究報告嚴格建構於 ASME B31J (2017/2023) 規範理論框架之上,深度推演並多維度剖析了 CCPP 廠高壓蒸汽管線所面臨的 P91 3″ XXS 規格下,3D 冷作彎管與 1.5D BW 對銲彎頭在應力強度因子(SIF)與柔性因子(k)上的差異。透過宏觀數學演繹、微觀金相分析、潛變破壞力學探討以及流體動力學檢視,得出以下具權威性之綜合結論與工程實踐指南:
第一、 厚壁宏觀力學公式之收斂悖論:在極度厚壁(D/T ≒ 5.83 < 6)的物理邊界條件下,不論是採用 1.5D 還是 3D 幾何構型,由 ASME B31J 公式運算所求得之柔性特徵值 h 均呈現異於常規的高數值(h > 1.2)。這導致代數公式將面內與面外的應力強度因子(ii,io)雙雙壓縮並截斷於絕對下限 1.0;同時,系統計算之柔性因子 k 亦退化至逼近剛性(k → 1.0)。在 CAESAR II 等電腦輔助工程軟體的分析網格中,這意味著該規格之彎管元件幾乎不具備傳統意義上的熱膨脹吸收能力,全段管線將呈現極其剛硬的力學行為。
第二、 決定生死之微觀幾何連續性與應力隔離:在巨觀公式無法區分兩者優劣的假象背後,決定系統崩塌壽命的核心在於「微觀層面」的應力集中與材質均一性。1.5D BW 彎頭由於必須依賴高應力彎矩區的周向對銲連接,其無可避免地植入了銲道幾何突變與熱影響區(HAZ)軟化帶。此一剛度不匹配在頻繁的熱機循環中,極易引發三軸應力狀態的應力峰值;反之,3D 冷作彎管藉由無縫一體成形,將這段剛硬但平滑的金屬弧線徹底淨化,消滅了疲勞裂紋成核的最佳溫床。
第三、 P91 潛變-疲勞破壞之終極克星:面對現代 CCPP 因應再生能源波動而頻繁啟停的嚴苛任務,高壓蒸汽管線最大的敵人是發生在 HAZ 的 Type IV 潛變破裂。3D 彎管透過空間曲率的延展,完美地將無可避免的系統熱推力,引導並消散於具備優異潛變強度的均質母材上。配合 IH-PBHT 的自體發熱與精準溫度閉迴路控制,3D 彎管徹底規避了傳統爐火或現場 PWHT 溫度失控導致材料報廢的重大工程風險,完美復原微觀組織。
第四、 工程設計與建廠實務準則:總結上述,對於承載極端高溫(>1000°F)及高壓蒸汽的 P91 系統,管線設計與應力分析工程師不應僅滿足於軟體中 B31J 公式輸出報表的「表面合規」,而應深刻洞悉公式邊界條件背後的物理限制。在系統預算與空間佈置條件允許的情況下,強烈建議全面以 3D 或更大半徑(5D)的冷作彎管,逐步汰換傳統的 1.5D BW 對銲彎頭配置。此一決策雖可能微幅增加單一管軸元件之採購與運輸成本,但從全生命週期的角度宏觀評估,其所換來的流體作功效率提升、現場銲口數量的急遽下降、PBHT/PWHT 失敗風險的根除,以及最重要的——整體電廠熱機韌性(Resilience)的躍升,將為 CCPP 提供無可取代的經濟與安全價值。
參考文獻
- ANSI/ASME B31.1, “Power Piping” American National Standard Institute, Contents Through Table A-3., https://www.nrc.gov/docs/ML0314/ML031470592.pdf
- ccj-online.com – Combined Cycle Journal, https://www.ccj-online.com/wp-content/uploads/2021/12/CCJ-ISSUE-52-PDF.pdf
- The Allowable Stress – Temperature Chart for ASTM A335 P91 – Metals Piping, http://www.metalspiping.com/the-allowable-stress-temperature-chart-for-astm-a335-p91.html
- T91 / P91 Steel – Metals Piping, http://www.metalspiping.com/t91-p91-steel.html
- ASTM A335 P91 Pipe Specification (Chrome Moly Pipe) – Octal Steel, https://www.octalsteel.com/resources/astm-a335-p91-pipe/
- ASTM A335 Alloy Steel Pipes: Grades P5, P9, P11, P22, P91, P92 | Projectmaterials, https://blog.projectmaterials.com/pipes/pipe-materials/astm-a335-alloy-pipes/
- 基於2026 ASME B31.3 規範之SBA 脫氫製程管系研究:電子級產品, https://yz-pipe-bending.com.tw/%E5%9F%BA%E6%96%BC-2026-asme-b31-3-%E8%A6%8F%E7%AF%84%E4%B9%8B-sba-%E8%84%AB%E6%B0%AB%E8%A3%BD%E7%A8%8B%E7%AE%A1%E7%B3%BB%E7%A0%94%E7%A9%B6%EF%BC%9A%E9%9B%BB%E5%AD%90%E7%B4%9A%E7%94%A2%E5%93%81/
- 高純度GBL/NMP 製程管線:運用3D/5D 冷彎工法提升流體潔淨度與, https://yz-pipe-bending.com.tw/%E9%AB%98%E7%B4%94%E5%BA%A6-gbl-nmp-%E8%A3%BD%E7%A8%8B%E7%AE%A1%E7%B7%9A%EF%BC%9A%E9%81%8B%E7%94%A8-3d-5d-%E5%86%B7%E5%BD%8E%E5%B7%A5%E6%B3%95%E6%8F%90%E5%8D%87%E6%B5%81%E9%AB%94%E6%BD%94%E6%B7%A8/
- P92 X10CrWMoVNb9-2 – PCC Energy Group, https://www.pccenergy.com/documents/onshore/p92.pdf
- B31J Methods – CAESAR II – Help – Hexagon Documentation, https://docs.hexagonppm.com/r/en-US/CAESAR-II-Users-Guide/Version-13/1467329
- B31J, https://sites.google.com/site/fareastpiperreference/asme/b31j
- Asme B31J-2017 | PDF – Scribd, https://www.scribd.com/document/678524069/ASME-B31J-2017
- Stress Intensity Factor (SIF) For Special Geometries In Piping Stress Analyisis – CADE, engineering, https://cadeengineering.com/study-case/stress-intensity-factor-sif-for-special-geometries-in-piping-stress-analyisis/
- Pipes, Fittings & Flanges Brochure – National Tube Stockholders, https://nationaltube.co.uk/wp-content/uploads/2021/07/Linepipe-Brochure-v2-NTS-5.9.18.pdf
- High Frequency Induction Bending PDF | PDF | Pipe (Fluid Conveyance) – Scribd, https://www.scribd.com/document/424564779/high-frequency-induction-bending-pdf
- Table A-1 Basic Allowable Stresses in Tension For Metals | PDF – Scribd, https://www.scribd.com/document/429929547/S-table
- https://www.steeltubesindia.net/schedule-xxs-steel-pipe.html#:~:text=These%20pipes%20are%20stronger%20than,a%20thickness%20of%200.437%20inches.
- ANSI / ASME B36.10M 3 inch Schedule XXS Pipe Dimensions – FERROBEND, https://ferrobend.com/dimensions/ansi-asme/pipe/b36.10m-3-inch-schedule-xxs/
- Schedule XXS Steel Pipe dimensions/ weight and price list – Steel Tubes India, https://www.steeltubesindia.net/schedule-xxs-steel-pipe.html
- Pipes – Nominal Wall Thickness – The Engineering ToolBox, https://www.engineeringtoolbox.com/nominal-wall-thickness-pipe-d_1337.html
- Pipe-Wall-Thickness.pdf, https://www.pipefittingweb.com/images/news/Pipe-Wall-Thickness.pdf
- B31J Methods – CAESAR II – Help – Hexagon Documentation, https://docs.hexagonppm.com/r/en-US/CAESAR-II-Users-Guide/Version-14/1467330
- SIF and Flexibility Factors per ASME B31.3 | PDF | Pipe (Fluid Conveyance) – Scribd, https://www.scribd.com/document/48457026/SIF-B31-3
- Effect of Post-Welding Heat Treatment on Mechanical Properties of, https://www.researchgate.net/publication/271740355_Effect_of_Post-Welding_Heat_Treatment_on_Mechanical_Properties_of_Joints_of_Steel_P92_Formed_by_Submerged_Arc_Welding
- Induction Bending Pipe for Piping Systems – abter steel pipe manufacturer, natural gas casing and tubing,seamless steel pipe,OCTG,, https://www.abtersteel.com/pipe-fittings/induction-bending-pipe-for-piping-systems/
- INFLUENCE OF TEMPERING ON MECHANICAL PROPERTIES OF INDUCTION BENTS BELOW 540°C, https://yadda.icm.edu.pl/baztech/element/bwmeta1.element.baztech-5d299c37-0ad3-4d53-aac5-54ad400068fb/c/13_2015_113_JANKEJECH_FABIAN_BRONCEK_SHALAPKO.pdf
- Stress Intensity Factor (SIF), Flexibility Factor: ASME B31.3 vs ASME B31J – Whatispiping, https://whatispiping.com/stress-intensity-factor-sif-flexibility-factor-asme-b-31j/
- Understanding SIF for Piping Elbows | PDF | Stress (Mechanics) | Bending – Scribd, https://www.scribd.com/document/961304255/Pipe-ELbow-SIF
- 1 – Welding tee per ASME B16.9 (ASME B31J 2017) – Bentley Software Documentation, https://docs.bentley.com/LiveContent/web/AutoPIPE-v2026/Help/en/Topics/Codes/b31j_Welding_tee_per_ASME_B16_9_sif.html
- TR-107453 Stress Indices For Elbows With Trunnion Attachments Technical | PDF – Scribd, https://www.scribd.com/document/145785266/TR-107453-Stress-Indices-for-Elbows-with-Trunnion-Attachments-Technical
- Stress Intensification Factors (i-Factors), Flexibility Factors (k-Factors), and Their Determination for Metallic Piping Compone – ASME, https://www.asme.org/getmedia/6514398f-744e-445f-9ed6-2d6ef046707e/toc_b31j_2023.pdf
- Process Piping ASME Code for Pressure Piping, B31, https://dl.gasplus.ir/standard-ha/Standard-ASME/ASME%20B31.3%202020%20Process%20Piping.pdf
- Allowable Stresses for Grade 91 Steel | PDF | Creep (Deformation) | Strength Of Materials, https://www.scribd.com/document/125746517/VERIFICATION-OF-ALLOWABLE-STRESSES-IN-ASME-SECTION-III-SUBSECTION-NH-FOR-GRADE-91-STEEL