
一、緒論
1.1 產業背景與能源轉型之基礎建設挑戰
全球氣候變遷與減碳協議的推進,促使各國加速能源結構的重塑。中華民國政府為落實臺灣能源轉型政策,已明定「展綠、增氣、減煤、非核」之四大核心轉型方向,致力於降低高碳排能源之依賴 1。在此宏觀政策驅動下,位於雲林縣的台塑企業麥寮發電廠(六輕工業區)首當其衝,面臨其原有燃煤汽力發電機組陸續除役的重大挑戰。為確保基載電力的穩定供應並兼顧環境保護,麥寮發電廠規劃斥資新台幣1,300億元,將原先三部燃煤機組轉型,新建兩部各120萬瓩(總裝置容量達2,400 MW)之燃氣複循環發電機組 1。配合此項規模龐大的轉型計畫,麥寮工業專用港南碼頭區同步開發第六液化天然氣接收站(六接),第一期工程預計設置兩座16萬公秉儲槽與配套氣化設施,規劃停靠26萬公秉等級之液化天然氣船舶,並透過長距離、大口徑之專用管線將處理後的天然氣輸送至園區北邊之發電廠使用 1。
該轉型計畫預估於2029年底前完成建置並接受調度,商轉後年發電量預估可達140至160億度,約占全國電力供應的5%,對於維持臺灣電子半導體產業及整體經濟發展之穩定供電具有高度戰略意義 1。然而,天然氣屬於高壓、易燃且具爆炸危險性的流體,其輸送管線系統的結構完整性與長期服役可靠度,是決定整個發電廠能否安全運轉的絕對核心。尤其麥寮地區地處臺灣西部沿海,直接面對臺灣海峽,具有高溫、高濕、強風及極端高鹽分的氣候特徵 4。在這種典型的極端海洋與工業複合大氣環境中,鋼鐵結構及金屬管線面臨著極為嚴苛的腐蝕威脅。若在管線工程設計與施工階段未能採取最適化的防蝕策略與高可靠度的連接工法,極易在營運期間引發管壁減薄、應力腐蝕開裂乃至管線洩漏,這不僅將導致災難性的公共安全事故與環境污染,更會引發非計畫性停機,造成難以估量的經濟與社會損失 7。因此,在麥寮燃氣電廠管線工程的決策過程中,深入探討並科學評估不同管線工法在極端環境下的表現,實為刻不容緩之學術與工程課題。
1.2 管線連接技術之發展與抉擇難題
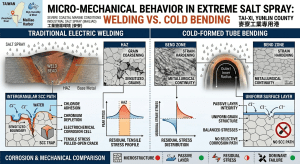
在工業管線系統的建置實務中,管線方向的改變、節點的分支與管段的延長,傳統上高度依賴銲接工法(Welding)。傳統電銲技術透過高溫熱源將銲材與母材局部熔融並重新凝固,藉此達成金屬間的原子級結合 7。該技術發展成熟,適用於各種複雜幾何形狀的現場施工。然而,銲接過程本質上是一次急遽的熱力學與冶金學變化過程。高溫熱循環無可避免地會在銲道及其鄰近區域產生熱影響區(Heat-Affected Zone, HAZ)、導致微觀組織粗化或相變態,並在冷卻收縮過程中引入高強度的殘留拉伸應力 7。在極端海洋鹽害環境下,這些因銲接引入的冶金異質性與物理缺陷,往往成為電偶腐蝕(Galvanic Corrosion)、孔蝕(Pitting)與應力腐蝕開裂(SCC)的絕佳起始點 7。
為克服銲接技術帶來的諸多先天性弱點,冷作彎管技術(Cold Bending)在近代高壓輸氣管線工程中逐漸嶄露頭角。冷作彎管工法係透過機械設備(如旋彎機、滾彎機或推彎機)在常溫或低於材料再結晶溫度的條件下,對直管施加強大彎矩,使其產生不可逆的塑性變形,進而達到預期的彎曲角度與曲率半徑 8。此工法的最大優勢在於完全消除了彎曲區段的環向銲道,維持了管線材料在化學成分上的連續性與一致性,澈底排除了銲材與母材匹配不當所引發的電偶腐蝕,以及 HAZ 造成的材質劣化問題 7。然而,冷作彎管並非完美無缺的替代方案。金屬的冷態塑性變形必然伴隨著管壁外側減薄、內側增厚以及截面橢圓化(Ovality)等幾何特徵的改變,同時會引發冷作硬化(Strain Hardening),顯著提高材料內部的應變能與殘留應力,這在特定的腐蝕介質下同樣可能衍生出新興的應力腐蝕風險 10。
1.3 研究目的與論述架構
基於前述背景,本研究旨在針對麥寮極端鹽害環境,以學術論文之嚴謹架構,深度剖析傳統電銲工法與冷作彎管技術在材料冶金學、固體力學與電化學腐蝕動力學上的根本差異。本研究將首先利用交通部運輸研究所多年的現地大氣暴露調查數據,精確量化麥寮地區的極端腐蝕因子(如氯鹽沉積、二氧化硫與濕潤時間),建立環境嚴苛性的量化基礎。隨後,將從微觀機理出發,詳盡解析銲接與冷彎在面對此極端環境時的失效模式與力學行為,並納入 ASME B31.1 及 B31.3 等國際規範的設計準則進行探討。最後,本研究將引入全生命週期成本(Life-Cycle Cost, LCC)評估模型,跳脫單一的初期建置成本思維,綜合考量建置、營運、維護及失效風險等長遠經濟指標,對兩種工法進行量化比較。期盼藉由本研究之深度分析,能為麥寮燃氣電廠的實務工程提供具備堅實學理基礎與經濟合理性的技術決策指南,並為臺灣未來類似的濱海重大基礎建設提供極具價值的參考典範。
二、麥寮極端鹽害環境特性與腐蝕動力學分析
2.1 區域氣象因子與大氣環境特徵
臺灣地處亞熱帶與熱帶交界,屬高溫、高濕與高鹽分的海島型氣候。而位於雲林縣的麥寮鄉,不僅直接臨海,更因地形因素在每年秋冬季節首當其衝地承受強勁的東北季風吹襲 4。根據中央氣象署及相關環保單位的長期監測資料顯示,麥寮地區受東北季風影響,最大平均風速經常居於高位,強風不僅引發地表揚塵使空氣中懸浮微粒(PM10 與 PM2.5)濃度偏高,更將海浪拍打產生的飛沫(Sea Spray Aerosol)以極高的動能與廣大的覆蓋範圍夾帶進入內陸地區,形成極為嚴峻的鹽霧侵襲環境 6。
除了風場與鹽霧的物理傳輸作用,溫濕度條件亦是決定金屬大氣腐蝕速率的關鍵因素。大氣腐蝕本質上是在金屬表面形成的微觀水膜中進行的電化學反應,而這層水膜的形成與維持時間即為「濕潤時間」(Time of Wetness, TOW)。規範定義潤濕時間為全年中溫度高於0°C且相對濕度大於 80% 之時數 16。麥寮地區的即時氣象觀測資料顯示,其相對濕度時常高達 93%,常年處於極易形成凝結水膜的高濕狀態 17。高溫則進一步提升了離子在水膜中的擴散係數與化學反應的動力學速率,使得麥寮地區的金屬構件無時無刻不處於活躍的腐蝕消耗之中。
2.2 氯鹽與二氧化硫沉積之協同破壞機制
交通部運輸研究所港灣技術研究中心自2009年起,持續進行臺灣全島大氣腐蝕劣化因子的深度調查,依據中華民國國家標準 CNS 13754(對應 ISO 9225)進行氯鹽與二氧化硫的沉積速率採集 5。調查範圍涵蓋垂直海岸線與平行海岸線,其中「台塑六輕試驗線」正是為了精確量測麥寮工業區的腐蝕環境所設立,包含距海岸不同距離(如 300m, 800m, 2km)的多個試驗點 13。
歷年的實測數據揭示了麥寮大氣環境的兩個致命特徵。首先是極高的氯鹽(氯離子)沉積速率。在垂直海岸線的比較中,台塑六輕試驗線的平均氯鹽沉積速率經常居於全國前列,尤其在冬季東北季風盛行期間,數值更為驚人 4。氯離子(Cl–)由於其離子半徑小、穿透力強且電負度高,是金屬防護層與鈍化膜(Passive Film)的「終極殺手」。氯離子會優先吸附在金屬表面的晶格缺陷處,取代原本維持金屬鈍態的氧原子或氫氧根離子,導致保護膜局部破裂。隨後,氯離子會與底材金屬陽離子結合形成可溶性的錯合物,使金屬原子持續從晶格中剝離,這便是引發深層孔蝕(Pitting Corrosion)的核心機制 7。
其次是工業污染所帶來的二氧化硫(SO2)沉積。麥寮本身為大型石化與重工業聚落,其空氣品質監測資料顯示大氣中存在穩定濃度的 SO2等污染物 17。在港灣技術研究中心的調查中,西部的火力電廠及工業區(包含台塑六輕周邊)的二氧化硫沉積速率大多偏高 21。當SO2 氣體溶解於金屬表面的水膜時,會發生水解與氧化反應生成亞硫酸與硫酸,這會急劇降低水膜的 pH 值,導致金屬表面陷入酸性腐蝕環境。更為嚴重的是,研究表明氯離子與硫酸根離子在金屬腐蝕過程中具有強烈的協同效應(Synergistic Effect)。酸性環境會加速鈍化膜的溶解,使得氯離子更容易穿透並引發孔蝕,兩者疊加所造成的金屬質量損失速率,往往呈指數級數增長,遠大於單一因子作用的總和 20。
2.3 大氣腐蝕環境分級與標準金屬劣化速率評估
為建立工程設計的量化依據,國際標準組織 ISO 9223 及其對應的國家標準 CNS 13401 將大氣腐蝕環境依嚴苛程度分為 C1(很低)、C2(低)、C3(中等)、C4(高)、C5(很高)及 CX(極端)共六個等級 16。該分級標準可透過量測環境中的劣化因子(如前述之潤濕時間、氯鹽及二氧化硫沉積速率)進行評估,亦可直接透過標準金屬試樣(碳鋼、鋅、銅、鋁)在現地進行一年期暴露試驗所測得的質量損失與厚度減薄速率來判定 16。
根據運輸研究所針對台塑六輕試驗線及西部沿海的現地試驗結果,該區域碳鋼、鋅、銅、鋁等金屬的腐蝕速率極高。例如,在特定季度中,碳鋼的腐蝕速率可高達百微米級別,鋅金屬腐蝕速率亦以台塑六輕試驗線為最高之一 18。研究團隊更透過逐步迴歸分析建立腐蝕因子與鋅金屬腐蝕速率間的數學模式,結果顯示兩者呈對數線性關係:
ln(Zncorr)= 0.285 ln(Cl)+0.251 ln(SO2)
此公式充分證實了氯鹽與二氧化硫在麥寮環境中對金屬劣化的主導地位 25。綜合各項調查數據,麥寮地區的大氣腐蝕環境分類穩定落在 C5(腐蝕性很高)至 CX(極端腐蝕性)的最高級別區間 20。
| ISO 9223
腐蝕等級 |
環境特徵描述 | 典型應用場域舉例 | 對應之防腐需求建議
(碳鋼緊固件為例) |
| C3 (中等) | 中等污染物濃度或低鹽度 | 城市、鄉村工業區 | 鍍層厚度 > 20 μm |
| C4 (高) | 高污染物濃度或高鹽度 | 污染較重之工業區、海濱 | 高防腐鍍層 > 40μm 或不銹鋼 |
| C5 (很高) | 極高污染物濃度或極高鹽度 | 重度工業區、濱海遮蔽處 | 300系奧氏體不銹鋼 |
| CX (極端) | 長期高濕、極高污染物與極度鹽化 | 麥寮六輕、離岸海洋設施 | 316L 不銹鋼及頂級塗層防護 |
表 2-1:ISO 9223 腐蝕等級劃分與麥寮地區環境定位參考(資料綜合彙整自 16)
在此 C5/CX 的極端腐蝕環境下,一般常規的管線材質與連接工法若無針對性的強化防護,其結構完整性將在極短的時間內遭到破壞。這為麥寮燃氣電廠的管線工程設計設下了極高的技術門檻。
三、傳統電銲工法之冶金演化與鹽害失效機理深度剖析
傳統電銲工法(Welding)透過高能量熱源將管線對接口的母材與填充銲材局部熔融,隨後冷卻凝固形成接頭。雖然銲接能提供優異的靜態力學強度並適應複雜管線走向,但在極端海洋環境下,銲接過程所引發的不可逆微觀組織改變與宏觀熱應力,往往使銲道區域成為整個管線系統中最脆弱的「阿基里斯腱」 7。
3.1 冶金異質性驅動之電偶腐蝕 (Galvanic Corrosion)
銲接本質上是一個微型的局部冶金鑄造過程。為了補償銲接過程中某些合金元素的燒損,並確保凝固後的銲縫具備符合規範要求的強度與韌性,工程實務上所選擇的銲材(Filler Metal)化學成分通常會刻意設計得與母材(Base Metal)存在微小差異,稱為「過度合金化」(Over-alloying) 7。
當含有這種微觀成分差異的銲接接頭暴露於麥寮充滿氯化鈉的鹽霧環境時,金屬表面凝結的水膜便成為導電優良的電解質溶液。此時,銲道金屬與相鄰的母材之間,由於化學電位(Electrochemical Potential)的不同,便自發性地構成了一個微小的原電池(Galvanic Cell) 7。在這個電化學系統中,電位較低(較活潑)的區域將被迫成為陽極,釋放金屬離子而加速溶解;電位較高(較貴金屬)的區域則成為陰極,接受電子並進行還原反應。若銲材的設計不當導致其電位略低於母材,整個廣大面積的母材將作為陰極,推動面積狹小的銲道陽極發生極速溶解,導致管線迅速穿孔;反之,若銲材電位較高,則緊鄰銲接熔合線的母材區域將遭受嚴重的溝槽狀腐蝕(Grooving Corrosion),同樣會危及管線的承壓能力。這種由冶金異質性驅動的腐蝕機制,無法單純透過增加管壁設計厚度來有效克服。
3.2 熱影響區 (HAZ) 之微觀組織退化與敏化現象
在銲接熱源向前推進的過程中,緊鄰熔融池的母材區域會經歷劇烈且極端不平衡的溫度梯度變化(急熱與急冷),此區域經歷了固態相變態卻未達熔點,被稱為熱影響區(Heat-Affected Zone, HAZ) 7。HAZ 的晶粒結構與機械性質通常會發生顯著劣化。
以未來可能應用於天然氣低溫管線系統的沃斯田鐵不銹鋼(Austenitic Stainless Steel,如 304 或 316 系列)為例,當 HAZ 在冷卻過程中穿越450°C 至850 C 的敏化溫度區間時,碳原子會迅速向晶界擴散,並與鉻原子結合析出富鉻的碳化物(如 Cr23C6)。這會導致晶界附近區域的鉻含量急遽下降,低於維持不銹鋼鈍態所需的臨界濃度(約 12%),形成所謂的「貧鉻區」(Chromium-Depleted Zone),此現象即為「敏化」(Sensitization) 12。在含有高濃度氯離子的麥寮環境中,這層脆弱的貧鉻晶界網絡將遭受優先攻擊,引發極具毀滅性的沿晶應力腐蝕開裂(Intergranular Stress Corrosion Cracking, IGSCC) 12。即使是碳鋼或低合金鋼管線,HAZ 中靠近熔合線的粗晶區(CGHAZ)因冷卻速度過快,常會生成硬且脆的麻田散鐵(Martensite)組織,其內部蘊含高密度的差排與晶格畸變,電化學活性極高,亦極易成為局部孔蝕與氫脆(Hydrogen Embrittlement)的發源地 7。
3.3 銲接殘留應力演化與應力腐蝕開裂 (SCC) 模型
銲接過程帶來的另一項重大隱患為銲接殘留應力(Welding Residual Stress)。由於銲道金屬在從高溫熔融狀態冷卻收縮時,受到周圍溫度較低、剛性較大之母材的強烈拘束,無法自由收縮,從而在銲道及其鄰近區域產生了極大的拉伸殘留應力(Tensile Residual Stress) 8。文獻指出,殘留應力的存在對金屬結構件的強度、疲勞壽命與結構變形具有決定性的負面影響 31。在多道銲接或厚壁管線中,特別是在幾何形狀不連續的銲趾(Weld Toe)部位,殘留拉伸應力的大小經常逼近甚至超過材料的降伏強度。
當高強度的殘留拉伸應力、易感性的微觀劣化組織(如 HAZ),以及高侵蝕性的腐蝕介質(麥寮的高氯鹽與二氧化硫)這三項條件同時滿足時,便觸發了金屬材料中最為棘手的破壞模式——應力腐蝕開裂(Stress Corrosion Cracking, SCC) 7。在 SCC 作用下,裂紋通常源自表面的微小蝕孔,隨後在拉伸應力的驅動下,以極細微、樹枝狀的型態向管壁內部深處迅速擴展 7。這種裂紋的發展過程極其隱蔽,傳統的非破壞檢測(如超音波或射線檢測)若操作角度不當,往往難以在早期敏銳捕捉,且裂紋擴展速率呈現非線性的加速特徵,最終將導致管線在毫無巨觀塑性變形預警的情況下發生突發性的脆性斷裂與高壓氣體外洩 7。
3.4 預防機制之實務操作侷限
為克服上述銲接缺陷,現代管線工程發展了多種補救機制。例如,透過銲後熱處理(Post-Weld Heat Treatment, PWHT)將管線加熱至特定溫度區間恆溫保持,以釋放殘留應力並軟化硬脆組織 28。或者採用新興的超音波衝擊處理(Ultrasonic Impact Treatment, UIT),利用手持工具以 27kHz 至 55kHz 的高頻率敲擊銲趾,強制金屬表面產生塑性流動,不僅改善了銲趾的幾何形狀、降低應力集中係數,更重要的是將表層有害的殘留拉伸應力翻轉為有益的殘留壓縮應力,從而大幅提升抗疲勞與抗 SCC 壽命 9。
然而,在燃氣電廠長達數十公里且環境錯綜複雜的現場管線施工中,要對每一個環向銲道實施精確控溫的 PWHT 幾乎是不可能的任務。現場保溫條件不佳、加熱速率不均勻,稍有不慎甚至可能導致二次敏化或嚴重的熱變形 29。而 UIT 技術亦極度依賴操作人員的技術熟練度,且難以應用於管線內壁。因此,儘管理論上有解,但在極端鹽害的麥寮現場實務中,銲接工法仍承受著難以抹滅的高風險。
四、冷作彎管技術之成形力學、規範要求與可靠度評估
面對傳統銲接在鹽霧環境下的諸多致命弱點,冷作彎管(Cold Bending)技術成為了現代高階管線工程的有力替代方案。該技術利用強大的機械外力,在常溫環境下強制管材產生塑性變形,形成所需之彎曲角度,從而將傳統需要多個直管與彎頭銲接拼接的管段,整合為一體成型的連續管線 8。此舉不僅完全消除了銲道與熱影響區,更避免了電偶腐蝕與銲疵帶來的隱患。然而,冷態塑性變形是一項複雜的力學過程,必須深刻理解其伴隨的幾何與物理變化,方能確保管線在長期服役下的可靠度。
4.1 塑性變形力學與幾何特徵之演變
在冷作彎管的成形過程中,管材受彎矩作用,其截面應力分佈呈現高度的非對稱性。相對於不發生長度改變的中性軸(Neutral Axis),管線外側弧面(Extrados)承受沿切線方向的強大拉伸應力,而內側弧面(Intrados)則承受切向的壓縮應力 8。這種非均勻的應力場導致了三種主要的幾何特徵改變:
- 管壁減薄(Wall Thinning)與增厚(Thickening): 承受拉伸應力的外側管壁會發生金屬材料的拉伸流動,導致局部管壁厚度變薄(Ct);相反地,承受壓縮應力的內側管壁則會發生材料堆積,導致管壁增厚(Cth) 10。這兩種變化程度可透過以下公式量化:
Ct = (t–tmin)/t*100%
Cth = (tmax–t)/t*100%
(其中 t 為初始名目厚度,tmin 與tmax 分別為變形後量測之最小與最大厚度)。外側管壁的過度減薄會直接削弱管線承受內部高壓氣體的能力,增加破裂風險。
- 內側起皺(Wrinkling)風險: 當彎曲半徑(Bend Radius)相對於管徑過小,且未配備適當內部支撐(如心軸 Mandrel)時,強大的壓縮應力會導致內側管壁喪失局部穩定性,發生類似波浪狀的起皺現象 10。起皺不僅嚴重擾亂管內天然氣的層流特性,造成局部壓力降與紊流震動,其皺褶處的幾何銳角更會成為應力集中與疲勞裂紋萌生的溫床。
- 截面橢圓化(Ovality): 在彎矩作用下,除了軸向的拉壓應力,管壁內部還會產生指向管線中心的徑向分力。這股向內擠壓的力量會使原本正圓形的管線截面發生畸變,朝向中性軸方向壓扁,形成橢圓狀 10。截面橢圓化程度(C0)的定義如下:
Co = (Dmax-Dmin)/Dnom*100%
(其中Dmax與Dmin 為變形後截面之最大與最小外徑, Dnom為原始標稱外徑)。橢圓化的發生會大幅降低管線抵抗外部壓力及側向彎矩的塌陷載荷(Collapse Load) 11。工程實務上,為確保管線的密封性與結構完整性,橢圓化通常被嚴格限制在 8% 甚至 5% 極限值內,防止塌陷強度折損 10。
4.2 ASME B31.1 與 B31.3 規範之設計與驗證準則
為了確保冷作彎管在承受高壓流體時的安全裕度,國際權威的美國機械工程師學會(ASME)壓力管線規範 B31.1 (Power Piping) 及 B31.3 (Process Piping) 針對管線彎曲制定了嚴謹的計算與驗證要求 32。
首先,在管材的厚度設計上,設計工程師不能僅依據直管的內壓需求來選購管材。依據 ASME B31.1 段落 102.4.5 的指引,設計者必須預先計算外弧側的預期減薄量,並以此為基礎,選擇具有額外厚度裕度的初始直管進行加工 32。必須確保彎曲加工完成後,外弧側最薄處的壁厚,依然大於規範公式所要求的承受設計壓力之最小壁厚。
其次,在熱處理規定方面,ASME B31.1 對於冷作與熱作加工有著明確的溫度分界與後續處理要求。規範定義冷彎成形(Cold Bending)係指在低於材料下臨界溫度(Lower Critical Temperature)100°F(56°C)的環境下進行的塑性變形作業(下臨界溫度數值詳列於 Table 129.3.2 中,例如碳鋼約為1340°F 或725°C) 33。對於碳鋼(Carbon Steel)與鐵素體合金鋼(Ferritic-Alloy Steel)管材,當管壁厚度大於或等於3/4 英吋,或者管徑大於 4 英吋時,強制的冷作變形會在材料內部累積龐大的殘留應力。因此規範強制要求這類大尺寸或厚壁冷作彎管在成形後,必須進行應力消除熱處理(Stress-Relieving Treatment)或退火處理(Annealing),方可投入使用 39。這項規定對於防止大口徑高壓管線在日後發生脆性破裂至關重要。
4.3 冷作硬化與鹽害環境下之新興腐蝕隱患
雖然冷作彎管成功規避了銲接的電偶腐蝕與 HAZ 劣化,但其所依賴的塑性變形過程,卻在材料微觀層面上引入了新的變數,在麥寮極端鹽害環境中同樣需要高度警戒。
- 冷作硬化(Strain Hardening)與應變能集中: 塑性變形意味著金屬晶格發生了大規模的滑移,這導致材料內部的差排(Dislocation)密度急遽攀升並相互交織糾纏,巨觀上表現為材料降伏強度與硬度的提高(即冷作硬化),但同時伴隨著延展性(Ductility)與破壞韌性的大幅喪失 7。在熱力學視角下,這些晶格嚴重扭曲的高應變區域蘊含了極高的內能。當暴露於麥寮高濃度的氯鹽水膜中時,這些高能量區域的化學電位會低於管線上未發生變形的直管段,從而在管線表面自發形成宏觀的腐蝕電池。變形最劇烈的外弧與內弧區域將被迫成為陽極,遭受集中的電化學溶解攻擊,此現象稱為應力集中腐蝕 7。
- 變形誘發微裂紋與點蝕萌生: 在機械彎管加工過程中,模具與管壁的強烈摩擦可能在管材表面留下微小的刮痕或幾何缺陷 7。在強烈拉伸應變的疊加下,這些微觀缺陷極易演化為表面微裂紋。在富含氯離子的鹽霧中,這些裂紋與刮痕成為了完美的縫隙腐蝕(Crevice Corrosion)通道,氯離子能在其中高度濃縮,並伴隨局部酸化,迅速刺穿金屬壁厚 7。
- 應變時效脆化(Strain Aging Embrittlement): 對於部分未充分脫氧的碳鋼管材,經歷冷作塑性變形後,若在後續製程或營運中受熱(如暴露於特定溫度區間),游離的碳與氮原子會擴散並釘住差排,導致材料進一步硬化且脆性急劇增加,此即為應變時效脆化現象 30。若結合未經熱處理釋放的殘留應力,此脆化效應將誘發遲延性開裂(Delayed Cracking)。
- 冷作變形對應力腐蝕開裂 (SCC) 模式的改變: 先進的材料研究指出,冷作加工(Cold Work, CW)程度的加深會顯著改變不銹鋼等材料在氯鹽環境下的 SCC 破壞行徑 12。傳統的沿晶應力腐蝕開裂(IGSCC)通常依賴於熱敏化導致的晶界貧鉻。然而,當材料承受高度的冷作變形(如超過 15% 應變)後,即便材料內部完全未經敏化,極端的高殘留應力結合大量的滑移帶缺陷,仍能直接驅動裂紋穿透晶粒內部,引發穿晶應力腐蝕開裂(Transgranular Stress Corrosion Cracking, TGSCC) 12。這意味著,若冷作彎管未進行適當的應力消除熱處理,即便採用抗腐蝕能力極佳的不銹鋼,在麥寮的鹽害考驗下依然存在斷裂風險。
五、傳統電銲與冷作彎管之全生命週期效益 (LCC) 深度分析模型
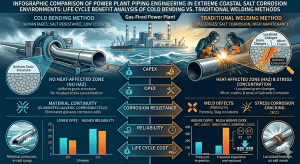
在如麥寮燃氣電廠這類投資動輒千億元、設計服役壽命長達數十年的重大基礎建設中,針對管線工法的決策絕不能僅侷限於比對初期的材料與建置成本(CAPEX)。管線系統在 C5/CX 極端腐蝕環境下長年運轉所衍生的檢修維護費用(OPEX),以及一旦發生洩漏導致電廠停擺的災難性風險成本(Risk Cost),往往遠超過管線本身的硬體造價。因此,引入全生命週期成本(Life-Cycle Cost, LCC)的系統性評估模型,是實現工程經濟與可靠度最佳化的唯一途徑 41。本章將深入剖析「傳統電銲彎頭工法」與「冷作彎管技術」在 LCC 各維度的經濟表現。
5.1 資本支出 (CAPEX) 結構比較
資本支出涵蓋了從材料採購、工廠加工、運輸至現場安裝、銲接以及非破壞檢測的全部初期投入。
- 傳統電銲配合彎頭工法: 標準化的工業彎頭(如符合 ASME 規範的 90 度5D 或 3D 彎頭)係透過工廠大量熱推成型製造,其單一管件的材料成本相對低廉,取得容易 10。然而,這項工法的真正成本怪獸隱藏在「現場安裝階段」。將直管與彎頭拼接需要大量的環向銲接作業。天然氣高壓管線的銲接屬高度專業技術,需聘用薪資高昂的高階甲級銲接技師,且受天候與現場環境限制大。更為昂貴的是後續檢測與處理:規範強制要求對這類關鍵銲道進行 100% 的射線探傷(RT)或超音波探傷(UT) 42。若發現銲疵,挖除重銲的成本將成倍增加。此外,為對抗麥寮的鹽害,銲道部位還必須實施繁瑣的現場銲後熱處理(PWHT)或超音波衝擊處理(UIT),這些冗長的工序大幅推升了整體的建置人力、時間與直接成本。
- 冷作彎管技術: 冷作彎管的成本結構與銲接工法截然不同。導入冷作彎管需要在工廠端投入極高昂的固定資產建置,包含採購大型 CNC 數控彎管機床、客製化心軸(Mandrel)、防皺板及各式模具 10。針對厚壁或高強度的輸氣用鋼管,加工過程中更需耗費龐大能量並伴隨材料減薄損耗(需採購更厚、更貴的管材)。因此,單純比較「管材生產成本」,冷作彎管往往高於市售標準彎頭加直管 42。 然而,冷作彎管的優勢在於「現場施工的極簡化」。一體成型的長距離彎管大幅減少了管線系統中的接頭數量,這意味著現場高難度銲接工時的銳減。隨之而來的是,昂貴的非破壞檢測(NDT)次數、X 光底片消耗及現場 PWHT 作業量皆成比例大幅下降 46。在管線系統具有一定複雜度或長度規模時,冷作彎管在現場安裝階段所節省下來的龐大工時與檢測費用,通常足以完全彌補甚至超越其初期較高的加工製造成本 44。
5.2 營運與維護成本 (OPEX) 軌跡推演
營運與維護成本是反映極端鹽害環境影響最為直接的經濟指標。OPEX 包含了防蝕塗層的定期巡檢與更新、內部智慧型清管器(Smart Pig)檢測、以及日常的防腐蝕保養。
- 傳統電銲工法的高昂維護負擔: 在麥寮高達 C5/CX 的腐蝕分級下,銲接接頭是防蝕塗層系統最容易失效的區域。銲道表面的幾何不平整(如魚鱗紋、銲趾突起)使得防蝕塗料難以達到均勻的膜厚,容易產生針孔(Pinhole)缺陷 7。加上前述的電偶腐蝕與 HAZ 組織退化,銲道區域極易率先發生塗層剝離、起泡及金屬孔蝕。為了防止細微孔蝕演變為穿透性洩漏,廠方必須針對所有銲道實施高頻率的防腐層檢測(如火花試驗),並頻繁進行表面除鏽與塗料補強工程 7。這種常態性的高強度維護,在長達數十年的生命週期中,將累積成一筆極為龐大的 OPEX 支出。
- 冷作彎管工法的維護經濟性: 冷作彎管從根本上消除了最易受腐蝕的銲道弱點 7。其管內外表面維持著母材原始的平滑狀態,不僅防蝕塗裝作業容易達到極高的緻密性與附著力,且沒有突兀的幾何變化引起應力集中。雖然彎曲部位存在冷作應變區,但在經過規範要求的廠內應力消除熱處理後,其微觀電位差已大幅降低。因此,冷作彎管系統的整體防護層壽命顯著長於銲接管線。廠方可以合理地延長定期檢測的時間間隔,並減少防腐塗料的重塗次數,從而帶來長期營運成本的顯著下降 41。
5.3 失效風險與可靠度成本 (Risk Cost) 量化評估
失效風險成本是指管線發生事故機率與其所引發之經濟損失的乘積。麥寮燃氣電廠的設計年發電量高達 140 至 160 億度 2。若因一處管線洩漏導致安全連鎖反應,迫使機組發生非計畫性停機(Unplanned Shutdown),即使只是停機數日,其所造成的發電營業損失、對石化園區後端製程的停工衝擊,乃至對國家整體電網調度的穩定性威脅,其損失金額將以新台幣億元別計算,這是一項無法承受的極端風險 2。
- 傳統銲接管線內部存在著機率分佈的隱藏缺陷(如微小氣孔、未熔合、夾渣),在經歷長期的系統內壓波動、管線流體共振震動及外部強風荷載的疲勞循環下,這些缺陷結合 HAZ 脆弱的晶界與腐蝕介質的滲透,極易萌生並擴展疲勞裂紋與 SCC 裂紋 7。研究顯示,受限於銲接瑕疵與應力集中,銲接管線的疲勞壽命與長期可靠度遠低於無縫或一體成型的管線系統 8。
- 相對地,冷作彎管展現出優越的結構完整性(Structural Integrity)。由於管壁材質連續且厚度變化在設計預期之內,其應力分佈的過渡相對平滑均勻 8。文獻證實,在面對動態疲勞載荷(如內部壓力脈動)、彎曲力矩以及熱脹冷縮引起的軸向推力等複合應力(Combined Loads)時,一體成型彎管的承載能力與疲勞壽命顯著優於銲接接頭 41。高可靠度直接轉換為極低的事故發生機率,大幅壓縮了全生命週期中的風險成本期望值。
| LCC 評估維度 | 傳統電銲配合彎頭 (Welded Elbow) | 冷作彎管技術 (Cold Bend) | 總體效益評價判定 |
| 初期建置成本 (CAPEX) | 零件材料便宜,但現場銲接、NDT探傷與 PWHT 作業導致安裝成本極度高昂 42。 | 設備與加工成本高,但因銲道數量銳減,現場安裝與檢測費用大幅下降 44。 | 在系統具備規模時,兩者建置總成本相近,甚至冷作彎管因省工時而具備優勢。 |
| 長期營運維護 (OPEX) | 需高頻率針對銲道實施防護層檢測與除鏽重塗,維護人力與物料耗費極大 7。 | 管壁平滑、塗裝附著力佳,可延長檢修週期,大幅減少補漆與檢測作業量 7。 | 冷作彎管具備壓倒性的長期經濟優勢。 |
| 結構可靠度與疲勞壽命 | 銲疵、HAZ 退化與殘留應力疊加,易成疲勞源,抗振與抗複合應力能力較弱 8。 | 管線完整性極高,應力傳導均勻,疲勞壽命與抵抗動態載荷能力卓越 8。 | 冷作彎管能顯著提升管線系統壽命。 |
| 失效風險成本 (Risk Cost) | 發生點蝕或 SCC 導致洩漏引發非計畫性停機之機率較高,潛在損失以億計 2。 | 事故機率極低,確保電廠每年百億度發電目標的穩定輸出,風險防範價值極高 2。 | 冷作彎管為電廠帶來不可估量的穩定性價值。 |
綜合全生命週期成本(LCC)之深度分析,雖然冷作彎管在管材採購與工廠塑性加工階段初期投入較高,但其卓越的結構可靠性從根本上阻斷了麥寮極端鹽害環境對銲接弱點的攻擊。透過大幅削減後續長達數十年的檢測維護費用,並徹底規避了非計畫性停機帶來的毀滅性營業損失,冷作彎管技術在整體的 LCC 評估中展現出無可比擬的經濟與安全雙重效益。
六、麥寮燃氣電廠管線工程最佳化決策與實務建議
麥寮發電廠轉型燃氣計畫所涵蓋之液化天然氣接收站及高壓天然氣輸送管線工程,不僅關乎台塑企業千億元投資的成敗,更肩負著臺灣能源供應穩定的重任 1。面對該地區 C5 至 CX 級距的極端大氣腐蝕挑戰,工程團隊必須跳脫傳統「堪用即可」的設計窠臼,全面導入基於全生命週期效益與腐蝕動力學的系統性防禦策略。綜合前述理論與實證分析,本研究針對麥寮燃氣電廠管線工程提出以下最佳化技術決策與實務建議:
6.1 工程佈局之典範轉移:優先採用大曲率冷作彎管
在廠區內管線走向的細部設計階段,應盡可能避免使用密集、短距離的傳統銲接彎頭(如標準 1.5D 彎頭),改以長度可控、曲率平緩的大曲率冷作彎管(如 3D 或 5D 彎管)取而代之 10。此舉措的戰略意義在於透過管線一體化成型,最大幅度地減少系統中現場環向銲道的絕對數量。這不僅直接從源頭拔除了銲接 HAZ 敏化、電偶腐蝕與銲疵等引發應力腐蝕開裂(SCC)的病灶,更有效降低了管內高壓天然氣流動時的壓力降與紊流震動,進而延長整個流體傳輸系統的疲勞壽命 7。
6.2 冷作塑性變形之精準監控與強制熱處理規範
冷作彎管的引入必須建立在嚴謹的製程監控基礎上,以防範過度變形引發的結構弱化。
- 管壁減薄預算與橢圓度控管: 在採購管材前,工程師必須嚴格依循 ASME B31.1 或3 規範之公式,根據預定之彎曲半徑精確計算外弧側的預期最大減薄量,並以此決定採購直管之初始厚度,確保彎曲後之剩餘厚度具備充足的耐壓與防蝕裕度 32。同時,在 CNC 彎管加工過程中,必須正確使用內部心軸(Mandrel)與防皺板裝備,將管截面的橢圓化(Ovality)嚴格控制在規範容許的 8% 甚至 5% 極限值內,防止塌陷強度折損 10。
- 落實應力消除熱處理(PWHT): 針對符合 ASME 規範條件(如大於 4 英吋管徑或特定厚度以上之鐵素體鋼管),或冷作應變量過大之不銹鋼管線,嚴禁直接以上線狀態(As-bent)投入營運 39。加工廠必須於專用 IH-PBHT 對成形後之彎管進行整體的應力消除熱處理或退火程序。此步驟能有效釋放冷作變形過程中累積的龐大殘留應力,回復金屬晶格的延展性,消除冷作硬化所伴隨的高電位差,從根本上杜絕鹽害環境中高變形區所誘發的應力集中腐蝕與穿晶應力腐蝕開裂(TGSCC) 7。
6.3 針對不可避免之銲接節點實施終極防護系統
在超過管材出廠長度限制之長距離輸氣管線段,無可避免仍須實施直管與彎管間的對接銲接。針對這些無法消除的「剩餘銲道」,必須升級其防禦層級:
- 導入超音波衝擊處理(UIT): 在銲接完成且通過 NDT 探傷後,全面強制引入高頻超音波衝擊處理設備,沿著銲趾與 HAZ 區域進行連續敲擊。將銲接殘留的拉伸應力翻轉為殘留壓縮應力,此為對抗極端氯鹽環境下應力腐蝕開裂的最有效物理手段 9。
- 建構頂級複合防護層與陰極防護網: 依據 ISO 9223 針對 C5/CX 環境的防腐塗裝指引,整個管線系統(特別是銲道區)必須採用高性能複合塗層系統(如底層環氧富鋅、中層環氧雲鐵、表層聚氨酯之多重防護架構,且總乾膜厚度需顯著增加) 7。由於冷作彎管表面較為平滑連續,其塗裝附著力與防護效果將遠勝於銲接區域。此外,必須將關鍵管線系統納入全廠區的陰極防護系統(Cathodic Protection, CP)網絡中,透過外加電流或犧牲陽極機制,將金屬強迫維持於還原態,徹底凍結鐵離子的陽極溶解反應 7。
6.4 建構基於環境數據驅動之預測性維護體系
由於麥寮地區的腐蝕因子具有強烈的季節性波動(如冬季東北季風帶來的氯鹽沉積高峰) 15,電廠營運單位不應僅依賴固定排程的靜態維護。建廠之初即應在各關鍵管線節點(尤其是直接暴露於東北迎風面之管段)佈建大氣腐蝕微環境感測器,即時回傳溫濕度、氯離子與二氧化硫濃度數據 15。結合這些動態腐蝕因子資料,建立預測性維護(Predictive Maintenance)模型,靈活調整智慧型清管器(Smart Pig)的巡檢週期以及防蝕塗層的補強計畫,方能以最低的維護成本,確保管線系統在全壽命週期內的絕對安全。
七、結論
麥寮發電廠由燃煤轉向燃氣的能源轉型工程,不僅是臺灣實現「減煤、增氣」國家政策的關鍵里程碑,更是針對濱海極端鹽害環境下大型高壓氣體傳輸基礎設施可靠度的一次嚴峻科學實證與工程考驗 1。本研究跳脫傳統以單一建置成本為導向的工程選擇思維,藉由深度融合電化學腐蝕動力學、塑性變形固體力學以及全生命週期成本(LCC)之經濟學分析,得出以下具體結論:
- 環境嚴苛性之科學確認: 依據交通部運輸研究所長期之量測數據,麥寮地區受強勁東北季風與周邊重工業聚落排放之雙重夾擊,其高氯鹽沉積速率、高二氧化硫濃度及極長的濕潤時間(TOW),使其大氣腐蝕等級穩定標定於 ISO 9223 規範中最高的 C5 乃至 CX 極端級距 4。在這種如「腐蝕加速箱」般的嚴峻條件下,任何管線表面的微觀冶金缺陷或材質不均勻,皆會遭電偶腐蝕與孔蝕效應迅速放大,引爆無法挽回的災難性失效。
- 傳統銲接工法在極端環境下之先天侷限: 傳統電銲配合彎頭之工法,雖在初期零件取得具備優勢,但其過程無可避免地會產生熱影響區(HAZ)的微觀組織退化與敏化現象。銲材與母材的電位差異以及冷卻收縮引發的高強度殘留拉伸應力,使其在極端氯鹽環境中極度容易誘發致命的應力腐蝕開裂(SCC)。為維持其最低限度之營運可靠度,所需進行的高頻率非破壞檢測與反覆之防蝕塗層修補,將大幅推高電廠長期的營運維護成本(OPEX)。
- 冷作彎管之結構優勢與技術制約: 冷作彎管技術藉由一體成型的塑性加工,從根本上消除了現場環向銲道,維持了管材化學成分與微觀組織的連續性,有效阻斷了電偶腐蝕的發生並極大化地優化了防腐塗層的附著表現。然而,其應用必須建立在極度精確的應力與變形控管之上。嚴格遵循 ASME B31.1 規範計算管壁減薄量,並針對厚壁或高曲率管件確實執行工廠端的應力消除熱處理(PWHT),釋放有害的冷作硬化應變能,是防止其變形區轉化為新興應力集中腐蝕源的核心防線 7。
- 全生命週期成本(LCC)之最佳化與決策轉向: 綜合資本支出(CAPEX)、營運維護支出(OPEX)與失效風險成本(Risk Cost)之全面評估,於麥寮燃氣電廠的管線佈局中戰略性地擴大採用冷作彎管技術,初期雖需面對較高的設備與加工門檻,但憑藉大幅削減的現場高難度銲接與非破壞檢測費用、顯著降低的高壓氣體洩漏與百億度發電停機風險,以及極度簡化的後續防蝕維護需求,其長期總體經濟效益與運轉可靠度遠遠勝於傳統銲接工法 41。
總結而言,在濱海極端鹽害的挑戰下,高壓天然氣管線的設計理念必須徹底從「滿足初期承壓強度」進化為「對抗長期環境劣化之系統工程」。麥寮燃氣電廠應積極導入「以大曲率冷作彎管為主軸、針對性銲接強化處理為輔助」之混合管線工程策略,並結合符合國際規範之熱處理、先進複合重防蝕塗裝與基於動態數據之預測性維護體系,方能在長達數十年的商轉生命週期內,確保國家千億元級別的能源命脈設施具備絕對之安全可靠性與投資效益極大化。
參考文獻
- 麥寮液化天然氣接收站- 維基百科, https://zh.wikipedia.org/zh-tw/%E9%BA%A5%E5%AF%AE%E6%B6%B2%E5%8C%96%E5%A4%A9%E7%84%B6%E6%B0%A3%E6%8E%A5%E6%94%B6%E7%AB%99
- 國內首例民營電廠自建天然氣接收站今動土預定2029年供電商轉, https://money.udn.com/money/story/5612/9213956
- 「麥寮電廠新建燃氣複循環機組發電計畫」 能源使用說明書資訊公開彙整表, https://s3.hicloud.net.tw/ene/CaseReviewStatus/4881c732/1141127%E9%BA%A5%E5%AF%AE%E9%9B%BB%E5%BB%A0%E8%83%BD%E8%AA%AA%E6%9B%B8%E8%B3%87%E8%A8%8A%E5%85%AC%E9%96%8B%E5%BD%99%E6%95%B4%E8%A1%A8(%E6%96%B0).pdf
- 大氣腐蝕因子調查及腐蝕環境分類之研究(2/4), https://www.iot.gov.tw/uploads/asset/data/66199dc7367376304acd5053/B1047660.pdf
- 2022 年臺灣大氣腐蝕劣化因子調查研究資料年報, https://www.iot.gov.tw/xhr/universal_table/download?file=680780270857771e538ab095
- 臺灣氣象觀測要素排序集, https://www.cwa.gov.tw/Data/service/notice/download/Publish_20220922094242.pdf
- 鹽霧環境下對於管線銲道銲接(welding)VS冷作彎管(cold bending)二 …, https://yz-pipe-bending.com.tw/%E9%B9%BD%E9%9C%A7%E5%B0%8D%E6%96%BC%E7%AE%A1%E7%B7%9A%E9%8A%B2%E9%81%93%E9%8A%B2%E6%8E%A5weldingvs%E5%86%B7%E4%BD%9C%E5%BD%8E%E7%AE%A1cold-bending%E4%BA%8C%E8%80%85%E5%B7%A5%E6%B3%95%E6%80%9D/
- 管線的電銲銲接工法與冷作彎管工法二者間應力集中分析比較 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E7%AE%A1%E7%B7%9A%E7%9A%84%E9%9B%BB%E9%8A%B2%E9%8A%B2%E6%8E%A5%E5%B7%A5%E6%B3%95%E8%88%87%E5%86%B7%E4%BD%9C%E5%BD%8E%E7%AE%A1%E5%B7%A5%E6%B3%95%E4%BA%8C%E8%80%85%E9%96%93%E6%87%89%E5%8A%9B%E9%9B%86/
- 有限元素法於A36鋼構管件銲接殘留應力之分析, https://www.airitilibrary.com/Article/Detail?DocID=U0028-2108201310220300
- Mastering the Pipe Bending Process: Techniques, Methods & Best Practices – SLS Machinery, https://www.slsmachinery.com/news/what-is-the-Process-of-Pipe-Bending
- Combined effect of shape distortion and bend angle on collapse load of pipe bends under in-plane closing bending moment and inte – Emerald Publishing, https://www.emerald.com/wje/article-pdf/20/2/346/2902944/wje-06-2021-0312.pdf
- STRESS CORROSION CRACKING OF COLD WORKED AUSTENITIC – STAINLESS STEEL PIPES IN BWR REACTOR WATER – ResearchGate, https://www.researchgate.net/profile/Hannu_Haenninen/publication/285541796_Stress_Corrosion_Cracking_of_Cold_Worked_Austenitic_Stainless_Steel_Pipes_in_BWR-Reactor_Water/links/565eec4708aeafc2aac92a92/Stress-Corrosion-Cracking-of-Cold-Worked-Austenitic-Stainless-Steel-Pipes-in-BWR-Reactor-Water.pdf
- 113年臺灣地區金屬材料腐蝕環境調查與鋅金屬關聯性研究 – Scribd, https://www.scribd.com/document/943353506/113%E5%B9%B4%E8%87%BA%E7%81%A3%E5%9C%B0%E5%8D%80%E9%87%91%E5%B1%AC%E6%9D%90%E6%96%99%E8%85%90%E8%9D%95%E7%92%B0%E5%A2%83%E8%AA%BF%E6%9F%A5%E8%88%87%E9%8B%85%EF%A4%8A%E5%B1%AC%E9%97%9C%E8%81%AF%E6%80%A7%E7%A0%94%E7%A9%B6
- 雲林縣懸浮微粒物質災害潛勢資料, https://air.moenv.gov.tw/EnvDownload/AirQuality/%E5%85%AC%E9%96%8B%E7%81%BD%E5%AE%B3%E6%BD%9B%E5%8B%A2/113%E5%B9%B4/%E9%9B%B2%E6%9E%97%E7%B8%A3.pdf
- 商港海氣象風力預警機制探討, https://www.iot.gov.tw/uploads/asset/data/661955b5367376304acd4c3c/B1120180.pdf
- 2024 年臺灣大氣腐蝕劣化因子調查研究資料年報 – 港灣環境資訊網, https://isohe.ihmt.gov.tw/docklands/Datafile/pdf/2024%E8%87%BA%E7%81%A3%E5%A4%A7%E6%B0%A3%E8%85%90%E8%9D%95%E5%8A%A3%E5%8C%96%E5%9B%A0%E5%AD%90%E8%AA%BF%E6%9F%A5%E7%A0%94%E7%A9%B6(%E5%B9%B4%E5%A0%B1).pdf
- 台灣麥寮空氣污染:實時5空氣質量指數(AQI) – Beijing Air Quality., https://aqicn.org/city/taiwan/mailiao/hk/
- 110 年臺灣沿岸地區金屬材料腐蝕環境調查研究, https://www.iot.gov.tw/uploads/asset/data/66195b11367376304acd4c89/B1110020.pdf
- 2023 年臺灣大氣腐蝕劣化因子調查研究資料年報, https://isohe.ihmt.gov.tw/docklands/Datafile/pdf/2023%E8%87%BA%E7%81%A3%E5%A4%A7%E6%B0%A3%E8%85%90%E8%9D%95%E5%8A%A3%E5%8C%96%E5%9B%A0%E5%AD%90%E8%AA%BF%E6%9F%A5%E7%A0%94%E7%A9%B6(%E5%B9%B4%E5%A0%B1).pdf
- 臺灣大氣腐蝕因子調查與腐蝕環境分類之探討 – 華藝線上圖書館, https://www.airitilibrary.com/Article/Detail/10162356-201303-201310040005-201310040005-19-30
- 112年臺灣地區金屬材料腐蝕環境調查與碳鋼金屬關聯性研究 – 交通部運輸研究所, https://www.iot.gov.tw/zh_tw/archive/pub/reports/-38317011
- 中文書|考試書/政府出版品- 交通/公共工程 – 金石堂, https://www.kingstone.com.tw/book/iqm/?dis=list&sort=pu_desc&page=3
- 2009~2019年臺灣大氣腐蝕因子調查趨勢分析比較探討, https://www.airitilibrary.com/Article/Detail/10162356-202112-202209130003-202209130003-1-12
- 南京睿督分享:ISO9223腐蚀性分级以及对应金属紧固件适用原则-ISO – 防火网, https://www.firete.com/standard/iso/17202.html
- 113年臺灣地區金屬材料腐蝕環境調查與鋅金屬關聯性研究 – 交通部運輸研究所, https://www.iot.gov.tw/zh_tw/archive/pub/reports/-83185158
- 腐蝕資訊 – 港灣環境資訊網, https://isohe.ihmt.gov.tw/Frontend/Corrosion/PortArea.aspx
- 113年臺灣地區金屬材料腐蝕環境調查與鋅?屬關聯性研究(114藍)-灰, https://www.iread.com.tw/Detail/ProdDetail/B000847291?biztype=1
- Assessment of stress relaxation cracking of austenitic components in regard to the ASME Section III, division 5 rules – Nuclear Regulatory Commission, https://www.nrc.gov/docs/ML2432/ML24323A060.pdf
- 不銹鋼材料應力腐蝕劣化機制研析與對策研究期末報告, https://www.nusc.gov.tw/share/file/information/6PbSRe8pbwWXIBK9sOqBwA__.pdf?v=2019102103
- Residual Stress Influences in Mechanical Engineering – ResearchGate, https://www.researchgate.net/profile/Mohamed_Mourad_Lafifi/post/Uncertainty_sources_in_cold_compression_testing_of_cylindrical_steel_bar/attachment/59d6445879197b807799fa2c/AS:448185001877506@1483867039290/download/Residual+Stress+Influences+in+Mechanical+Engineering+James.pdf
- 標題:金屬銲接殘留應力消除方法之介紹(上) 屬性:技術期別, https://www.soic.org.tw/wp-content/uploads/2018/11/%E9%87%91%E5%B1%AC%E9%8A%B2%E6%8E%A5%E6%AE%98%E7%95%99%E6%87%89%E5%8A%9B%E6%B6%88%E9%99%A4%E6%96%B9%E6%B3%95%E4%B9%8B%E4%BB%8B%E7%B4%B9%E4%B8%8A.pdf
- ASME-B31.1.pdf – Future Energy Steel, https://energy-steel.com/wp-content/uploads/2025/03/ASME-B31.1.pdf
- 1, POWER PIPING – ASME Digital Collection, https://asmedigitalcollection.asme.org/ebooks/book/chapter-pdf/2794329/802694_ch16.pdf
- ASME B31.3 Process Piping Guide | PDF | Pipe (Fluid Conveyance) | Oil Refinery – Scribd, https://www.scribd.com/document/966109131/312203880-Acceptance-Criterion-ASME-B31-3
- Navigating ASME B31 – Consulting – Specifying Engineer -, https://www.csemag.com/navigating-asme-b31/
- PIPE BENDING METHODS, TOLERANCES, PROCESS AND MATERIAL REQUIREMENTS, https://asbending.com/wp-content/uploads/2023/09/PFI-ES-24-Pipe-Bending-Methods-Tolerances-etc.pdf
- ANSI/ASME B31.1, “Power Piping” American National Standard Institute, Contents Through Table A-3., https://www.nrc.gov/docs/ML0314/ML031470592.pdf
- ASME B31.1 Power Piping Bend – Pipeng Toolbox, http://pipeng.com/index.php/ts/itdmotdiam006l/
- ASME B31.1a-1999 ADDENDA PDF | PDF | Pipe (Fluid Conveyance) | Engineering – Scribd, https://www.scribd.com/document/458237814/ASME-B31-1a-1999-ADDENDA-pdf
- 46 CFR § 56.80-15 – Heat treatment of bends and formed components., https://www.law.cornell.edu/cfr/text/46/56.80-15
- Analysis of the Service Life of Spiral Pipes Under Harsh Industrial Conditions, https://mahyarsepahan.com/en/analysis-of-the-service-life-of-spiral-pipes-under-harsh-industrial-conditions/
- ERW Pipes vs Seamless Pipes: Strength, Cost, and Durability Compared, https://blog.hb-steel.com/erw-pipes-vs-seamless-pipes-strength-cost-and-durability-compared
- Life Cycle Cost Analysis of the Steel Pipe Pile Head Cutting Robot – MDPI, https://www.mdpi.com/2071-1050/12/10/3975
- Advantages of Seamless Steel Pipe, https://www.seamlesssteelpipes.net/advantages-of-seamless-steel-pipe/
- Piping Solutions Asme-B16.49-Specification, https://www.gxpipetech.com/uploads/file/20250724/piping-solutions-asme-b16.49-specification.pdf
- Pipeline Cost Reduction Through Effective Project Management and Applied Technology – OSTI, https://www.osti.gov/etdeweb/servlets/purl/20880714