
摘要
在全球能源轉型、循環經濟與廢棄物管理的強烈需求下,現代化垃圾焚化爐 (Waste-to-Energy, WtE) 與生質能電廠 (Biomass Power Plants) 正朝向超高溫與超高壓的熱力學狀態發展,以期達到極大化的熱效率與發電收益。然而,生質燃料與都市固體廢棄物 (MSW) 在燃燒過程中會釋放大量含有高濃度氯化物、硫化物及鹼金屬 (如鉀、鈉) 的腐蝕性飛灰與煙氣。在超過650°C 的高溫環境下,這些腐蝕性介質會對鍋爐過熱器 (Superheater) 與水牆管 (Waterwall) 造成極度嚴峻的高溫氧化、氯化腐蝕與熔鹽侵蝕。為了在「承壓能力、導熱效率、抗極端腐蝕與建置成本」之間取得最佳的工程平衡,「內層 SA-210 中碳鋼 + 外層 Inconel 625 超合金」的雙金屬複合管 (Bimetallic Tube) 已成為目前業界公認最頂級且最可靠的管線配置標準。
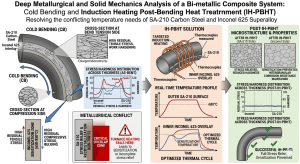
本報告針對此一雙金屬複合材料系統,進行了深度且全面的冶金與固體力學分析,特別聚焦於鍋爐管線製造過程中不可或缺的冷作彎管 (Cold Bending) 工序,以及彎管後為消除殘餘應力與加工硬化所實施的感應加熱彎管後熱處理 (Induction Heating Post-Bending Heat Treatment, IH-PBHT)。由於 SA-210 碳鋼的應力釋放溫度與 Inconel 625 超合金的敏化 (Sensitization) 溫度區間高度重疊,傳統的爐式熱處理 (Furnace Heating) 在此面臨了嚴重的冶金衝突。透過 IH-PBHT 精確的靶向加熱與時間控制,方能成功解開此一技術瓶頸。此外,本報告亦嚴格審視並對接最新發布的 2025/2026 年版美國機械工程師學會鍋爐及壓力容器規範 (ASME BPVC),深入探討新版規範在材料應力設計 (Section I & Section II Part D)、無損檢測技術升級 (Section V) 以及分析設計整合 (Section VIII) 方面的重大變革,為未來 WtE 與生質能電廠的管線設計、製造與檢驗提供具備高度學術價值與實務操作性的指導方針。
一、 現代化 WtE 與生質能電廠之高溫腐蝕挑戰與雙金屬管線之必然性
1.1 廢棄物與生質燃料的化學侵略性與高溫熱腐蝕
在現代化 WtE 與生質能電廠中,燃料來源的高度複雜性是導致鍋爐管線快速降解的根本原因。都市固體廢棄物中含有大量的塑膠 (如 PVC)、廚餘與化學添加物,燃燒時會產生高濃度的氯化氫 (HCl) 氣體與氯鹽飛灰 1。另一方面,生質燃料 (如燕麥秸稈、混合木材及農業廢棄物) 雖然具有碳中和的環保優勢,但其灰燼中富含極高比例的鹼金屬元素 (特別是鉀與鈉) 3。
當鍋爐管線表面的金屬溫度超過400°C 時,腐蝕速率便會呈現指數型上升;若環境溫度進一步提升至 650°C甚至更高,沉積於管線表面的鹼金屬氯化物與硫酸鹽將達到熔融或半熔融狀態,形成極具破壞性的熔鹽環境 4。在這種高溫熔鹽環境下,金屬表面的保護性氧化膜 (如氧化鐵、氧化鉻) 會發生嚴重的「活性氧化 (Active Oxidation)」與「氯化-氧化循環 (Chloridation-Oxidation Cycle)」。氯離子能夠穿透疏鬆的氧化層,與底層金屬反應生成揮發性的金屬氯化物 (如FeCl2 ),這些金屬氯化物向外擴散至氧分壓較高的區域後,又再次氧化釋放出氯離子,形成自我催化的惡性循環,最終導致管線壁厚迅速減薄甚至爆管。
1.2 雙金屬複合管 (Bimetallic Tube) 的材料優勢與配置邏輯
傳統的單一材質管線在面對此等極端環境時顯得捉襟見肘。低合金鋼 (如 16Mo3 或 SA-213 T11/T22) 雖然具備優異的高溫承壓能力與導熱性,且成本相對低廉,但在高濃度氯鹽與熔鹽環境下的抗腐蝕能力極差,壽命往往不到數個月 2。若全面採用沃斯田鐵不銹鋼 (如 TP304/TP316) 或高階超合金 (如 Inconel 625),雖然抗腐蝕能力大幅提升,但其極低的熱傳導率會嚴重影響鍋爐的熱交換效率,且高昂的材料成本將使電廠的建置與維運面臨巨大的財務壓力 7。
為了解決這個涉及熱力學、材料科學與工程經濟學的複雜難題,「SA-210 碳鋼 + Inconel 625」雙金屬複合管成為最佳解方。
- 內層 SA-210 (中碳鋼): 作為承壓主體,SA-210 (如 ASME SA-210 Grade A1 或 Grade C) 具備優良的抗拉強度 (Grade C 最小抗拉強度為 485 MPa,降伏強度為 275 MPa) 與優異的熱傳導率,能確保鍋爐內部高壓水/蒸汽的安全循環與高效吸熱 9。
- 外層 Inconel 625 (UNS N06625): 透過冷金屬過渡 (Cold Metal Transfer, CMT) 或雷射熔覆 (Laser Cladding) 等先進表面工程技術,在碳鋼表面包覆一層厚度約2~3.5mm 的超合金層 2。Inconel 625 的標稱化學成分為60Ni-22Cr-9Mo-3.5Nb 13,其高含量的鎳 (Ni) 能抵抗氯離子應力腐蝕破裂 (SCC);高鉻 (Cr) 含量則能在表面形成緻密的氧化鉻 (Cr2O3) 與鎳鉻尖晶石 (NiCr2O4) 保護膜,有效阻擋熔鹽與氧氣的滲透;鉬 (Mo) 與鈮 (Nb) 的加入則進一步提供了強大的固溶強化 (Solid-solution strengthening) 效果,並顯著提升了抗點蝕 (Pitting) 與縫隙腐蝕的能力 3。
| 材料層次 | 材料規格與型號 | 主要化學成分特徵 | 在 WtE 鍋爐系統中的工程功能與熱力學角色 |
| 內層基體 (Base) | ASME SA-210 Gr. A1/C | Fe基, C ≦0.35%,
Mn: 0.29~1.06% |
提供核心機械支撐、承受高達 160 bar 的內部蒸汽壓力、維持高熱傳導效率以降低管壁表面溫度 9。 |
| 外層包覆 (Clad) | Inconel 625 (N06625) | Ni ≧ 58%, Cr: 20~23%, Mo: 8~10%, Nb: 3.15~4.15% | 隔離腐蝕性飛灰與氯化氣體、透過動態氧化生成NiCr2O4 保護屏障、抵抗高溫氧化與局部點蝕 3。 |
二、 Inconel 625 在生質能與 WtE 灰燼中的微觀降解機制分析
在探討後續的彎管與熱處理製程前,必須先深刻理解 Inconel 625 在極端環境下的物理化學行為,因為所有的製程最佳化皆是為了維持或強化其抗腐蝕微觀結構。
2.1 灰燼成分對腐蝕深度的影響
經過長期 (如 1000 小時、650°C) 的模擬測試證實,Inconel 625 熔覆層的腐蝕速率高度依賴於附著灰燼的化學成分。研究採用了三種代表性的灰燼:燕麥秸稈灰 (OA)、混合木灰 (WA) 以及下水道污泥灰 (SA) 2。 數據顯示,富含鉀 (K) 的農業與木質生質能灰燼 (OA 與 WA) 對 Inconel 625 的破壞性最強。在這些灰燼覆蓋下,Inconel 625 表面的腐蝕層厚度可達5~15μm;相對地,在鉀含量較低的下水道污泥灰 (SA) 環境中,腐蝕層厚度僅為1~5μm 3。
2.2 鉀誘導的鉻酸鹽生成與動態氧化分層
腐蝕深度的急遽增加源於鹼金屬 (特別是鉀) 與合金元素的強烈交互作用。在650°C 的氧化環境中,Inconel 625 表面的鉻原子會向外擴散並氧化。然而,灰燼中的鉀離子會進一步與這些氧化產物反應,優先形成熱力學上高度穩定的鉻酸鉀 (K2CrO4),以及少量的錳酸鉀 (K2MnO4) 與鉬酸鉀 (K2MoO4) 3。這種反應不斷地消耗合金表面的鉻元素,導致基體次表面形成嚴重的「鉻貧乏區 (Cr-depletion zone)」,進一步削弱了材料的自我修復與鈍化能力 5。
在此動態降解過程中,腐蝕產物會呈現明顯的空間分層排列 3:
- 最外層大晶粒氧化區: 由向外快速擴散的鎳離子所形成的大晶粒氧化鎳 (NiO)。
- 中間細晶粒尖晶石區: 由於鉻的不斷消耗與補充,形成細小的鎳鉻尖晶石 (NiCr2O4) 伴隨氧化鉻 (Cr2O3)。
- 內層異相混合屏障: 這是抵禦進一步腐蝕的最後防線,由Cr2O3、 NiCr2O4以及鉻酸鈮 (NbCrO4) 構成。當 NiCr2O4尖晶石結構足夠緻密時,能有效阻斷氧與氯離子的向內滲透,使得基體的腐蝕反應趨於停止 3。
2.3 熔覆製程的微觀缺陷:元素偏析與鐵稀釋
透過 CMT 或雷射熔覆製備的 Inconel 625 塗層,其冷卻速率極快,會產生明顯的非平衡凝固現象。由於鈮 (Nb) 與鉬 (Mo) 的平衡分配係數 (Equilibrium partition coefficient) 小於 1,這些大原子半徑的難熔元素在凝固過程中會被排擠到液相中,最終在枝晶間區域 (Interdendritic regions) 與晶界處發生嚴重的元素偏析 (Segregation) 3。 此外,熔覆過程中高溫電弧或雷射會導致底層 SA-210 碳鋼的部分熔化,使得鐵 (Fe) 元素向上擴散進入 Inconel 625 層,此現象稱為「稀釋 (Dilution)」2。鐵稀釋度的增加不僅會降低塗層中有效抗腐蝕元素 (Ni, Cr) 的相對濃度,更會加劇枝晶網絡中的化學不均勻性,使其成為局部點蝕 (Pitting) 與晶界腐蝕的優先發生位置 5。這種原始微觀結構的不均勻性,為後續的冷作彎管與熱處理帶來了極大的挑戰。
三、 雙金屬複合管冷作彎管之固體力學與微觀組織行為
在鍋爐過熱器面板 (Platen) 或水牆管的製造中,管線必須經過多次的彎曲成型。考量到超合金在高溫下容易發生晶粒粗大化與熱撕裂,業界普遍採用「冷作彎管 (Cold Bending)」,尤其是旋轉拉彎 (Rotary Draw Bending) 技術,並經常採用極具挑戰性的超臨界彎曲半徑 (Supercritical bend, d ≦ 0.7D) 11。
3.1 冷彎過程中的非對稱應力狀態與巨觀幾何演變
當雙金屬複合管受力彎曲時,管材橫截面內的應力分佈呈現極度的非對稱性。管線的幾何中性軸 (Neutral axis) 會向彎曲中心偏移,導致外弧面 (Extrados) 承受巨大的切向拉伸應力 (Tangential tensile stress),而內弧面 (Intrados) 則承受強烈的切向壓縮應力 (Tangential compressive stress) 22。
這種複雜的 3D 應力狀態會誘發多種幾何瑕疵,若未加控制,將直接違反 ASME 規範的容許標準 22:
- 外弧減薄 (Wall Thinning): 外弧處的 Inconel 625 層與 SA-210 基體在拉伸應力下發生塑性延伸,導致管壁顯著變薄。對於承受高壓蒸汽的鍋爐管而言,減薄量必須嚴格控制。ASME B31.1 及相關構造規範要求,彎曲後的外弧最薄處,仍必須大於依據公式計算而得的「最小容許壁厚 (Minimum required thickness)」26。
- 截面橢圓化 (Ovality): 在徑向力的擠壓下,圓形管截面會逐漸趨近於橢圓形。極端的橢圓化會嚴重擾亂管內流體的動態分佈,增加壓降,並在對接銲接 (Butt welding) 時造成組裝困難。ASME 規範明定,除非另有特殊協議,否則彎曲部位的橢圓度 (最大外徑與最小外徑之差) 不得超過直管段平均外徑的8% 26。
- 彈匣效應與回彈 (Springback): Inconel 625 的彈性模數與降伏強度遠高於 SA-210 碳鋼。在撤除彎管模具的拘束力後,Inconel 625 外層會釋放較大的彈性應變能,導致強烈的角度回彈 (Angular springback) 與徑向擴張 (Radial growth) 22。這種「材料異質性」造成的回彈量難以用單一金屬的經驗公式預測,必須依賴高級的有限元素分析 (FEA) 與 CNC 彎管機的即時過度彎曲 (Overbending) 補償來達成尺寸精度 22。
3.2 晶體變形、加工硬化與差排累積機制
在微觀層面上,冷作彎管對 Inconel 625 塗層的晶體結構造成了永久性的改變。針對彎曲部位的奈米壓痕 (Nanoindentation) 與微觀組織分析顯示,應力狀態直接決定了枝晶 (Dendrite) 形態的演化 11。
- 外弧拉伸區 (Tensile Zone): 在極大的拉力作用下,Inconel 625 晶粒內部的「二次枝晶軸 (Secondary dendrite axis)」發生了顯著的拉伸與扭曲變形 11。
- 內弧壓縮區 (Compressive Zone): 在強大的壓縮力下,材料向兩側擠壓,導致晶粒內的「一次枝晶軸 (Primary dendrite axis)」出現延長與變形現象 11。
伴隨晶格嚴重變形而來的是劇烈的「加工硬化 (Work hardening)」。塑性變形導致晶粒內部產生大量的差排 (Dislocations),這些差排在移動過程中會相互纏結並在晶界與析出物 (如 Laves 相、碳化物) 處堆積 (Pile-up),形成強大的微觀應力場 31。 實驗數據指出,不論是拉伸區還是壓縮區,材料的硬度與降伏強度皆會因加工硬化而大幅攀升 32。在磨耗測試中,這種應變硬化現象甚至能短暫提升表面的抗摩擦磨損能力 31。然而,這是一把雙面刃:過高的殘餘應力與位錯密度會耗盡材料的塑性變形能力,使得材料變得極度脆化。在後續的高溫運轉中,這些高能殘餘應力區將成為應力腐蝕破裂 (SCC) 與熱疲勞裂紋的絕佳成核點 18。
更為複雜的是,Inconel 625 在中高溫變形或殘餘應力釋放的過程中,容易展現出「波特文-勒夏特列效應 (Portevin-Le Chatelier effect, PLC)」,即因溶質原子 (如碳、鈮) 與運動差排之間發生動態交互作用,導致材料出現鋸齒狀的應力-應變流動不穩定現象,進一步加劇了局部微裂紋的風險 33。
3.3 冶金界面的剪切應力與層間剝離 (Delamination) 風險
雙金屬複合管最脆弱的環節在於基體與包覆層的交界面。SA-210 碳鋼 (鐵基,體心立方 BCC) 與 Inconel 625 (鎳基,面心立方 FCC) 在彈性模數、降伏強度以及熱膨脹係數 (CTE) 上存在本質差異 14。在冷作彎管的劇烈成型過程中,這兩種材料在交界面處會產生極大的層間剪切應力 (Interlaminar shear stress)。
若最初的 CMT 或雷射熔覆製程未能達成完美的冶金結合 (Metallurgical bonding),或者界面處存在過多的氣孔、氧化物夾雜與脆性的金屬間化合物,這種巨大的剪切力將輕易撕裂界面,引發致命的層間剝離 (Delamination) 現象 21。這也成為了 2026 ASME 規範中特別強調需透過先進無損檢測技術進行嚴格驗證的核心項目。
四、 2026 ASME BPVC 規範架構下之設計與合規性分析
美國機械工程師學會鍋爐及壓力容器規範 (ASME BPVC) 每兩年進行一次重大修訂,旨在納入最新的工程數據、材料特性與檢驗技術,以因應現代化工業的極端需求。在即將全面強制實施的 2025/2026 版本中,ASME 進行了大規模的結構重組與技術升級,明確強調了「效能導向 (Performance-based)」的期望值,並減少了傳統法規的解釋歧義 35。針對 SA-210/Inconel 625 雙金屬複合管的設計、製造與檢驗,工程師必須徹底掌握以下幾大面向的規範更新。
4.1 Section I (動力鍋爐) 與 Section II Part D (材料性質) 的應力設計考量
在設計高溫高壓過熱器時,必須依據 ASME Section I 的嚴格要求計算複合管的允許工作壓力與壁厚。
- 複合管的設計溫度與應力取值 (Sc): 根據 Section I Part PFT-51 與 PG-27.4.6 的規定,在選擇包覆層 (Clad) 的容許應力值 (Sc) 時,所對應的設計溫度不得低於預期的「平均壁溫 (Mean wall temperature)」,亦即外表面溫度與基底-包覆層介面溫度的平均值 37。此外,Sc 的數值應採用具有等效強度與成分的退火態鍛造材料數值。若材料在 Section II Part D 表格中列有兩個應力值,在不違反其他限制的條件下,可選用較高值 37。
- Inconel 625 的溫度限制與潛變 (Creep) 屬性: Inconel 625 根據其熱處理狀態分為退火態 (Grade 1) 與固溶退火態 (Grade 2)。在 ASME 規範中,Grade 1 材料應用於 Section I (動力鍋爐) 時,其最高溫度限制通常被設定在1100°F(593°C);若要應用於高達1600°F (871°C) 的環境,則須依據 Section VIII Div 1 進行設計評估 13。 在查詢 2026 年版 Section II Part D 的應力數據表 (如 Table 1B) 時,設計工程師必須特別注意以「斜體字 (Italicized)」標示的應力數值。這些斜體數值代表該材料在該溫度下的容許應力已不再由短期的降伏強度或抗拉強度主導,而是受控於「時間相依屬性 (Time-dependent properties)」,亦即潛變 (Creep) 與應力破裂 (Stress rupture) 38。高溫 WtE 電廠的管線多處於此潛變控制區域,必須嚴格遵守潛變安全係數的規範。
- 分析設計 (Design-by-Analysis, DBA) 的整合與應用: 2025/2026 年版在 Section VIII 進行了重大的章節重整,進一步整合了 Division 1 與 Division 2 的設計規則 40。新版規範透過 Mandatory Appendix 46 (提供 DBA 材料使用的明確指導) 等更新,允許在 Div 1 無法涵蓋的複雜應力狀態下,直接援引 Div 2 的有限元素分析 (FEA) 方法進行計算 36。這對於評估雙金屬複合管在承受超臨界冷彎後的非均勻壁厚減薄、殘餘應力集中以及高溫多軸熱應力時,提供了更為精確且合規的數值模擬途徑,有助於在確保安全的前提下減少不必要的厚度餘量,進而降低昂貴的超合金成本。
4.2 Section V 無損檢測 (NDE) 技術的現代化升級
針對冷作彎管可能產生的幾何瑕疵 (減薄、橢圓化) 與微觀破壞 (層間剝離、微裂紋),傳統的射線探傷 (Radiographic Testing, RT) 在偵測平行於射線方向的層狀撕裂 (Laminar tearing) 時往往力有未逮。為此,2025/2026 版 ASME Section V 進行了大幅度的現代化升級,正式將多項先進超音波檢測技術納入標準檢驗程序中 36。
- 相位陣列超音波 (Phased Array Ultrasonics, PAUT) 與全矩陣擷取 (Full Matrix Capture, FMC): 新版規範的 Article 4 附錄中詳細定義了 PAUT 與 FMC 的實施準則 41。PAUT 透過電子控制壓電晶片的激發延遲,能產生可偏轉與聚焦的超音波聲束;而 FMC 則是將所有晶片發射與接收的時域信號進行完整矩陣記錄,再配合全聚焦法 (TFM) 演算法,能生成極高解析度的內部斷層影像 41。 對於雙金屬複合管而言,這些技術具有革命性的意義。檢驗人員不僅能量測彎管外弧的剩餘壁厚 (精確度達±1mm),以驗證其是否符合 Section I 的最小厚度要求;更能透過聲束的動態聚焦,精準掃描 SA-210 與 Inconel 625 之間的冶金結合面。任何因冷彎剪切力引發的微小層間剝離或原始熔覆遺留的密集氣孔,皆在 FMC 影像下無所遁形。
- 飛時繞射 (Time of Flight Diffraction, TOFD): TOFD 技術利用缺陷尖端產生的繞射波來精確測量裂紋的高度與深度,而非依賴回波的振幅。這對於檢測複合管外表面因拉伸應力產生的微觀疲勞裂紋,或在結合面萌生的層間微裂紋,提供了極佳的檢出率與尺寸量測精度 41。
- 程序展示與驗收標準的跨章節協調: ASME Section V 本質上是檢測方法的規範,不包含具體的「接受/拒絕 (Accept/Reject)」標準 43。2026 版特別釐清了如何將檢測結果無縫對接至建設規範 (如 Section I、Section VIII 或 ASME B31.1)。例如,新版修正了 T-120 條款,強化了書面程序與實作考試的要求,確保檢驗人員 (依照 SNT-TC-1A 或 ISO 9712 認證) 具備解讀複雜數位影像 (如 PAUT C-Scan) 的能力,並依據對應規範剔除任何超標的裂紋或減薄 36。
| 潛在彎管瑕疵類型 | ASME 合規標準要求 (Sec I / B31.1) | 2026 ASME Sec V 推薦之先進 NDE 解決方案 | 檢測機制與優勢分析 |
| 外弧減薄 | 實際厚度 ≧ 最小容許壁厚公式計算值 | 脈衝迴波 UT / 相位陣列 PAUT | 利用超音波精確測距,避免傳統卡尺無法量測彎曲段內部厚度的問題。 |
| 截面橢圓化 | 最大與最小外徑差 ≦ 平均外徑之 8% | 光學 3D 掃描 / 雷射輪廓儀 | 提供高精度非接觸式全斷面幾何檢測,快速比對 CAD 模型。 |
| 層間剝離 (Delamination) | 嚴禁出現影響承壓與熱傳的層間分離 | 全矩陣擷取 FMC / PAUT / 渦電流 PECT | PAUT/FMC 的動態聚焦能精準打擊結合界面;PECT (Pulsed Eddy Current) 則適用於非接觸式層間剝離檢測 45。 |
| 表面/次表面微裂紋 | 零容忍任何線性裂紋擴展 | 螢光滲透 PT / 飛時繞射 TOFD | TOFD 可精確測量裂紋深度,評估其是否已侵透 Inconel 625 保護層。 |
五、 彎管後熱處理 (IH-PBHT) 的冶金動力學與參數最佳化
為了消除冷彎過程所產生的巨大殘餘應力並回復材料的延展性,實施彎管後熱處理 (Post-Bending Heat Treatment, PBHT) 是一項必要工序。然而,將 SA-210 碳鋼與 Inconel 625 結合成雙金屬管後,兩者的熱力學特性產生了極為嚴重的「冶金衝突 (Metallurgical Conflict)」。這正是管線製造過程中技術難度最高、也最容易導致失敗的環節。
5.1 冶金衝突的核心:SA-210 應力釋放 vs. Inconel 625 敏化
SA-210 碳鋼的熱處理需求: SA-210 碳鋼在經歷嚴重塑性變形後,內部累積了極高的差排與微觀內應力。為了穩定尺寸並防止應力腐蝕,必須進行應力釋放退火 (Stress Relief Annealing)。依據常規冶金知識與相關工程標準,中碳鋼的理想應力釋放溫度通常落在600°C~650°C 區間,並需要持溫數小時 (通常每英寸壁厚持溫 1 小時),以促使碳鋼內部的差排發生多邊化 (Polygonization) 與回覆 (Recovery),達到殘餘應力鬆弛的目的 9。
Inconel 625 的敏化 (Sensitization) 危機與相變脆化: Inconel 625 雖然是一種固溶強化的面心立方 (FCC, γ 相) 鎳基合金,不需要析出硬化處理即可獲得高強度 14,但它在600°C~950°C 的中高溫區間內卻呈現極度的「結構不穩定性」48。 當 Inconel 625 暴露於此溫度範圍時,會觸發一系列複雜的固態相變與沉澱反應 14:
- 碳化物析出與敏化: 碳原子會與基體中的鉻 (Cr) 及鉬 (Mo) 發生劇烈反應,在晶界 (Grain boundaries) 處優先析出富鉻的M23C6 碳化物與富鉬的M6C 碳化物 46。M23C6 的析出會大量消耗晶界周圍的鉻元素,導致形成局部的「鉻貧乏區 (Cr-depleted zones)」50。這種現象即為「敏化」,它會使合金在含氯、硫的惡劣環境中,極易遭受沿晶腐蝕 (Intergranular corrosion) 的致命攻擊 46。
- 介金屬相 (Intermetallic phases) 的脆化: 在600°C ~750°C 區間,合金會極緩慢地析出亞穩態的γ” 相 (Ni3Nb,體心四方結構),這會導致材料硬度上升並失去延展性 14。若溫度繼續升高至750°C ~950°C 之間,亞穩態的γ” 相將會發生同素異構轉變,轉化為熱力學上極度穩定的δ 相 (Ni3Nb,正交結構) 18。δ 相通常沿著特定的晶體學平面呈針狀 (Needle-like) 析出,大量的針狀δ 相會像微觀的刀刃一樣割裂金屬基體,導致合金的室溫延展性與破壞韌性 (Fracture toughness) 發生災難性的下降 52。
根據 Inconel 625 的時間-溫度-敏化 (Time-Temperature-Sensitization, TTS) 圖,對於低碳版本的合金,在750 °C 下持溫約 3 小時,或在 800°C下持溫不到 1 小時,即可達到50μm 深度的晶界滲透腐蝕標準 (即發生嚴重敏化) 49。
衝突的引爆點: 若採用傳統的整體爐式加熱 (Furnace Heating),將雙金屬管放入爐中緩慢升溫至 620°C ~650°C並保溫 1 至 2 小時以滿足 SA-210 的應力釋放需求,這將直接導致 Inconel 625 外層長時間滯留於敏化的敏感溫度區,引發大量的M23C6 碳化物析出與鉻貧乏區的形成 46。 更糟的是,由於外層是透過 CMT 或雷射熔覆製備,其凝固特徵已導致 Nb 與 Mo 元素在枝晶間發生嚴重偏析,這種偏析會作為成核點 (Nucleation sites),大幅縮短有害相的孕育期,使得δ 相與 Laves 相在遠低於理論預期的時間內便迅速爆發 18。 此外,長時間的爐式加熱會提供充足的熱力學擴散時間,促使 Inconel 625 中的鎳、鉻元素沿著晶界向 SA-210 碳鋼基體擴散,同時碳鋼中的高濃度碳原子也會向超合金層遷移。這種雙向擴散效應會在冶金結合界面處形成大量的「柯肯達爾孔洞 (Kirkendall voids)」,徹底破壞層間的結構完整性 46。
5.2 感應加熱 (Induction Heating) 破局之道:參數最佳化與動力學抑制
為了解決上述爐式熱處理的致命缺點,精確控制加熱區域、升溫速率與持溫時間的「感應加熱彎管後熱處理 (IH-PBHT)」成為了拯救雙金屬複合管的最佳製程技術 56。
感應加熱利用高頻交流電通過感應線圈,在金屬內部產生交變磁場與渦電流 (Eddy current)。由於焦耳熱效應,管材內部會迅速產生高溫。IH 的升溫速率極快,可達每秒數十至一百度 (100K/s) 54,且能精準靶向彎曲變形區域進行局部加熱,避免未變形的直管段受到無謂的熱力學折磨 56。
針對 SA-210 / Inconel 625 的組合,2026 年度的 IH-PBHT 製程應朝以下方向進行冶金動力學的最佳化:
- 閃電穿越敏化孕育區 (Bypassing the TTS Nose): 利用 IH 極高的升溫速率,使管材表面迅速攀升越過600°C ~700°C 這一敏化最危險的溫度區間。由於加熱時間以秒計算,短於M23C6 碳化物成核所需的孕育時間,因此能有效抑制鉻貧乏區的形成 54。
- 精準定錨「黃金溫度區間」: 傳統針對增材製造或熔覆的 Inconel 625,標準的應力釋放溫度常被設定在870°C 左右 18。然而,最新研究指出,在870°C 下,由於熔覆層的偏析效應,會誘發大量的脆性 δ相析出 18。 為了在「消減殘餘應力」與「抑制有害相」之間取得完美平衡,研究建議將最佳化的熱處理溫度區間設定在750°C ~800°C 之間 52。在此溫度下:
- 內層的 SA-210 碳鋼能獲得極為充分的多邊化與應力釋放,有效降低硬度。
- 外層的 Inconel 625 雖然處於δ 相與碳化物的析出溫度內,但因為採用了感應加熱,持溫時間被極度壓縮 (通常僅需數分鐘至十數分鐘的連續掃描),未達到δ 相大規模生長所需的擴散時間,從而成功將殘餘應力水平降至安全範圍,同時維持了超合金的延展性與極致的抗腐蝕能力 52。
- 極短持溫以凍結界面擴散 (Freezing Interfacial Diffusion): IH-PBHT 的短暫持溫時間,等於強制關閉了元素的熱力學擴散窗口。這直接阻止了碳原子從 SA-210 越界進入 Inconel 625 引發敏化,同時也杜絕了界面處因原子不對稱擴散而產生的柯肯達爾孔洞,確保了在後續彎管變形中的層間剝離抵抗力 46。
- 急速冷卻機制: 完成持溫後,應立即實施強制氣冷 (如吹氬氣或高壓空氣) 使溫度迅速下降至500°C 以下 58。Inconel 625 作為固溶強化合金,快速冷卻不會導致如淬火馬氏體般的硬化效應,反而能避免在降溫階段再次橫跨敏化區間,凍結高溫下優異的單相γ 基體結構 14。
| 製程比較維度 | 傳統整體爐式熱處理 (Furnace Heating) | 感應加熱彎管後熱處理 (IH-PBHT) | 對雙金屬複合管之熱力學與合規影響 |
| 加熱速率與區域 | 慢 (< 10° C/min),整體均熱 | 極快 (> 50°C/s),僅針對彎曲局部 | IH 避免未變形區受熱,且高速升溫完美迴避 TTS 曲線之敏化孕育區 54。 |
| 持溫時間 | 長達數小時 (依厚度累加) | 數十秒至數分鐘 (動態掃描) | IH 極短的熱暴露時間大幅抑制界面碳擴散與孔洞形成,維持層間強韌結合 46。 |
| 相變演化 (Inconel,625) | 大量M23C6 析出導致敏化,γ” 與δ 相過度生長導致脆化 | 析出動力學被凍結,相變微乎其微 | IH-PBHT 將溫度鎖定於750°C ~800°C 窄區間,成功化解碳鋼應力釋放與超合金脆化的矛盾 52。 |
| 能源效率與 ASME 精神 | 大量散熱與廢氣,不符節能減碳要求 | 高能量轉換率,電磁直接產熱 | IH 完全契合 2026 ASME 強調之「效能導向與綠色製造」指標 35。 |
六、 結論
在全球致力於減碳與推動生質能、都市固體廢棄物發電 (WtE) 的浪潮中,提升鍋爐熱效率至超臨界參數是必然的趨勢。在伴隨而來的極端高溫氯化、硫化與鹼金屬熔鹽腐蝕環境中,「內層 SA-210 碳鋼 + 外層 Inconel 625 超合金」的雙金屬複合管完美展現了其在承壓、導熱與抗點蝕上的極致平衡,成為支撐現代化電廠運作的命脈。
然而,將這兩種力學特性與熱力學相變行為截然不同的金屬合而為一,為冷作彎管與熱處理製程帶來了前所未有的挑戰。基於本研究之深度剖析,針對 2026 年的工程實務與 ASME 規範合規性,總結出以下核心指導方針:
- 以微觀力學為基礎控制冷彎成型: 超臨界冷作彎管會在外弧與內弧產生極端的拉伸與壓縮應力,導致枝晶變形、劇烈加工硬化與回彈。工程設計必須將材料的異質性與彈匣效應納入 CNC 控制補償,以嚴格遵守 ASME 關於減薄率與8% 最大橢圓度的極限要求。
- 全面擁抱現代化 NDE 檢測技術: 因應 2025/2026 年版 ASME Section V 的技術升級,製造端必須淘汰對層間剝離檢出率低下的傳統射線探傷。強制引入相位陣列超音波 (PAUT)、全矩陣擷取 (FMC) 及飛時繞射 (TOFD) 等先進聲學檢測技術,以高解析度對接 Section I 與 VIII 的驗收標準,確保複合管的冶金界面完美無瑕,杜絕潛在的微裂紋。
- 以 IH-PBHT 破解冶金衝突: 傳統爐式熱處理會無可避免地引發 Inconel 625 的敏化與脆性δ 相析出,同時導致界面擴散受損。透過感應加熱 (IH) 技術,具備極高升溫速率與極短持溫時間的優勢,將局部熱處理參數精準控制在750°C ~800°C 的黃金窗口內。此舉不僅能充分釋放 SA-210 碳鋼的加工殘餘應力,更成功凍結了 Inconel 625 的有害相析出動力學,完美維持了雙金屬複合管在高溫極端環境下的最高延展性與抗腐蝕屏障能力。
透過嚴謹的熱力學控制、尖端的非破壞檢測以及對 ASME 最新規範的透徹理解,SA-210/Inconel 625 雙金屬複合管系統必將在未來的綠色能源基礎建設中發揮出最穩定、最長效的工程價值。
參考文獻
- Laser Cladding Advancements for Pressurized Boiler Components – Biomass Magazine, https://biomassmagazine.com/articles/laser-cladding-advancements-for-pressurized-boiler-components-14925
- Corrosion Resistance of Inconel 625 CMT-Cladded Layers after Long-Term Exposure to Biomass and Waste Ashes in High-Temperature Conversion Processes – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC7579109/
- Corrosion Resistance of Inconel 625 CMT-Cladded Layers after Long-Term Exposure to Biomass and Waste Ashes in High-Temperature Conversion Processes – MDPI, https://www.mdpi.com/1996-1944/13/19/4374
- White Paper – Integrated Global Services, IGS, https://integratedglobal.com/wp-content/uploads/2022/03/White-Paper_-Mitigating-Corrosion-and-Erosion-in-Waste-to-Energy-and-Biomass-Boilers.pdf
- Experiences with Inconel 625 in Biomass and Waste Incineration Plants – ResearchGate, https://www.researchgate.net/publication/250345171_Experiences_with_Inconel_625_in_Biomass_and_Waste_Incineration_Plants
- Material of boiler superheater tubes, https://www.btboilertube.com/News/Steel_News/Material_of_boiler_superheater_tubes.html
- What is the Temperature Range of SA210 Boiler Tube? – Knowledge, https://www.vicsteelpipe.com/info/what-is-the-temperature-range-of-sa210-boiler-97950096.html
- Extend boiler tube life with laser cladding, https://americancladding.com/wp-content/uploads/2021/07/American_Cladding_Boiler.pdf
- ASME SA210 Grade C steel tube, https://www.continental-steel.com/blogs/ASME-SA210-GradeC-steel-tube.html
- A210 Grade C CARBON STEEL, https://www.steelpipesfactory.com/wp-content/uploads/2021/05/Datasheet-For-Carbon-Steel-A210-Grade-C.pdf
- Processing of Bimetallic Inconel 625-16Mo3 Steel Tube via Supercritical Bend: Study of the Mechanical Properties and Structure – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC10608255/
- ASTM A210 Tubes with Inconel 625 Cladding – Metals Piping, http://www.metalspiping.com/astm-a210-tubes-with-inconel-625-cladding.html
- Inconel Alloy 625 Applied for ASME Boiler & Pressure Vessel Codes – Metals Piping, http://www.metalspiping.com/inconel-alloy-625-applied-for-asme-bpvc.html
- INCONEL alloy 625 – Special Metals, https://www.specialmetals.com/documents/technical-bulletins/inconel/inconel-alloy-625.pdf
- Inconel 625 Tech Data – High Temp Metals, https://www.hightempmetals.com/techdata/hitempInconel625data.php
- SA 210 Grade A1 Boiler Tube – Knowledge – Gnee Steel, https://www.gneesteels.com/info/sa-210-grade-a1-boiler-tube-83191588.html
- Experiences with Inconel 625 in Biomass and Waste Incineration Plants | Semantic Scholar, https://www.semanticscholar.org/paper/b5b951e3fc3094cf8cc4497745ee9d5ee57747be
- Effect of heat treatments on Inconel 625 fabricated by Wire and Arc Additive Manufacturing: an in-situ synchrotron X – UPCommons, https://upcommons.upc.edu/bitstreams/736e589a-3b6b-4cf2-9228-80a1bb31a34c/download
- Characterizing the Behavior of Inconel Clad A387 Steel in High-Pressure High-Temperature, Corrosive Environment, https://www.bsee.gov/sites/bsee.gov/files/research-reports//766aa.pdf
- Investigating the Effects of Iron Dilution on the Corrosion Resistance of Inconel 625 Welding Overlay on Carbon Steel – MDPI, https://www.mdpi.com/1996-1944/18/24/5574
- INVESTIGATION OF THE BENDING BEHAVIOR OF INC625/SUS316L LASER-CLADDING LAYERS APPLIED TO GGG40 | Materials and Technology, https://mater-tehnol.si/index.php/MatTech/article/view/1075
- Tube Bending Defects: Causes, Diagnostics & Solution | – Bender Parts, https://www.benderparts.com/tube-bending-defects-causes-diagnostics-solution/
- The trick to bending thick-walled tube – Canadian Metalworking, https://www.canadianmetalworking.com/canadianfabricatingandwelding/article/fabricating/the-trick-to-bending-thick-walled-tube
- Processing of Bimetallic Inconel 625-16Mo3 Steel Tube via Supercritical Bend: Study of the Mechanical Properties and Structure – MDPI, https://www.mdpi.com/1996-1944/16/20/6796
- Advanced Bending and Forming Technologies for Bimetallic Composite Pipes – MDPI, https://www.mdpi.com/1996-1944/18/1/111
- PIPE BENDING METHODS, TOLERANCES, PROCESS AND MATERIAL REQUIREMENTS, https://asbending.com/wp-content/uploads/2023/09/PFI-ES-24-Pipe-Bending-Methods-Tolerances-etc.pdf
- OVALITY ALLOWANCES for THIN-WALL TUBING, https://www.csidesigns.com/uploads/resources/Ovality-of-Thin-Wall-Tubing-CSI.pdf
- Cold-working – Haynes International, https://haynesintl.com/en/alloys/welding-and-fabrication/cold-working/
- Analysis of Factors Affecting Springback Angle in Bending of ASTM A-210 Gr. A1 Seamless Carbon Steel Tube | Naresuan University Engineering Journal – ThaiJo, https://ph01.tci-thaijo.org/index.php/nuej/article/view/250356
- Processing of Bimetallic Inconel 625-16Mo3 Steel Tube via Supercritical Bend: Study of the Mechanical Properties and Structure – PubMed, https://pubmed.ncbi.nlm.nih.gov/37895778/
- Effect of Supercritical Bending on the Mechanical & Tribological Properties of Inconel 625 Welded Using the Cold Metal Transfer Method on a 16Mo3 Steel Pipe – MDPI, https://www.mdpi.com/1996-1944/16/14/5014
- (PDF) Processing of Bimetallic Inconel 625-16Mo3 Steel Tube via Supercritical Bend: Study of the Mechanical Properties and Structure – ResearchGate, https://www.researchgate.net/publication/374907628_Processing_of_Bimetallic_Inconel_625-16Mo3_Steel_Tube_via_Supercritical_Bend_Study_of_the_Mechanical_Properties_and_Structure
- [PDF] Mechanical Behavior of Inconel 625 at Elevated Temperatures – Semantic Scholar, https://www.semanticscholar.org/paper/Mechanical-Behavior-of-Inconel-625-at-Elevated-Oliveira-Couto/4b4f4ac5cfc7fa0571b0410f420f07b1808afd27
- Mechanical Behavior of Inconel 625 at Elevated Temperatures – MDPI, https://www.mdpi.com/2075-4701/9/3/301
- 2025 ASME Code update: key changes | LRQA US, https://www.lrqa.com/en-us/insights/articles/preparing-for-the-2025-asme-code-update/
- ASME BPVC latest Edition – Major Changes – PED – Pressure Equipment Directory, https://ped-online.com/asme-bpvc-latest-edition-major-changes/
- ASME Sec I 2025 85 | PDF | Materials | Continuum Mechanics – Scribd, https://www.scribd.com/document/935193215/ASME-Sec-I-2025-85
- Potential Modifications or Additions to the ASME Section VIII Rules to Provide Greater Confidence in the Design of High Temperature, https://www.nrc.gov/docs/ML2513/ML25133A109.pdf
- ASME Section VIII BPV Code & the Pressure Vessel Safety Factor – Think Tank, https://info.thinkcei.com/think-tank/asme-standards
- What’s New in ASME Section VIII 2025: Updated Methods, Materials, and Organization Explained – Think Tank, https://info.thinkcei.com/think-tank/asme-viii-2025-code-updates-methods-materials-organization
- ASME Section V – Nondestructive Examination – Munich Re, https://www.munichre.com/content/dam/munichre/contentlounge/website-pieces/documents/HSB-169-ASME-SectionV-F-E.pdf/_jcr_content/renditions/original.media_file.download_attachment.file/HSB-169-ASME-SectionV-F-E.pdf
- Acceptance Criteria for Ultrasonic Testing – OnestopNDT, https://www.onestopndt.com/ndt-articles/ultrasonic-testing-acceptance-criteria
- ASME Section V-2025 PDF – Norm Library, https://www.normlibrary.com/product/asme-section-v-2025/
- ASME Certification Requirements for NDT – NDTTrainingOnline.com, https://ndttrainingonline.com/asme-ndt-certification-requirements/
- Inspection of Liner Wall Thinning and Interface Debonding in Bimetallic Lined Pipes Using Pulsed Eddy Current Testing – MDPI, https://www.mdpi.com/1996-1944/17/11/2652
- The Influence of the Post-Weld Heat Treatment on the Microstructure of Inconel 625/Carbon Steel Bimetal Joint Obtained by Explosive Welding – MDPI, https://www.mdpi.com/2075-4701/9/2/246
- The Influence of the Post-Weld Heat Treatment on the Microstructure of Inconel 625/Carbon Steel Bimetal Joint Obtained by Explos – Semantic Scholar, https://pdfs.semanticscholar.org/b681/0ceb0606396e82cec40f29887cc7b5ebac05.pdf
- The Effect of Final Heat Treatment and Chemical Composition on Sensitization, Strength and Thermal Stability of Alloy 625 – SciSpace, https://scispace.com/pdf/the-effect-of-final-heat-treatment-and-chemical-composition-1am4n5uyn5.pdf
- Inconel 625 Sensitization and Heat Treatment | PDF | Annealing (Metallurgy) – Scribd, https://www.scribd.com/document/447520116/SENSITIZATION-OF-INCONEL-625
- Optimization of the Mechanical and Corrosion Resistance of Alloy 625 through Aging Treatments – MDPI, https://www.mdpi.com/2073-4352/14/2/139
- Influence of Intermetallic Phase Precipitation During Prolonged Service in Alloy 625 on Its Properties, https://www.tms.org/Superalloys/10.7449/2001/Superalloys_2001_367_378.pdf
- Effects of Stress-Relieving Temperature on Residual Stresses, Microstructure and Mechanical Behaviour of Inconel 625 Processed by PBF-LB/M – MDPI, https://www.mdpi.com/2075-4701/13/4/796
- Microstructure and Mechanical Properties of Stress Relieved Electron Beam Welded Alloy 625 – tms.org, https://www.tms.org/Superalloys/10.7449/2001/Superalloys_2001_645_656.pdf
- (PDF) Induction hardening: Differences to a conventional heat treatment process and optimization of its parameters – ResearchGate, https://www.researchgate.net/publication/291351377_Induction_hardening_Differences_to_a_conventional_heat_treatment_process_and_optimization_of_its_parameters
- The Influence of the Post Weld Heat Treatment on the Microstructure of Inconel 625/Carbon Steel Bimetal Joint Obtained by Explosive Welding – Preprints.org, https://www.preprints.org/manuscript/201812.0252
- Application of induction heaters in post-weld heat treatment – Canroon, https://www.canroon.com/Industry-Insights/Application-of-induction-heaters-in-post-weld-heat-treatment
- Heat Treatment: Induction vs. Gas Furnace – GTM France SAS, https://www.lagtm.com/2020/05/27/heat-treatment-induction-vs-gas-furnace/
- Effect of heat treatments on Inconel 625 fabricated by wire and arc additive manufacturing – PUBDB, https://bib-pubdb1.desy.de/record/580353/files/Effect%20of%20heat%20treatments%20on%20Inconel%20625%20fabricated%20by%20wire%20and%20arc%20additive%20manufacturing%20an%20in%20situ%20synchrotron%20X%20ray%20diffraction%20analysis.pdf
- Effect of the Shielding Gas and Heat Treatment in Inconel 625 Coatings Deposited by GMAW Process – MDPI, https://www.mdpi.com/2079-6412/14/4/396
- Alloy 625 – VDM-Metals, https://www.vdm-metals.com/fileadmin/user_upload/Downloads/Data_Sheets/Data_Sheet_VDM_Alloy_625.pdf