
一、 緒論
在2026年的現代化發電廠與高壓鍋爐建造工程中,面對日益嚴苛的蒸汽參數(超臨界與超超臨界狀態)以及電網靈活運轉(循環負載)的極端需求,潛變強度強化鐵素體鋼(Creep Strength Enhanced Ferritic Steels, CSEF)的應用已成為無可替代的產業標準。其中,歸類於 P-No. 15E 群組的 Grade 91(9Cr-1Mo-V,UNS K90901)材料,因其優異的抗熱疲勞性能、卓越的抗氧化能力以及極高的高溫潛變破裂強度,被廣泛且深入地應用於主蒸汽管線、熱再熱管線、冷再熱管線及高溫集管等承載龐大儲存能量的關鍵承壓部件(High Energy Piping Systems, HEP)1。
然而,Grade 91 材料的卓越機械性能並非單純源自其化學成分,而是高度且極端地依賴於其經過精確熱處理後所形成的特定微觀結構。長期的運行經驗與美國電力研究院(EPRI)的深度研究指出,不當的製造工法,特別是管線與鍋爐部件在加工過程中所引入的「冷應變(Cold Strain)」,會對該材料的微觀結構穩定性與潛變破裂強度造成毀滅性且不可逆的破壞 3。
鑑於過去二十年間全球各地頻發的早期失效與 Type IV 潛變破裂案例,ASME(美國機械工程師學會)規範體系經歷了重大的典範轉移。在全面適用於 2026 年的合規性框架下,動力配管規範 ASME B31.1-2024 以及鍋爐與壓力容器規範 ASME BPVC Section I 2025 對於 P-No. 15E 材料的冷加工與應變管理,已正式從過去的「建議性指導」轉變為極度嚴格的「強制性管控」5。本研究報告旨在深度剖析此一合規性基準,涵蓋物理冶金機制、數學應變計算模型、法定熱處理矩陣、銲接與修補工法邊界,以及現場非破壞檢測要求,為 2026 年的高能管線與鍋爐建造提供兼具學理深度與工程實踐的權威指南。
二、 Grade 91 (P-No. 15E) 材料之物理冶金學與高溫潛變強化機制
要理解 ASME 規範為何對 Grade 91 的冷應變施加如此嚴苛的限制,首先必須深入探討該合金的物理冶金基礎與強化機制。Grade 91 鋼的核心強化機制包含固溶強化、差排強化(Dislocation Strengthening)以及極為關鍵的析出強化(Precipitation Strengthening)。
2.1 合金成分之協同效應與析出強化模型
Grade 91 的化學成分經過精心調配,嚴格控制了鉻(約 9%)與鉬(約 1%)的比例,並微量添加了釩(V)、鈮(Nb)與氮(N),甚至對鋁(Al)等殘留元素進行了限制 6。在標準的正常化與回火(Normalize and Temper, N&T)熱處理後,材料內部會相變形成高密度的回火馬氏體(Tempered Martensite)板條結構。
在此結構中,富鉻的M23C6 碳化物會優先析出於原奧氏體晶界(Prior Austenite Grain Boundaries)與馬氏體板條邊界上,形成阻擋晶界滑動的物理屏障;同時,在鐵素體基體內部,會均勻析出極細小的 MX 型碳氮化物(如 VN 與 NbC,其尺寸通常小於 100 奈米)7。這些奈米級的 MX 析出物與高密度的差排網絡產生強烈的交互作用,有效釘紮(Pinning)差排,防止其在高溫及應力作用下發生滑移或攀移 7。
相較於傳統的低合金鋼(如 Grade 22),這種微觀結構的優勢極為顯著。Grade 91 在950°F 至1100°F 區間內的高溫容許應力可提升高達 150%,氧化極限溫度提升了100°F,熱疲勞壽命更是增加了 10 至 12 倍 3。這使得管線設計工程師能夠將超臨界機組的管壁厚度縮減近三分之二,不僅大幅降低了設備的重量與建造成本,更極大地緩解了機組在快速啟停瞬態運行時所產生的巨大熱應力 3。
2.2 相變行為與回火馬氏體之脆弱性
然而,這種卓越的微觀結構處於一種熱力學上的亞穩態(Metastable State),其生成與維持猶如走在刀鋒邊緣,完全取決於熱處理溫度的精確控制。Grade 91 屬於空冷硬化材料(Air-hardening),其下臨界溫度(AC1)與上臨界溫度(AC1)的區間,以及馬氏體開始轉變溫度(MS)與完成轉變溫度(Mf),受到合金中微量元素(特別是鎳 Ni 與錳 Mn)的強烈影響 7。
當材料暴露於不當的熱循環或累積過高的機械應變時,其原本均勻分佈的M23C6 與 MX 析出物會迅速粗化或溶解,差排密度急遽下降,導致材料發生「軟化(Softening)」,其潛變強度將不可逆地退化至等同甚至低於早期 Grade 9 材料的水平 3。因此,維持微觀結構的完整性,成為 2026 年 ASME 規範針對製造與施工階段的最高指導原則。
三、 冷成型應變對微觀結構與潛變破裂強度之退化機制
在管線預製與鍋爐建造過程中,彎管、擴口或縮口等成型工法是不可或缺的環節。ASME 規範明確定義,冷成型(Cold Forming)係指在低於1300°F(705°C)之溫度下進行的任何會使材料產生塑性應變的加工方法 10。長期的工程實踐發現,冷成型對 CSEF 鋼的破壞性遠超預期。
3.1 差排密度激增與應變誘發再結晶
當 Grade 91 經歷冷彎曲等塑性變形時,材料內部的晶格會發生嚴重畸變,導入巨量的冷作變形能(Cold Work Energy),使得差排密度激增 8。雖然在室溫下這表現為材料的加工硬化,但在後續的高溫服役環境中,這些過高的儲存能會成為熱力學上的驅動力,促使材料提前發生應變誘發的再結晶(Strain-induced Recrystallization)或次晶粒(Subgrain)的聚結與粗化 4。
一旦次晶粒發生粗化,原本釘紮在邊界上的M23C6 碳化物將失去依附並隨之粗化,MX 析出物的分佈形態也會被破壞。EPRI 的實驗數據顯示,即使是極低水平(如 5% 至 10%)的冷應變,也會導致 Grade 91 鋼的潛變破裂強度在數千小時的服役後發生斷崖式的下降 3。
3.2 Type IV 開裂敏感性與彈性後續效應 (Elastic Follow-up)
冷應變的另一個致命影響在於加劇了 Type IV 潛變開裂的敏感性。Type IV 開裂通常發生在銲接熱影響區(HAZ)的細晶區或臨界區(Intercritical HAZ),該區域的微觀結構已在銲接熱循環中被部分破壞 13。若該區域同時疊加了冷加工殘餘應變,其蠕變空洞(Creep Voids)的形核與擴展速度將呈指數級上升 3。
此外,EPRI 的研究揭示了一個常被忽略的巨觀力學現象——彈性後續效應(Elastic Follow-up)。在許多高溫管線系統中,Grade 91 材料極高的初始潛變強度意味著它在正常運行溫度下不會像傳統材料那樣快速發生應力鬆弛(Stress Relaxation)。這導致管線系統因熱膨脹而產生的二次應力(Secondary Stress),在局部高應變區域會轉化為類似於一次應力(Primary Stress)的破壞性負載 8。為緩解此效應,除了嚴格控制冷應變外,業界通常需要在管線安裝時實施冷拉(Cold Spring)工法,以預先補償熱膨脹位移 8。
四、 ASME 規範體系之法定應變量化模型與理論爭議
為對冷應變進行有效的強制管理,ASME BPVC Section I 2025 與 B31.1-2024 將「應變的量化計算」列為製造商的首要法定責任。ASME Section I 中的 PG-19 段落提供了針對不同幾何構件的標準數學公式 14。
4.1 ASME Section I PG-19 與 B31.1 法定計算公式
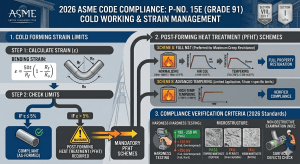
依據 PG-19.2 之規範,成型應變百分比(% Strain)必須基於成型前後的幾何尺寸變化進行計算。以下表列為 ASME 規範中針對不同幾何特徵的法定公式:
| 構件類型 | 應變百分比計算公式 | 參數定義 |
| 由鋼板捲製之圓筒
(Cylinders formed from plate) |
%Strain=50t/Rf*(1-Rf/Ro) | t: 成型前標稱厚度
Rf: 成型後中性軸平均半徑 R0: 原始中性軸平均半徑(平整鋼板R0 = ∞) |
| 由鋼板成型之球形或碟形封頭
(Spherical or dished heads) |
%Strain=75t/Rf*(1-Rf/Ro) | 同上,係數調整為 75 以反映雙軸變形特徵。 |
| 管子與管線之彎曲
(Tube and pipe bends) |
%Strain = 100*r/R | r: 管件之標稱外半徑
R: 彎管至管中心線之標稱彎曲半徑 |
上述公式已廣泛應用於鍋爐與壓力容器管線系統的基礎評估中 10。
4.2 公式準確性之理論爭議與 Bouhelier 方程式之比較
然而,在深入的工程研究與 ASME 技術委員會的內部探討中,PG-19(及 Section VIII Div 1 中的 UG-79)所採用的傳統公式面臨著嚴謹性的挑戰。傳統公式假設變形過程中的中性軸不發生偏移,且忽略了管壁的減薄與截面橢圓化(Ovality)效應 15。
研究數據顯示,對於一體成型的封頭或厚壁管件,ASME Section VIII Division 1(亦適用於 Section I PG-19)的公式會大幅低估實際的局部峰值應變。相對而言,ASME Section VIII Division 2 所採用的 Bouhelier 方程式提供了更為精確的應變預測,其綜合考量了額外的厚度變化因子與累積應變效應 15。例如,在相同的 2:1 橢圓形封頭成型中,Div 1 公式計算的應變可能僅為 6%,但利用 Bouhelier 公式或網格應變測量(Mesh Grid Method)所得的實際應變卻高達 25% 16。儘管 ASME Section I 尚未全面引入 Div 2 的複雜公式,但規範強烈要求製造商必須認知到局部應變可能遠高於理論計算值的事實。
4.3 特殊成型工法與複雜應變之判定原則
為彌補理論公式的不足,ASME Section I PG-19 設立了「防呆與例外」條款:
- PG-19.1 / PG-19.3 條款:當成型應變無法利用標準幾何公式準確計算時(如多道次複雜成型、局部不對稱受力),製造商必須承擔絕對責任,利用有限元素分析(FEA)或實際的表面網格測量技術,來決定材料的「最大實際成型應變」10。
- PG-19.4 條款:對於涉及劇烈金屬流動的局部變形工法,例如擴口(Flares)、縮口/模鍛(Swages)或鐓鍛(Upsets),規範視其為「無條件超越應變極限」。針對此類構件,無論理論計算值為何,皆必須強制執行後續的熱處理規範,不具備任何豁免空間 10。
五、 2026 年合規矩陣:強制性冷成型後熱處理 (PFHT) 框架
建立在嚴謹的應變計算之上,ASME BPVC Section I 2025 的 Table PG-20 以及 ASME B31.1-2024 的 Table 129.3.3.1-1,共同構築了 P-No. 15E (Grade 91) 材料冷成型後熱處理(Post-Forming Heat Treatment, PFHT)的絕對合規基準 11。
5.1 Table PG-20 / Table 129.3.3.1-1 臨界應變與設計溫度矩陣
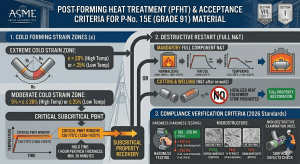
規範將「系統設計溫度」與「成型應變量」作為兩個正交的判斷維度,制定了如表列的強制性處置措施 10:
| 材料級別 | UNS
編號 |
設計溫度限制 (低溫區段) | 應變觸發極限值 | 設計溫度限制 (高溫區段) | 應變觸發極限值 | 強制熱處理處置方案 (當條件超出時) |
| 91 | K90901 | 超過1000°F(540100°C)
且 ≦1115°F |
> 25% | 超過1115°F(600°C) | > 20% | 正常化與回火 (Normalize and Temper, N&T) [註1] |
| 91 | K90901 | 超過 1000°F(540100°C)
且 ≦1115°F |
> 5% 至 25% | 超過 1115°F(600°C) | > 5% 至 20% | 彎管後熱處理 (Postbend Heat Treatment, PBHT) [註2] |
[工程處置深度解析]:
- [註1] 正常化與回火 (N&T) 之全段破壞性重啟:當冷應變極端劇烈(高溫服役區段 > 20%,或低溫服役區段 > 25%),原有的析出物網絡已被徹底撕裂。此時,局部範圍的熱處理被嚴格禁止。規範強制要求,構件必須在其整體(Entirety)範圍內重新送入高溫爐中,進行 1900°F~1975°F的奧氏體化正常化,隨後進行1350°F~1470°F 的重新回火。若無法整體加熱,則必須將受冷應變影響的區域(包含向未變形區的過渡段)全數切除,單獨進行 N&T 處理後重新銲接,或直接予以報廢更換 3。這反映了規範對於極高應變導致之晶格畸變的「零容忍」態度。
- [註2] 亞臨界彎管後熱處理 (PBHT) 參數極限:針對 5% 至 20%(或 25%)的中度應變,規範允許進行類似於 PWHT 的亞臨界退火。此工法必須在1350°F 至1425°F(730°C~775°C) 的極狹窄溫度窗口內進行,保溫時間依材料厚度計算(每英吋 1 小時,且最短不得少於 30 分鐘)6。
5.2 針對 5% 應變門檻與初始材料狀態之嚴格判定 (PG-20.1.1)
在工程界,對於「應變小於等於 5% 是否絕對免除熱處理」曾存在廣泛誤解。2025 年版 ASME Section I 透過 PG-20.1.1 條款進行了權威性的語意釐清,建立了一個極為嚴苛的前置條件:初始材料的熱處理狀態 15。
依據規範條文,針對特定流體的管線(包含碳鋼、碳鉬鋼及 CSEF 鋼),其免除 PFHT 的 5% 應變容許值,高度取決於材料進入成型工序前的狀態。若直管或管件的初始材料處於「未熱處理(Unheat-treated)」或「熱鍛/熱軋完成(Hot-finished)」狀態,則規範中的 “smaller 5% strain” 條款明示,其容許的最大冷應變量嚴格限制為 5% 15。這意味著:
- 當應變≦ 5% :允許記錄應變計算結果,並在不進行 PFHT 的情況下繼續後續製造流程。
- 當應變> 5% :強制觸發 PFHT 15。
只有當初始材料已經出廠並處於完全退火、次臨界退火或規範要求的正常化回火狀態時,其容忍冷應變的門檻才有條件放寬(例如部分碳鋼可達12.5%,但 P-No. 15E 仍須死守 Table PG-20 矩陣)14。此規定的核心邏輯在於,未經歷適當初始熱處理的材料,其微觀結構本質上缺乏抵抗應變損傷的裕度,因此必須藉由壓低應變門檻來防範未然。
六、 現場施工、熱處理執行與臨界溫度之極限管控
Grade 91 材料的卓越性能建立在精確無誤的溫度控制上。在 2026 年的合規體系下,無論是銲接過程的溫度曲線,還是冷成型後的熱處理,一旦偏離規範劃定的溫度邊界,材料將面臨災難性的失效 3。
6.1 銲接預熱、道間溫度與氫烤 (Hydrogen Bake-out) 規範
由於 Grade 91 含有大量的合金元素,其淬透性(Hardenability)極高,在銲接冷卻過程中極易形成硬脆的馬氏體組織,對氫致開裂(Hydrogen-induced Cracking)極度敏感 6。
- 預熱與道間溫度:ASME B31.1 Table 131.4.1-1 與業界標準強制要求,銲接前的預熱溫度必須維持在400°F(200°C) 至550°F(300°C) 之間 6。這不僅能減緩冷卻速率,更有助於殘餘氫氣的逸散。
- 氫烤處理:對於厚壁構件,若在銲接完成後無法立即進行 PWHT,則必須執行氫烤程序(Hydrogen Bake-out)。通常要求將銲道區域維持在600°F(320°C) 至少 20 分鐘(視厚度而延長),以加速氫氣擴散,防止冷裂紋的萌生 9。
6.2 亞臨界熱處理 (PWHT/PBHT) 與下臨界溫度 (AC1) 之衝突管理
Grade 91 熱處理最大的夢魘在於「跨臨界加熱(Intercritical Heating)」。若 PWHT 或 PBHT 的溫度不慎超過材料的下臨界溫度(AC1),基體內原本穩定的碳化物會開始溶解,部分鐵素體轉變為奧氏體。當這部分組織在熱處理結束後冷卻時,會轉變為未回火的原始馬氏體(Untempered Martensite)或軟化的鐵素體結構,導致材料的潛變強度與韌性徹底崩潰 6。
動態的AC1 溫度與微量元素控制: 規範專家與 EPRI 的研究強調,AC1 溫度並非一個固定的常數,而是對鋼材中的微量元素——特別是鎳(Ni)與錳(Mn)的總含量具備極端的敏感性。Ni 與 Mn 屬於強烈的奧氏體穩定元素,其含量的增加會顯著拉低下臨界溫度 6。
- 當 Mn+Ni 含量控制在較低水平(如<05%)時,AC1 溫度相對安全,約為1470°F。
- 當填料金屬或母材的 Mn+Ni 含量逼近規範上限的5% 時,AC1 溫度可能會驟降至 1450°F以下 6。
為保留安全裕度,ASME B31.1 將 P-No. 15E 的 PWHT 上限溫度死鎖在1425°F(775°C) 6。若現場熱處理因熱電偶失靈或熱場不均,導致任何局部區域溫度超越此極限(即突破AC1),該銲道或成型構件的微觀結構即宣告報廢,唯一的挽救途徑是整體重新執行 N&T 處理,或直接切除更換 3。
6.3 馬氏體轉變溫度 (Mf) 與熱處理前之冷卻要求
另一個決定微觀結構成敗的關鍵,在於熱處理啟動前的冷卻步驟。若在奧氏體尚未完全轉變為馬氏體之前,就迫不及待地升溫進行 PWHT,殘留的奧氏體將在 PWHT 後的最終冷卻階段轉變為硬脆的未回火馬氏體 6。
因此,ASME B31.1-2024 明確規定,在啟動 PWHT 之前,構件必須冷卻至近似的馬氏體完成溫度(Martensite finish, Mf )以下。同樣地,Mf溫度也受到 Ni 與 Mn 的控制 22:
- 當 P-No. 15E 填料金屬的 Ni + Mn ≦2% 時,必須冷卻至375°F(190°C) 以下。
- 當 Ni + Mn >2% 時,必須冷卻至 200°F(95°C) 以下 22。 然而,在嚴寒環境或針對極高拘束度的厚壁管線,冷卻至室溫可能引發極高的殘餘應力。因此,工程最佳實踐建議將冷卻溫度控制在略低於212°F(100°C),以兼顧微觀結構轉變與避免脆性斷裂 6。
七、 異種金屬銲接 (DMW) 與無熱處理修補 (Non-PWHT Repair) 之技術邊界
在高能管線系統中,Grade 91 經常需要與其他材料(如低合金鋼 Grade 22 或奧氏體不銹鋼)進行異種金屬銲接(Dissimilar Metal Welds, DMW)。同時,在營運多年的電廠中,針對 Type IV 開裂的修補,往往受限於現場條件而無法實施標準的 PWHT。2026 年規範體系對此給出了嚴謹的邊界條件。
7.1 異種金屬銲接之高溫拉伸測試 (Code Case 2254)
傳統上,當 Grade 91 銲接至其他鋼種時,若使用鎳基填充金屬(如 ENiCrFe-3),在室溫下進行拉伸測試時,往往會在拉伸強度較低的鎳基銲縫處斷裂,從而無法通過傳統的 ASME Section IX 銲接程序檢定(WPQ/PQR)。然而,這些鎳基銲材在高溫實際運行條件下,卻具備足夠的強度。為解決此矛盾,ASME 透過 Code Case 2254 及 PW-208 條款,正式允許採用「設計溫度下的高溫拉伸測試」來替代室溫測試,為異種金屬銲接程序的合規性提供了法理依據 2。儘管如此,設計者仍須高度警惕鎳基合金與 Grade 91 之間因熱膨脹係數(CTE)差異所引發的長期熱疲勞問題 13。
7.2 回火銲道技術 (Temper Bead) 與硬度極限挑戰
針對無法進行 PWHT 的現場修補,TWI 與 EPRI 的研究探討了應用控制沉積技術(Controlled Deposition)或回火銲道技術(Temper Bead)的可能性 13。該技術旨在利用後續銲道的熱量來回火前一層的熱影響區(HAZ),以期在不進入熱處理爐的情況下降低硬度。
研究結果顯示,雖然使用 SMAW 或 GTAW 工法能產生良好的晶粒細化效果,但其「回火」效果極其有限。在使用與母材匹配的 Grade 91 填充金屬時,修補區域的最高硬度經常突破 400 HV 13。如此高的硬度在缺乏 PWHT 應力釋放的環境下,將使管線面臨極高的應力腐蝕開裂(SCC)風險,且其跨銲道潛變強度(Cross-weld Creep Strength)亦存在嚴重疑慮。因此,在 2026 年的合規框架下,ASME 對於未經 PWHT 的 Grade 91 修補仍持極度保守的態度,任何免除熱處理的特殊工法皆須經過極為嚴苛的工程評估與壽命折減計算 13。
八、 檢驗、非破壞檢測 (NDE) 與微觀結構驗證體系
熱處理的成敗與應變消除的效果,絕不能僅憑控制盤上的溫度紀錄曲線(Chart)來認定。在 2026 年的工程實踐中,實體的材料屬性驗證已成為合規交付的最終防線。
8.1 硬度測試矩陣與軟化/硬化失效判定
硬度測試是反映 Grade 91 潛變強度與微觀結構健康度的最直接非破壞性指標。規範與 EPRI 指南對硬度範圍有著明確的容忍極限:
- 硬化異常 (Hard Grade 91):若銲縫或熱處理區域的硬度超過 350 HV(甚至達到 400 HV 以上),這強烈暗示了冷卻過程中未能充分轉變,或者 PWHT 溫度過低/時間不足,導致結構中存在未回火馬氏體。這種狀態不僅脆性極高,更極易在含氫環境下引發災難性的脆性斷裂 6。
- 軟化異常 (Soft Grade 91):若硬度顯著低於 180 HV,甚至落入 150 HV 的區間,這無可辯駁地證明了材料經歷了「過度回火」或「跨臨界加熱」。其原因可能是不慎超越了AC1 溫度,或是降溫速率過於緩慢導致鐵素體生成。軟化的 Grade 91 其高溫潛變強度已徹底喪失,無異於傳統的 Grade 9 材料,在超臨界蒸汽壓力下將迅速發生鼓脹(Bulging)與破裂 10。
8.2 現場金相覆模 (Metallurgical Replication) 與生命週期監控
對於承受極端壓力與高應變的高能管線系統(HEP),單純的硬度測試與傳統的超音波探傷(UT)尚不足以預防潛伏的 Type IV 開裂。2026 年的先進品管流程強烈建議導入表面金相覆模技術(Replication)1。
檢驗人員在管線表面進行研磨、拋光與化學蝕刻後,使用特殊的醋酸纖維素膜複製金屬表面的微觀拓樸。這些覆模樣本可直接在現場使用放大倍率達 400X 的攜帶式光學顯微鏡進行初判,或送入實驗室透過掃描電子顯微鏡(SEM)進行奈米級分析 3。透過此技術,冶金學家能夠直擊材料的靈魂,確認馬氏體板條邊界是否完整、M23C6 碳化物是否粗化,以及最致命的蠕變空洞(Creep Voids)是否已經在熱影響區的晶界上悄然形核 1。這種從微觀層面出發的監控,是確保高能管線生命週期安全不可或缺的一環。
九、 規範轉變對工程設計與全球供應鏈之深遠影響
ASME B31.1-2024 與 Section I 2025 對 P-No. 15E 材料應變管理的強制性收緊,絕非單純的技術條文修訂。深入探究其二階與三階效應(Second and Third-order Effects),這場法規變革將從根本上重塑全球發電設備的工程設計哲學與供應鏈管理體系。
9.1 設計哲學之轉變:從現場冷彎至工廠高頻感應熱彎
在過去,管線佈置工程師與 EPC(工程總承包商)為了減少現場對接銲縫的數量、降低非破壞檢測(RT/UT)的成本,往往傾向於在現場利用冷彎設備對管線進行大尺度的折彎加工。然而,在 Table 129.3.3.1-1 的強制約束下,高達 20% 應變所觸發的「整體正常化與回火(N&T)」懲罰條款,在現場施工環境中幾乎是不可能實現的任務。要在滿佈鷹架的施工現場,將一段長達數公尺的厚壁合金鋼管均勻加熱至1900°F 並精確空冷,其成本與技術風險皆是天文數字 3。
因此,管線設計工程師必須徹底改變其佈局策略。未來的設計將刻意放寬管線的彎曲半徑(R/D ratio),以確保最大冷應變被嚴格壓制在 20% 甚至 5% 的極限值之下。對於空間受限、無可避免需要採用 3D 或 5D 小半徑彎管的部位,業界將大規模摒棄冷彎工法,轉而全面依賴預製工廠的「高頻感應熱彎(Hot Induction Bending)」。在工廠環境的嚴格受控下,熱彎管件可以精確執行全套的 N&T 熱處理,待其微觀結構完全恢復正常後,再運送至現場進行最後的直管對銲 3。
9.2 數位孿生與材料履歷 (MTR) 追溯體系之重塑
由於 PG-20.1.1 條款對於 5% 應變豁免權的賦予,極度依賴於材料出廠時的初始熱處理狀態(未熱處理 vs. 正常化回火),且熱處理AC1 溫度極度敏感於鎳與錳(Ni+Mn)的百萬分率濃度 6,傳統依賴紙本表單與人工核對的材料清單(BOM)管理,已完全無法負荷 2026 年的合規風險。
這將迫使全球的高階管線供應商與建造商,建立涵蓋煉鋼廠至現場安裝的「數位孿生(Digital Twin)」與材料溯源系統。每一根 P-No. 15E 管材不僅擁有基礎的爐號(Heat Number),其包含微量元素分析、初始熱處理證明(MTR)的數據,都將直接導入三維管線設計軟體(如 SP3D, PDMS)與應力分析模組中。當工程師在軟體中點選某段管線規劃冷彎加工時,系統後台將瞬間調用該爐號的厚度與幾何參數,套用 PG-19 甚至更精確的 Bouhelier 公式計算應變;若應變大於 5% 且材料狀態不符,系統將自動亮起紅燈,阻斷設計流程,並強制生成工廠熱處理工單。同時,系統將依據 Ni+Mn 含量,自動計算並鎖定該管件專屬的 PWHT 最高允許溫度(如鎖定在 1450°F而非標準的1470°F)。這種由法規強制力驅動的數位化轉型,將使 Grade 91 的製造與追溯達到前所未有的精密境界。
十、 結論
邁入 2026 年,動力配管與高壓鍋爐的建造正式迎來了潛變強度強化鐵素體鋼(CSEF)精細化與法制化管理的全新紀元。ASME BPVC Section I 2025 與 ASME B31.1-2024 對於 P-No. 15E (Grade 91) 材料的全面修訂,標誌著工程界對於合金鋼冷加工行為的認知,已從早期的「經驗主義」徹底進化為嚴謹的「量化科學」。
綜合本研究報告的深度剖析,面對未來的工程挑戰,業界必須確立以下核心的合規基準與執行策略:
首先,應變計算是所有合規程序的絕對起點。製造商必須嚴格落實 PG-19 條款的幾何應變計算公式。對於傳統公式可能低估局部峰值應變的盲點,工程人員應保持高度警覺;任何涉及複雜流動或擴口、鐓鍛等劇烈成型工法,皆無任何豁免空間,必須無條件納入強制熱處理範疇。
其次,嚴格遵從冷成型後熱處理 (PFHT) 的絕對矩陣。依據 Table PG-20 與 Table 129.3.3.1-1,應變量大於 20%(高溫服役區)或 25%(低溫服役區)的部件,必須實施破壞重啟級別的「整體正常化與回火(N&T)」。而對於介於 5% 至 20% 的中度應變區域,則需在1350°F 至1425°F 的極狹窄窗口內執行精密的亞臨界彎管後熱處理(PBHT)。同時,必須時刻銘記 PG-20.1.1 條款的鐵律:對於未經適當初始熱處理的材料,5% 的應變即為不可跨越的紅線。
第三,落實精準的微量元素與溫度窗口管理。熱處理工法的制定絕對不能僅憑標準手冊。工程師必須親自審查具體爐號的 Ni+Mn 含量,以此動態調整馬氏體冷卻完成溫度(Mf)的停留點,並確保亞臨界熱處理的峰值溫度絕對不跨越因合金元素而漂移的下臨界溫度(AC1),以防止材料發生毀滅性的軟化與潛變強度崩塌。
最後,建立閉環式的微觀結構實體驗證體系。合規性文件與熱處理圖表僅是基礎,確保最終交付的 Grade 91 材料實質上具備均勻、穩定的回火馬氏體結構,才是安全的最終防線。透過廣泛實施硬度測試(嚴格篩除 < 180HV 與 > 350HV 的異常品),並在關鍵節點導入金相覆模(Replication)與奈米級檢驗,方能有效阻絕 Type IV 開裂的隱患。
總結而言,2026 年 ASME 規範對於 Grade 91 冷應變的「強制性」管控,並非刻意增加施工程序的繁文縟節,而是基於無數血淚教訓,為了徹底根除高能管線在長週期高溫、高壓服役下,因微觀結構退化而引發的災難性失效。參與這類重大基礎設施建設的工程與監造機構,必須從設計源頭改變思維,並在數位供應鏈、加工製造至現場檢驗的每一個微小環節,貫徹與規範同等嚴謹的工程紀律,方能守護新世代高溫動力設備的極致安全與可靠運行。
參考文獻
- High Energy Piping Systems: What They Are and Why They Matter – AI, https://aienergysol.com/blog/2025/08/29/high-energy-piping-systems-what-they-are-and-why-they-matter/
- 2023 ASME Boiler Code Changes Summary | PDF | Welding | Construction – Scribd, https://www.scribd.com/document/950656099/Asme-Bpvc-2023-Synopsis
- Growing experience with P91/T91 forcing essential code changes, https://www.ccj-online.com/growing-experience-with-p91-t91-forcing-essential-code-changes/
- EPRI Best Practice Guidelines For P91 1023199 | PDF – Scribd, https://www.scribd.com/doc/246144971/EPRI-Best-Practice-Guidelines-for-P91-1023199
- ASME BPVC Section IX 2025 與ASME B31.1 (2024/2026) 規範之下, https://yz-pipe-bending.com.tw/asme-bpvc-section-ix-2025-%E8%88%87asme-b31-1-2024-2026-%E8%A6%8F%E7%AF%84%E4%B9%8B%E4%B8%8Bccpp-%E5%8B%95%E5%8A%9B%E9%85%8D%E7%AE%A1%E5%84%AA%E5%8C%96%E5%B7%A5%E6%B3%95%E8%88%87%E6%95%B8%E4%BD%8D/
- Welding “Grade 91” Alloy Steel – Sperko Engineering Services, https://sperkoengineering.com/wp-content/uploads/2025/09/Grade-91-R-8-12.pdf
- Preliminary Considerations of Modified 9Cr-1Mo Steel for Gen IV Nuclear Reactor Application – ResearchGate, https://www.researchgate.net/publication/267621807_Preliminary_Considerations_of_Modified_9Cr-1Mo_Steel_for_Gen_IV_Nuclear_Reactor_Application
- Preliminary Materials Selection Issues for the Next Generation Nuclear Plant Reactor Pressure Vessel, https://publications.anl.gov/anlpubs/2007/03/57698.pdf
- Fabrication, Construction, and Operation Problems for Grade 91 Fossil Power Components, https://www.researchgate.net/publication/239402195_Fabrication_Construction_and_Operation_Problems_for_Grade_91_Fossil_Power_Components
- Fabrication of Grade 91/92 Tubes | PDF | Heat Treating | Strength Of Materials – Scribd, https://www.scribd.com/presentation/323996206/Gr9192-Forming-Reqt-Mr-RaviKumar-Worked
- 2025 ASME Boiler & Pressure Vessel Code, https://dl.gasplus.ir/standard-ha/Standard-ASME/ASME%20BPVC%20Sec%20I%202025-GasPlus.ir.pdf
- Use of 9Cr-1Mo-V (Grade 91) Steel in the Oil Refining and Petrochemical Industries, https://eballotprodstorage.blob.core.windows.net/eballotscontainer/API%20TR%20938-B_2n%20ed.%20draft%20_Rev.13.pdf
- Investigation Of Weld Repair Without Post-Weld Heat Treatment For P91 – TWI, https://www.twi-global.com/technical-knowledge/published-papers/investigation-of-weld-repair-without-post-weld-heat-treatment-for-p91
- Heat Treatment and Forming Strain Guidelines | PDF – Scribd, https://www.scribd.com/document/935191977/ASME-Sec-I-2025-76
- ASME Sec-I PG-20.1.1 PFHT Requirements for Hot-Finished Tubes Explained – Industrial Monitor Direct, https://industrialmonitordirect.com/blogs/knowledgebase/asme-sec-i-pg-2011-pfht-requirements-for-hot-finished-tubes-explained
- ASME Standards Technology, LLC REQUEST FOR PROPOSALS RFP No. 24-02, https://www.asme.org/wwwasmeorg/media/codes-standards/stllc/stllc-0181-rfp-24-02.pdf
- ASME-B31.1.pdf – Future Energy Steel, https://energy-steel.com/wp-content/uploads/2025/03/ASME-B31.1.pdf
- Boiler Repair and Heat Treatment Guidelines | PDF | Heat Treating …, https://www.scribd.com/document/935191966/ASME-Sec-I-2025-77
- 針對符合ASME B31.1 (2026年版持續沿用) 規範:探討ASTM A335, https://yz-pipe-bending.com.tw/%E9%87%9D%E5%B0%8D%E7%AC%A6%E5%90%88-asme-b31-1-2026%E5%B9%B4%E7%89%88%E6%8C%81%E7%BA%8C%E6%B2%BF%E7%94%A8-%E8%A6%8F%E7%AF%84%EF%BC%9A%E6%8E%A2%E8%A8%8E-astm-a335-p91-xxs-%E7%89%B9%E5%8E%9A%E7%AE%A1/
- ASME B31.1 Power Piping 2018 Changes – Bradley Sawler, https://www.bradleysawler.com/engineering/asme-b31-1-power-piping-2018-changes/
- P91 Normalization and Tempering Guide | PDF | Heat Treating | Steel – Scribd, https://www.scribd.com/document/323997387/Normalization-and-Temper-Heat-Treatment-on-P91
- ASME PWHT Requirements Overview | PDF | Pipe (Fluid Conveyance) | Heat Treating, https://www.scribd.com/document/888388707/ASME-B31-PWHT
- NPS 2.5~5_160S P91 3D/5D管線冷成型工法、應變極限分析與, https://yz-pipe-bending.com.tw/nps-2-55_160s-p91-3d-5d%E7%AE%A1%E7%B7%9A%E5%86%B7%E6%88%90%E5%9E%8B%E5%B7%A5%E6%B3%95%E3%80%81%E6%87%89%E8%AE%8A%E6%A5%B5%E9%99%90%E5%88%86%E6%9E%90%E8%88%87%E7%86%B1%E8%99%95%E7%90%86/