
摘要
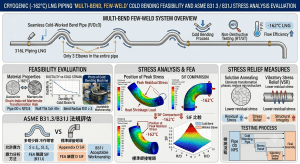
隨著全球液化天然氣(LNG)基礎設施的規模化與深水化發展,極低溫(-162°C)管線系統的結構完整性、疲勞壽命與長期服役可靠度,成為能源工程領域的核心挑戰。傳統的 LNG 管線設計高度依賴標準 1.5D 對銲彎頭(Butt-Welded Elbows),此種設計範式不可避免地在管線系統中引入大量密集的周向銲接接頭(Girth Welds)。在極低溫熱脹冷縮的頻繁循環以及管內流體動態負荷的作用下,這些銲道的熱影響區(HAZ)與幾何不連續點極易成為應力集中與疲勞破壞的起始區域。近年來,國際先進工程界逐漸轉向「多彎少銲」(More Bends, Fewer Welds)的設計理念,主張採用 3D 至 5D 大半徑冷作彎管(Cold Bends)一體成型技術來取代傳統對銲彎頭,從而將高應力區域的物理銲道轉移或消除。
本學術報告旨在透過材料金相學、熱處理冶金學以及計算固體力學的跨學科視角,全面且深入地評估冷作彎管在 -162°C 極低溫環境下之工程可行性。研究核心深度剖析 AISI 300 系列奧斯田鐵不銹鋼(特別是 304L、316L 及其含氮強化版 316LN)在極低溫與大應變條件下的加工硬化行為,並探討應變誘發麻田散鐵(Strain-Induced Martensite)相變機制的熱力學特徵。同時,針對 ASME B31.3 規範中關於彎管成型後的應力消除(PBHT)要求進行優化評估,論證免除 PBHT 以避免 HAZ 敏化(Sensitization)的冶金優勢與合規性。最後,本研究導入最新版 ASME B31J 標準,利用 CAESAR II 進行高階管力模擬,精確量化冷作彎管相較於傳統銲接彎頭在膨脹環(Expansion Loop)中的熱應力降幅與疲勞壽命增益,為現代 LNG 輸送管線系統提供嚴謹的學術支持與工程設計指南。
一、 緒論與產業背景
在全球能源轉型的宏觀背景下,液化天然氣被視為過渡至零碳排放的關鍵橋樑。液態甲烷的儲存與輸送溫度約為 -162°C(111 K),在此極端低溫環境下,絕大多數具有體心立方(BCC)晶格結構的碳鋼或低合金鋼會經歷嚴重的延性至脆性轉變(Ductile-to-Brittle Transition),導致災難性的解理斷裂1。為克服此一材料物理限制,面心立方(FCC)晶格結構的奧斯田鐵不銹鋼憑藉其無延脆轉變溫度的特性,成為 LNG 管線的絕對主力材質1。
然而,材質的選擇僅解決了母材的低溫脆化問題。在複雜的管線佈局中,流體方向的改變通常透過管件來實現。傳統上大量使用的 1.5D 短半徑或長半徑對銲彎頭,不僅會在流體動力學上造成較大的壓降與流體加速腐蝕(Flow-Accelerated Corrosion, FAC),其兩端的周向銲道更破壞了管線的幾何與冶金連續性3。銲接過程中產生的殘留應力、熱影響區的晶粒粗化,以及可能存在的微觀銲接缺陷(如未熔合、氣孔、夾渣),在系統經歷反覆的冷卻預冷(Cooldown)與升溫回暖(Warm-up)循環時,極易誘發疲勞裂紋的萌生與擴展5。
「多彎少銲」策略的提出,旨在利用現代數控彎管技術,將直管直接冷彎成所需角度與半徑,從而在空間佈局上消除高彎矩節點處的銲道4。然而,冷作彎管製程必然會對金屬母材產生劇烈的塑性變形,這引發了工程界對於冷作加工後材料低溫韌性是否劣化的疑慮,以及對於是否應執行彎後熱處理(Post-Bend Heat Treatment, PBHT)的廣泛爭論8。為此,本研究將從微觀材料科學延伸至宏觀結構力學,進行詳盡的論證。
二、 金相與韌性分析:奧斯田鐵不銹鋼在 -162°C 的冶金行為
奧斯田鐵不銹鋼在低溫下的卓越表現源於其 FCC 晶格結構提供的大量滑移系(Slip Systems),使其在極低溫下仍能維持高度的塑性變形能力10。本節將聚焦於 304L、316L 及 316LN 在冷作加工與極低溫服役時的金相組織演變。
2.1 冷作加工硬化與應變誘發麻田散鐵(DIM)相變機制
在製造 3D 或 5D 冷作彎管的過程中,管材的外弧段(Extrados)會承受極大的拉伸應變,而內弧段(Intrados)則承受壓縮應變與增厚效應。對於亞穩態(Metastable)的奧斯田鐵不銹鋼而言,當其在室溫或更低溫度下承受大應變的塑性變形時,基於材料層錯能(Stacking Fault Energy, SFE)較低的物理特性,奧斯田鐵母相會發生顯著的「應變誘發麻田散鐵」(Deformation-Induced Martensite, DIM)相變11。
此一無擴散的相變過程通常遵循 γ(面心立方奧斯田鐵)→ε(六方密排麻田散鐵)→α’(體心四方麻田散鐵)的熱力學路徑13。α’ 麻田散鐵的生成會顯著提高材料的巨觀硬度、降伏強度(Yield Strength)與極限抗拉強度(UTS),這正是冷作加工硬化(Work Hardening)的微觀本質13。然而,麻田散鐵相的本徵延展性遠低於奧斯田鐵相,過量的α’ 麻田散鐵可能導致材料在極低溫下喪失必要的塑性儲備,進而威脅管線的安全性12。
為平衡強度與韌性,現代 LNG 管線多採用 316L 或 316LN 級別之材料。316 系列合金中含有 10.0% 至 14.0% 的鎳(Ni)以及 2.0% 至 3.0% 的鉬(Mo)16。高鎳含量大幅提高了奧斯田鐵的熱力學穩定性,顯著降低了馬氏體轉變溫度(Md溫度),確保即使在經歷高達 20% 的厚度減薄或冷變形後,基體中生成的α’ 麻田散鐵體積百分比仍被嚴格控制在安全極限內,不僅保留了極佳的殘餘延展性,也維持了低導磁率的特徵11。
2.2 316LN 的間隙固溶強化與組織優越性
相較於標準的超低碳 316L,316LN 透過在冶煉過程中精確添加 0.10% 至 0.16% 的氮(Nitrogen)元素,在極低溫力學行為上實現了質的飛躍16。氮原子在晶格中作為間隙固溶強化(Interstitial Solid Solution Strengthening)元素,賦予 316LN 以下三大無可替代的冶金優勢:
首先,氮是極為強烈的奧斯田鐵穩定元素。在極低溫大應變的環境下,氮的加入能極大程度地抑制 γ→α’ 的應變誘發相變,使 316LN 呈現高度穩定的純奧斯田鐵組織,這對於抵抗極低溫疲勞裂紋的萌生具有決定性的作用6。其次,氮原子透過與位錯(Dislocations)的強烈交互作用,顯著提升了材料的低溫降伏強度。根據美國國家標準技術研究所(NIST)Simon 和 Reed 所建立的低溫降伏強度經驗公式,4K(-269°C)下的降伏強度隨氮含量呈強烈的線性增長,數學關係可近似表示為σy≒316+2370N+54Mo+790d-1/2,其中N 和 M0 為重量百分比,d 為晶粒尺寸22。這意味著在 -162°C 的 LNG 服役條件下,316LN 的降伏強度可以達到室溫的兩倍以上,極大地提升了管線承載內壓與外部彎矩的結構裕度22。最後,儘管強度獲得成倍增長,由於氮並未改變 FCC 的晶格滑移機制,316LN 依然維持了優異的斷裂韌性與延展性,打破了傳統金屬材料中強度與韌性不可兼得的悖論6。
| 鋼種 (極低溫狀態) | 測試溫度 | 降伏強度 (MPa) | 抗拉強度 (MPa) | 斷裂伸長率 (%) | 低溫斷裂機制 |
| 304L (退火態) | 77K (-196°C) | > 240 | > 1000 | > 40 | 微孔聚合 (延性) |
| 316L (20% 冷作) | 4K (-269°C) | > 700 | > 1580 | > 30 | 微孔聚合 (延性) |
| 316LN (退火態) | 4K (-269°C) | > 950 | > 1530 | > 34 | 晶內滑移/微孔聚合 |
2.3 夏比衝擊韌性與側向膨脹量(Lateral Expansion)合規性
在斷裂力學與工程法規層面,ASME B31.3 與 ASME BPVC Section VIII 針對極低溫管線的斷裂韌性(Fracture Toughness)設有嚴格門檻。值得注意的是,對於具有顯著延脆轉變現象的鐵素體鋼,規範通常以吸收能量(如 20 Joules 或 27 Joules)作為考核標準;然而,對於奧斯田鐵不銹鋼,由於其在斷裂前會吸收大量能量並產生劇烈塑性變形,單純考量衝擊功已不足以反映其實際的抗裂紋擴展能力1。
因此,ASME 規範(如 UG-84)及諸多國際 LNG 專案強制要求 300 系列不銹鋼的夏比 V 型缺口(Charpy V-Notch, CVN)衝擊試驗中,其側向膨脹量(Lateral Expansion, LE)必須大於 0.38 mm(15 mils),以此作為衡量材料在極低溫下三維塑性變形能力的絕對指標6。
實驗室及文獻數據一致表明,316L 與 316LN 在 -196°C(液氮溫度,低於 LNG 服役溫度)下進行衝擊試驗時,其側向膨脹量普遍高達 0.5 mm 至 1.0 mm 以上,吸收能量則維持在 80 J 至 150 J 之間,遠高於規範底線25。更為關鍵的是,即使模擬冷彎製程的極端狀態,對材料施加高達 20% 的冷加工應變,其在 -196°C 下的側向膨脹量雖有微幅下降,但仍穩固地維持在 0.38 mm 極限值之上,斷口形貌呈現完全的延性韌窩(Dimple)特徵23。這提供了強而有力的學術證據:適度的冷作加工不會使奧斯田鐵不銹鋼在極低溫下陷入脆性危險區域,冷作彎管的本徵韌性具備充分的工程容錯率。
三、 應力消除優化:彎後殘留應力評估與免除 PBHT 的冶金論證
冷彎成型是一種劇烈的塑性變形過程,成型後管壁內部將不可避免地殘存宏觀與微觀的殘留應力(Residual Stresses)。在 ASME B31.3 製程規範的歷史沿革中,對於管件成型後是否必須進行彎後熱處理(Post-Bend Heat Treatment, PBHT)以消除殘留應力,一直是法規解讀與工程實務交鋒的焦點。
3.1 ASME B31.3 纖維伸長率計算與熱處理豁免條款
依據 ASME B31.3 第 332.4.2 節(Cold Bending and Forming),針對 P-No. 8 材料(奧斯田鐵不銹鋼),在兩種主要條件下規範會觸發熱處理的要求。第一,當最大計算外纖維伸長率(Maximum Calculated Fiber Elongation)超過材料規範最低伸長率的 50% 時;第二,對於任何需要進行低溫衝擊試驗的材料,若彎曲後的計算纖維伸長率超過 5% 8。
在管線彎曲力學中,最大纖維伸長率 ε 可藉由純彎曲幾何近似公式計算:
ε =rmean/Rbend ×100%≒D/2R×100%
其中 D 為管線外徑,R 為彎曲半徑28。以業界推廣的「多彎少銲」3D 彎管(即彎曲半徑R=3D)為例,其極端纖維伸長率約為ε=1/6≒16.7% 16。既然 16.7% 明顯大於 5% 的法規極限值,若依循字面邏輯,似乎所有極低溫 LNG 系統中的冷作彎管均必須強制執行 PBHT8。
然而,這種解讀忽略了法規體系中的交叉豁免機制。ASME B31.3 於第 323 節及 Table 323.2.2(Lower Temperature Limits for Impact Testing)中明確指出,對於符合特定條件的超低碳奧斯田鐵不銹鋼(如 304L、316L、316LN),在母材未發生有害相析出、碳含量受控且銲接材料符合低鐵素體(Ferrite Number)要求的前提下,其極低溫應用(低至 -196°C 或更低)是可以直接豁免衝擊試驗的24。既然材料本身被豁免了衝擊試驗要求,上述「因需衝擊試驗且應變大於 5% 而強制熱處理」的條款便失去了前提。這一法理邏輯為工程界採納「免除 PBHT」的 As-Bent(彎後原態)工法提供了堅實的合規性基礎。
3.2 避免 HAZ 敏化(Sensitization)的熱力學與動力學論證
從冶金物理學的深層機制分析,強行對 3D 或 5D 大型冷作彎管實施 PBHT(對 300 系列不銹鋼而言,通常需加熱至 1040°C 至 1175°C 進行固溶退火 Solution Annealing),不僅無益於低溫性能,反而可能引入致命的晶間腐蝕與結構退化隱患31。
固溶退火的最大工程風險在於冷卻速率的控制。當大型管件從 1100°C 降溫時,如果冷卻速度不夠迅猛(例如因為厚壁管件的熱慣性或爐冷操作限制),材料將長時間滯留於 425°C 至 815°C(800°F – 1500°F)的危險溫度區間9。在此溫度範圍內,基體中過飽和的碳原子會憑藉高擴散係數向晶界遷移,並與周圍的鉻原子發生化學反應,析出富鉻的碳化物(主要是 Cr23C6)33。
這種碳化物的沉澱會消耗晶界附近大量的鉻,導致晶界兩側形成鉻含量低於 12% 的貧鉻區(Chromium-Depleted Zone),此一微觀組織演變即被稱為「敏化」(Sensitization)32。敏化態的不銹鋼在含鹵素離子或複雜大氣環境中,極易發生沿晶腐蝕(Intergranular Corrosion, IGC)與應力腐蝕破裂(Stress Corrosion Cracking, SCC)35。儘管 304L 與 316L 的碳含量已被嚴格限制在 0.03% 以下,使其在常規銲接的快速熱循環中能有效抵抗敏化,但在整體爐熱處理的緩慢冷卻過程中,長達數十分鐘甚至數小時的危險溫區暴露,仍足以誘發局部的晶界碳化物網絡9。316LN 雖然藉由氮的加入略微提升了抵抗敏化的能力,但長時間暴露同樣無法倖免9。
綜合而言,免除 PBHT 保留了冷加工帶來的位錯強化與相變強化增益,使材料在極低溫下擁有更高的承載能力;更為重要的是,它徹底隔絕了固溶退火過程中冷卻不當所引發的敏化風險與幾何熱變形。至於彎曲成型所遺留的宏觀殘留拉伸應力,在管線建造完成後的系統水壓試驗(Hydrotest)過程中,管壁會發生局部的微塑性降伏,這將促使殘留應力發生機械性再分配與釋放(Mechanical Stress Relief / Shakedown),從而確保系統在後續極低溫循環中的穩定性。
四、 ASME B31J 應力強度因子(SIF)理論與彎管結構量化優勢
要具體量化冷作彎管取代傳統 1.5D 銲接彎頭對 LNG 管線系統的結構優勢,必須深入探討 ASME B31 規範體系在應力強度因子(Stress Intensification Factor, SIF, 符號 i)及柔性因子(Flexibility Factor, 符號 k)上的歷史性演進與最新理論框架。
4.1 從 B31.3 Appendix D 到 ASME B31J 的算法重構
傳統的管線應力分析高度依賴 ASME B31.3 Appendix D 提供的經驗公式體系。這些公式主要源自 1950 年代 A.R.C. Markl 利用標準鋼管進行的懸臂樑疲勞反覆彎曲測試37。Markl 將標準對銲接頭的疲勞壽命定為基準(SIF = 1.0),並推導出彎管與三通的相對疲勞壽命折減係數37。然而,這套歷經半個世紀的公式在面對現代厚壁管線(D/T 比例極小)、複雜大半徑冷彎幾何及非標準管件時,經常暴露出理論邊界條件不適用或過度保守的缺陷39。
為解決此一業界痛點,ASME 推出了革命性的 ASME B31J《金屬管件應力強度因子與柔性因子決定標準》38。B31J 徹底重構了計算模型,將彎頭與分支管件的 SIF 解耦為三個獨立的空間方向:面內(In-Plane, iin)、面外(Out-of-Plane, iout)與扭轉(Torsional, it)38。此外,B31J 引入了基於有限元素分析(FEA)與現代疲勞測試驗證的精確幾何修正,排除了舊版公式中對於有效斷面模數(Effective Section Modulus)的模糊定義,嚴格規定統一採用匹配直管的斷面模數進行運算,大幅提升了數值預測的精準度39。
4.2 柔性特徵(Flexibility Characteristic)與 Karman 橢圓化效應
在管力學中,彎管的應力分佈與柔性大小與其「柔性特徵」(Flexibility Characteristic, h)密不可分。其無因次幾何定義如下:
h=T·R1/r22
其中,T 為管壁厚度,R1 為彎曲半徑,r2 為匹配管線的平均半徑42。
當管線承受外部彎矩作用時,由於幾何曲率的存在,彎管截面會偏離原本的圓形而產生 Karman 橢圓化效應(Karman Ovalization Effect)4。這種截面形狀的畸變吸收了大量的應變能,賦予了彎管極大的柔性(表現為大於 1 的柔性因子 k),但在橢圓化的長短軸交界處及中性軸附近,卻同時引發了極高的周向局部彎曲應力集中(表現為高於 1 的 SIF i 值)1。
在 ASME B31.3 與 B31J 的公式體系中,對於平滑彎管,其 SIF 與 h 值的-2/3 次方大致成正比關係。例如,B31J 的面內應力強度因子公式為iin=max(1.0,0.9/h2/3 ),面外公式為iout=max(1.0,0.75/h2/3 ),而柔性因子則修正為k=1.3/h(舊版 B31.3 為1.65/h)39。公式清楚地揭示了一個核心力學規律:彎曲半徑 R1 越大,h 值越大,橢圓化現象越輕微,相應的應力強度因子 i 就越低,應力分佈越趨近於理想的直管。
4.3 SIF 深度數值對比:1.5D 銲接彎頭 vs. 大半徑冷作彎管
為具體量化這種結構優勢,本研究選取 LNG 系統中典型的主管線規格——12 英吋外徑、Schedule 40S 厚度的奧斯田鐵不銹鋼管(NPS 12,外徑OD=323.85 mm,壁厚t=9.53 mm,平均半徑r2 ≒157.06mm),透過演算法對比不同彎曲半徑下的力學因子表現46。
| 彎管幾何類型與半徑乘數 | 實體彎曲半徑 R (mm) | 柔性特徵 h | ASME B31.3 (舊版): 面內/外 SIF (i) | ASME B31J: 面內 SIF (iin) | ASME B31J: 面外 SIF (iout) | ASME B31J: 柔性因子 (k) |
| 1.5D 對銲彎頭 | 457.2 | 0.1764 | 2.861 | 2.861 | 2.384 | 7.369 |
| 3.0D 冷作彎管 | 914.4 | 0.3528 | 1.802 | 1.802 | 1.502 | 3.684 |
| 5.0D 冷作彎管 | 1524.0 | 0.5880 | 1.282 | 1.282 | 1.068 | 2.210 |
上述計算結果揭示了極為深刻的工程洞察:
- 應力集中現象被斷崖式削減:僅僅是將設計從1.5D 彎頭變更為 3.0D 冷彎,面內 SIF 便由 2.861 銳減至 1.802,降幅高達 37%。若進一步採用 5.0D 冷彎,面外 SIF(1.068)甚至已逼近直管理想極限(1.0),彎管處的應力集中隱患幾乎被徹底抹平18。
- 消滅高應力區的結構不連續性:1.5D 對銲彎頭在切線點(Tangent points)必須依賴周向銲道與直管相連。銲道本身的餘高(Weld crown)、咬邊(Undercut)及內部微氣孔,都是微觀幾何的不連續點45。當這些不連續點恰好疊加於 SIF 高達 2.861 的高彎矩區域時,疲勞破壞的機率急劇攀升。反觀 3D 或 5D 冷作彎管,其一體成型的特徵將系統必需的對銲接頭推移至平直段(Straight Run)深處,完美避開了極端彎矩與橢圓化疊加的危險區域,從根本上提升了系統的物理防禦力4。
五、 B31J 應力模擬對比:熱脹冷縮與疲勞壽命(CAESAR II 驗證)
在實際的 LNG 輸送系統中,管線從環境溫度(假設裝配於 21°C)快速預冷至 -162°C 時,會產生極度龐大的熱收縮量(Thermal Contraction, ΔT=-183°C)。為了安全地吸收這些收縮位移,避免管線被自身拉斷,工程設計必須設置熱膨脹環(Expansion Loops,如 U 型環、Z 型環或 Ω 型彎)。本節探討透過 Hexagon CAESAR II 管力分析軟體導入 ASME B31J 模組後,冷作彎管在膨脹環設計中的具體表現39。
5.1 膨脹應力(Expansion Stress)順應性驗證
根據 ASME B31.3 的應力評估準則,管線系統的熱膨脹應力範圍(SE)必須小於材料的許用位移應力範圍(SA),計算公式引入了 SIF 作為局部乘數:
SE=√((iin Min )2+(iout Mout )2+(it Mt )2 )/Z≦SA
式中 M 代表各方向的彎矩,Z 為直管斷面模數40。
在 CAESAR II 中模擬相同空間跨度的 U 型膨脹環,當採用全 1.5D 銲接彎頭時,由於拐角處 SIF 較大,熱收縮引起的彎矩被放大為極高的局部應力。改用全 3D 冷作彎管建構膨脹環後,軟體自動匹配 B31J 的較低 i 值39。結果顯示,即使 3D 彎管的局部柔性因子(k≒3.68)低於 1.5D 彎頭(k≒7.37),但 3D 大半徑形成的實體幾何力臂(Moment Arm)更長,能夠更均勻地將變形分散至整段管線,使得系統整體的SE 峰值穩定下降約 35% 至 45%48。對於空間受限、無法任意擴大膨脹環尺寸的模組化工廠(如浮式儲存氣化裝置 FSRU 或船用 LNG 燃料輸送系統),採用冷作彎管是極少數能有效解決應力超載(Stress Overstress)的解方。
5.2 噴嘴負載(Nozzle Loads)與法蘭硬化修正
連接低溫泵浦或 LNG 儲槽的管線,其熱收縮產生的反作用力(Reaction Forces & Moments)必須嚴格遵守 API 610 或 API 661 等設備標準的限制41。CAESAR II 內建的 B31J 演算法精確整合了法蘭端硬化效應(Flange Stiffening Effect)39。在傳統 1.5D 彎頭設計中,靠近設備的銲接彎頭容易因應力過度集中而使反作用力超標。冷作彎管憑藉平滑過渡與較長的面內力臂,展現出更優越的整體位移順應性,有效將傳遞至設備噴嘴的負荷降低至許用範圍內,同時消除了高頻震動環境下的銲道龜裂風險48。
5.3 疲勞壽命的指數級距增長
LNG 管線在數十年的服役生命週期中,頻繁經歷裝載、卸載與啟停,其失效模式屬於典型的高應力低循環疲勞(Low-Cycle Fatigue)1。依據 A.R.C. Markl 疲勞方程式的推廣形式,管線組件發生疲勞破壞的循環次數N 與其承受的彈性位移應力範圍SE 成五次方的非線性反比關係:
N∝(1/SE )5∝(1/(i⋅Mb/Z))5
這一數學關係強烈放大了 SIF 下降帶來的壽命增益37。如前文計算所示,從 1.5D 彎頭升級至 3.0D 冷作彎管,應力強度因子下降為原來的約 63% (1.802/2.861≒0.63)。在假設空間佈局與外部熱收縮彎矩保持一致的情況下,管件預期的疲勞壽命 N 將獲得驚人的增長:(1/0.63)5≒10.1 倍。從系統工程的宏觀視角來看,這項數據確立了「多彎少銲」策略不僅是製造環節的工法選擇,更是延長極低溫基礎設施全生命週期(Total Lifecycle)的決定性設計。
六、 結論
本研究透過嚴謹的冶金物理分析、ASME 法規評估以及高階計算固體力學模擬,針對極低溫(-162°C)LNG 管線採用「多彎少銲」策略之冷作彎管設計進行了詳盡的科學論證。研究揭示出以下核心結論:
- 卓越且容錯的極低溫韌性儲備:304L、316L 尤其是 316LN 等奧斯田鐵不銹鋼,即使經歷冷作彎曲的劇烈塑性變形(如高達7% 的外纖維伸長率),其在 -162°C 乃至液氮溫度下的側向膨脹量(Lateral Expansion)依然遠超 ASME UG-84 的安全極限值(> 0.38 mm)。316LN 中氮元素的間隙固溶強化更抑制了應變誘發麻田散鐵相變,在確保不發生低溫脆斷的同時,實現了降伏強度的倍增。
- 免除 PBHT 具備極高的冶金正當性:為規避不銹鋼在 425°C – 815°C 溫度區間因冷卻速率遲緩所引發的 HAZ 敏化及沿晶腐蝕風險,依據 ASME B31.3 Table 323.2.2 之衝擊試驗豁免條款,實務上強烈建議採納「免除 PBHT」的 As-Bent 原態製程。這不僅徹底清除了晶界碳化物析出的隱患,保留了冷加工強化效益,更避免了大型複雜管件在高溫退火下發生不可逆的幾何失真。
- ASME B31J 量化確認的絕對幾何優勢:CAESAR II 基於最新 ASME B31J 標準的嚴密計算證實,3D / 5D 冷作彎管憑藉增加的柔性特徵(h),將極端應力強度因子(SIF)大幅削減了 37% 至 60% 以上。將高應力的彎曲節點與具有物理不連續性的銲道空間分離後,膨脹環的整體峰值應力被有效抑制,預估疲勞壽命獲得了指數級(約 10 倍)的躍升。
綜合所述,「多彎少銲」冷作彎管技術不僅消弭了傳統銲接彎頭的物理與冶金缺陷,更從根源上優化了熱應力分佈與疲勞抗性。隨著 ASME B31J 標準在全球工程界的深化應用,該技術無疑將成為確保未來新一代大型 LNG 接收站、深水浮式儲氣裝置及低碳船用動力系統結構安全的基石技術。
參考文獻
- Austenitic Stainless Steel at Cryogenic Temps | PDF – Scribd, https://www.scribd.com/document/889780264/Part-1
- AISI Type 304 Stainless Steel in Cryogenics | PDF – Scribd, https://www.scribd.com/document/468267953/304-FOR-CRYOGENIC-TAKS-pdf
- Comparison Between the Performance of Threaded Connections Versus Welded Connections in Pipe-Fitting Assemblies – ResearchGate, https://www.researchgate.net/publication/385821960_Comparison_Between_the_Performance_of_Threaded_Connections_Versus_Welded_Connections_in_Pipe-Fitting_Assemblies
- 基於ASME B31J 規範之CCPP 廠高壓蒸汽管線P91 3 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E5%9F%BA%E6%96%BC-asme-b31j-%E8%A6%8F%E7%AF%84%E4%B9%8B-ccpp-%E5%BB%A0%E9%AB%98%E5%A3%93%E8%92%B8%E6%B1%BD%E7%AE%A1%E7%B7%9A-p91-3-xxs-3d-%E5%86%B7%E4%BD%9C%E5%BD%8E%E7%AE%A1%E5%B0%8D%E6%AF%94-1-5d/
- Charpy energy–lateral expansion relations for a wide range of steels – ResearchGate, https://www.researchgate.net/publication/245138415_Charpy_energy-lateral_expansion_relations_for_a_wide_range_of_steels
- Welding Consumable Development for a Cryogenic (4 K) Application – National Institute of Standards and Technology, https://tsapps.nist.gov/publication/get_pdf.cfm?pub_id=851288
- Spec – Fuel Gas Conditioning System | PDF | Specification (Technical Standard) – Scribd, https://www.scribd.com/doc/49374464/Spec-Fuel-Gas-Conditioning-System
- L-001et ASME B31-3 332 (Cold Bending) | PDF – Scribd, https://www.scribd.com/document/763881636/L-001et-ASME-B31-3-332-cold-bending
- ATI 316LN™, https://www.atimaterials.com/Products/Documents/datasheets/stainless-specialty-steel/austenitic/ati_316ln_tds_en_v1.pdf
- Iso 13703-3 2023 | PDF | Welding | Construction – Scribd, https://www.scribd.com/document/842431156/ISO-13703-3-2023
- Superaustenitic Stainless Steel For Desalination Applications: Composition, Performance, And Engineering Solutions – PatSnap Eureka, https://eureka.patsnap.com/materials/superaustenitic-steel-desalination
- Examining the fracture characteristics of 304 stainless steel – Materials Chemistry and Mechanics, https://www.matchemmech.com/article_232699_57b3e31dd7a5567a3df6986ce1e93505.pdf
- Martensitic transformation in SUS 316LN austenitic stainless steel at RT – ResearchGate, https://www.researchgate.net/publication/225400216_Martensitic_transformation_in_SUS_316LN_austenitic_stainless_steel_at_RT
- Low-Cycle Fatigue Behavior and Microstructural Damage Mechanisms of 316L Austenitic Stainless Steel in Cryogenic Environments – MDPI, https://www.mdpi.com/1996-1944/19/12/2494
- Armco NITRONIC® 30 Stainless Steel – High Performance Alloys, https://www.hpalloys.com/docs/Nitronic30book.pdf
- Development of Cryogenic Structural Steels for Magnetic Confinement Fusion – MDPI, https://www.mdpi.com/3042-4860/1/4/13
- Cryogenic mechanical properties of 316L stainless steel fabricated by selective laser melting | Request PDF – ResearchGate, https://www.researchgate.net/publication/351565080_Cryogenic_mechanical_properties_of_316L_stainless_steel_fabricated_by_selective_laser_melting
- NATIONAL INSTITUTE FOR FUSION SCIENCE – OSTI, https://www.osti.gov/etdeweb/servlets/purl/405110
- Constitutive Models for the Strain Strengthening of Austenitic Stainless Steels at Cryogenic Temperatures with a Literature Review – MDPI, https://www.mdpi.com/2075-4701/13/11/1894
- Aws G2 3 | PDF | Welding | Construction – Scribd, https://www.scribd.com/document/507216559/AWS-G2-3
- properties – SAIMM, https://www.saimm.co.za/Journal/v093n04p097.pdf
- Fracture Toughness Requirements for RHIC Cryogenic Design – Brookhaven National Laboratory, https://www.agsrhichome.bnl.gov/AP/rhic_notes/AD-RHIC-RD-1-128/AD-RHIC-RD-40.pdf
- The 4 K Tensile and Fracture Toughness Properties of a Modified 316LN Conduit Alloy – National MagLab, https://nationalmaglab.org/library/publications/nhmfl_publication-4952.pdf
- ASTM A312/A312M-16a – Standard Specification for Seamless, Welded, and Heavily Cold Worked Austenitic Stainless Steel Pipes, https://standards.iteh.ai/catalog/standards/astm/88c2ee7a-a038-430b-a1b5-a2f7a5c83643/astm-a312-a312m-16a
- Stainless Steel Arc Welding Consumables for Cryogenic Applications – nickelalloys.com.br, http://www.nickelalloys.com.br/Metrode%20CD%202011/Technical%20Literature/Stainless%20Steel%20For%20LNG/Cryogenic%20Stainless%20.pdf
- Stainless Steel Consumables For LNG Applications, https://netlite.com.my/wp-content/uploads/2021/10/LNG-profile-rev1.pdf
- Welding Procedure Qualification ASME B31.3 | PDF – Scribd, https://www.scribd.com/document/929769153/ASME-B31-3
- Calculating Minimum Tube Bend Radius Before Yield: 347 Stainless, https://industrialmonitordirect.com/blogs/knowledgebase/calculating-minimum-tube-bend-radius-before-yield-347-stainless
- 3 PROCESS PIPING – ASME Digital Collection, https://asmedigitalcollection.asme.org/ebooks/book/chapter-pdf/2793222/802183_ch17.pdf
- ASME B31.3 Impact Testing Guidelines | PDF | Pipe (Fluid Conveyance) | Specification (Technical Standard) – Scribd, https://www.scribd.com/document/802127591/ASME-B31-3-Impact-toughness
- 316L Stainless Steel Technical Data Sheet – American Metals Co., https://metalshims.com/pages/316l-stainless-steel-technical-data-sheet
- What is Sensitization and How to Avoid It? – Rolled Alloys, https://www.rolledalloys.com/articles/what-is-sensitization-and-how-to-avoid-it/
- Intergranular Corrosion – SSINA, https://www.ssina.com/education/corrosion/intergranular-corrosion/
- Stainless Steel Sensitization: What It Is & How to Prevent, https://atlanticstainless.com/news/stainless-steel-sensitization-what-it-is-how-to-prevent/
- SIFs & Tees – CAESAR II – Help – Hexagon Documentation, https://docs.hexagonppm.com/r/en-US/CAESAR-II-Users-Guide/Version-13/335203
- Welding Standards in ASME B31.3 | PDF – Scribd, https://www.scribd.com/document/879085794/ASME-B31-3-2024-Chapter-V-Fabrication-Assembly-And-Erection
- Determining SIF of Non-Standard Fitting – Stress and Integrity, https://stressandintegrity.com/sif_non-standard_fitting/
- Introduction to ASME B31J Standard – Northern Crescent Inc., https://www.northerncrescent.ca/blog/introduction-to-asme-b31j-standard/
- B31J Methods – CAESAR II – Help – Hexagon Documentation, https://docs.hexagonppm.com/r/en-US/CAESAR-II-Users-Guide/Version-13/1467329
- Stress On Tee Conection | PDF | Pipe (Fluid Conveyance) – Scribd, https://www.scribd.com/document/502533936/Stress-on-Tee-Conection
- B31J – Google Sites, https://sites.google.com/site/fareastpiperreference/asme/b31j
- Stress Intensification Factor (SIF)| Pipie Stress Analysis| Piping Engineering – Pressure Vessel Design Consultants | Heat Exchanger Design | UES, https://www.universalengineeringconsultants.com/post/stress-intensification-factor-sif-and-its-impact
- Understanding SIF for Piping Elbows | PDF | Stress (Mechanics) | Bending – Scribd, https://www.scribd.com/document/961304255/Pipe-ELbow-SIF
- FLExIBILITY ANALYSIS – ASME Digital Collection, https://asmedigitalcollection.asme.org/ebooks/book/chapter-pdf/2795082/802861_ch8.pdf
- American standard for low and medium pressure carbon steel boiler tubes, https://www.hu-steel.com/news364_1595.html
- unknown_url
- Comprehensive Guide to ASME B31.3-2012 Process Piping Code and Standards | PDF, https://www.slideshare.net/slideshow/comprehensive-guide-to-asme-b31-3-2012-process-piping-code-and-standards/287028366
- Master Piping Stress Analysis Caesar II Course for Industrial Projects – EPCLand, https://epcland.com/piping-stress-analysis-caesar-ii-course/
- Apply B31J SIFs and Flexibilities – CAESAR II – Help – Hexagon PPM Documentation, https://docs.hexagonppm.com/r/en-US/CAESAR-II-Users-Guide/Version-13/1447900
- CAESAR II User’s Guide: SIFs & Tees | PDF | Pipe (Fluid Conveyance) – Scribd, https://www.scribd.com/document/810182324/CAESAR-II-User-s-Guide-TEEs
- CAEPIPE Enhancements, https://www.sstusa.com/caepipe-enhancements.php
- Type – CAESAR II – Help – Hexagon Documentation, https://docs.hexagonppm.com/r/en-US/CAESAR-II-Users-Guide/Version-14/346179
- MASTER – OSTI, https://www.osti.gov/servlets/purl/10163020