
一、摘要與研究背景
在全球能源需求攀升與減少溫室氣體排放的雙重驅力下,現代火力發電廠與核能電廠正朝向超臨界(Supercritical, SC)、超超臨界(Ultra-Supercritical, USC)乃至先進超超臨界(Advanced Ultra-Supercritical, A-USC)的系統演進。這些高效率發電系統的運作溫度(可高達 600°C 至 650°C)與壓力持續攀升,對高溫承載部件(如過熱器、再熱器、主蒸汽管線及集管)的材料潛變強度、抗氧化性以及熱疲勞抗性提出了極為嚴苛的要求1。
在此背景下,自 1970 年代末期由美國橡樹嶺國家實驗室(Oak Ridge National Laboratory, ORNL)所開發的改質 9Cr-1Mo-V-Nb 鋼(廣泛稱為 Grade 91 或 P91),因其卓越的熱物理與機械特性,已成為全球發電工業的核心標準材料1。相較於傳統的低合金鋼(如 P22),P91 鋼不僅具備優異的高溫潛變破斷強度,能大幅縮減承壓部件的管壁厚度(重量減輕達 60%),更因其較低的熱膨脹係數與較高的熱傳導率,展現出極佳的抗熱疲勞性能7。
然而,在複雜的電廠管線系統設計中,基於經濟性與局部服役環境的考量,無可避免地需要將 P91 鋼與其他異種材料(如服役於較低溫段的 2.25Cr-1Mo 低合金鋼,或服役於極高溫抗氧化段的 304H/316L 沃斯田鐵不銹鋼)進行連接,形成異種金屬銲接接頭(Dissimilar Metal Welds, DMWs)9。長期的服役經驗與失效分析顯示,這類異種鋼接頭往往是整個壓力邊界系統中最脆弱的環節。其失效時間通常遠低於任一母材的預期壽命,且破壞多發生在極其狹窄的熱影響區(HAZ)或熔合線(Fusion line)附近12。
導致異種鋼接頭提早失效(Premature failure)的核心機制中,「碳遷移」(Carbon Migration)與隨之引發的「界面脆化」(Interface Embrittlement)是最具破壞性的冶金退化現象。當銲接接頭兩側存在鉻(Cr)等碳化物形成元素的濃度差異時,在高溫銲後熱處理(Post-Weld Heat Treatment, PWHT)及長期服役期間,碳原子會受化學勢梯度驅動,跨越熔合線進行擴散。此微觀的擴散行為會引發巨觀的微觀組織劇變,包含脫碳軟化帶的形成、碳化物的局部密集析出、Laves 相的生長、殘留δ-肥粒鐵(Retained δ-ferrite)的穩定化,以及特殊晶界(Type II 晶界)的沿晶開裂14。
本研究報告將以學術論文的嚴謹架構,深度解析 P91 異種鋼接頭在採用鐵基銲材(如 ER90S-B9, ER90S-B3)與鎳基銲材(如 ERNiCr-3, ERNiCrMo-3)時,其高溫碳遷移的熱力學與動力學本質。同時,系統性地探討熔合線界面的微觀組織退化機制、潛變破壞行為,並評估隔離層(Buttering)技術與坡口幾何優化等先進工程防護策略,以期為提升新世代發電廠異種金屬接頭之結構完整性,提供深度的學理基礎與實務指引。
二、P91 異種鋼接頭之材料特性與冶金物理挑戰
異種金屬接頭的失效源於相鄰材料在化學成分、晶體結構與物理性質上的強烈不匹配。在探討微觀的碳遷移之前,必須先釐清宏觀材料特性的差異。
2.1 核心材料之化學成分與微觀結構特徵
P91 鋼的卓越性能並非僅源於其 9% 的鉻含量,而是奠基於對微量合金元素(V, Nb, N)的精確控制以及嚴格的熱處理工法5。標準的 P91 鋼需經過 1040-1150°C 的正常化(Normalizing)處理以完全溶解碳氮化物,隨後空冷形成高差排密度的未回火麻田散鐵(Untempered martensite),最後再施以高溫回火(Tempering),形成精細的「回火麻田散鐵(Tempered martensite)」基質。在基質內部與先驗沃斯田鐵晶界(Prior austenite grain boundaries, PAGBs)上,廣泛散佈著粗大的富鉻M23C6 碳化物與極細小的富釩、鈮 MX 型碳氮化物。這種多層次的微觀結構提供了卓越的潛變抗性與高溫強度1。
相比之下,低合金鋼(如 ASTM A335 P22)具備變韌鐵(Bainite)或波來鐵/肥粒鐵組織,其潛變強度與抗氧化能力顯著較低;而沃斯田鐵不銹鋼(如 304H/316L)則為面心立方(FCC)結構,含有約 18% 鉻與 8-12% 鎳,具有極佳的耐高溫腐蝕性與潛變強度,但無法經由熱處理硬化18。為了連接這些性質迥異的母材,工程上常引入鐵基或鎳基銲材。下表展示了 P91 異種鋼銲接系統中常見母材與銲材的化學成分與基礎物理性質對比。
| 材料名稱 | 分類 / 規格 | C (%) | Cr (%) | Ni (%) | Mo (%) | V/Nb (%) | 晶體結構 | 高溫熱膨脹係數 (μm/m·°C) |
| P91 | ASTM A335 (母材) | 0.08-0.12 | 8.0-9.5 | 0.4 max | 0.85-1.05 | V: 0.18-0.25
Nb: 0.06-0.10 |
BCC | ~12.6 |
| P22 | ASTM A335 (母材) | 0.05-0.15 | 1.9-2.6 | – | 0.87-1.13 | – | BCC | ~14.0 |
| 304H/316L | ASTM A312 (母材) | <0.08 | 16.0-18.0 | 8.0-14.0 | 2.0-3.0 (316) | – | FCC | 16.0-17.3 |
| ER90S-B9 | AWS A5.28 (銲材) | 0.07-0.13 | 8.0-10.5 | 0.8 max | 0.85-1.20 | V: 0.15-0.30
Nb: 0.02-0.10 |
BCC | ~12.5 |
| ER90S-B3 | AWS A5.28 (銲材) | 0.05-0.12 | 2.25-3.0 | – | 0.90-1.20 | – | BCC | ~14.0 |
| ERNiCr-3 | AWS A5.14 (Alloy 82) | 0.10 max | 18.0-22.0 | 67.0 min | – | Nb+Ta: 2.0-3.0 | FCC | ~13.3 |
| ERNiCrMo-3 | AWS A5.14 (Alloy 625) | 0.10 max | 20.0-23.0 | 58.0 min | 8.0-10.0 | Nb+Ta: 3.15-4.15 | FCC | ~13.0 |
表 1:P91 異種金屬銲接系統常見母材與銲材之化學成分及物理性質對比1。
2.2 熱膨脹不匹配與應力集中現象
除了微觀的成分差異,宏觀物理性質的懸殊同樣是接頭提早失效的關鍵驅動力。P91 鋼的熱膨脹係數(CTE)約為 12.6 μm/m·°C,而沃斯田鐵不銹鋼的 CTE 高達 16.0-17.3 μm/m·°C。在發電廠經歷高達 1000°F(約 538°C)以上的啟停熱循環時,不銹鋼側的熱膨脹量會比 P91 側高出約 28%18。
這種強烈的熱膨脹不匹配(Thermal expansion mismatch)會在熔合線周圍產生極為顯著的熱應力(Thermal stresses)。在柔性受限的管線系統或承插銲接頭(Socket weld joints)中,差異膨脹不僅會在銲接介面處引發周向應力集中(Hoop stress concentration),更會對接頭產生巨大的軸向載荷18。當這種循環的熱機械應力疊加上銲接殘留應力,並作用於因碳遷移而發生微觀脆化的界面時,會極大化地加速熱疲勞裂紋的萌生與潛變空洞的擴展,導致接頭在數萬小時內提早破裂24。使用鎳基銲材(CTE 約為 13.0-13.3 μm/m·°C)能作為良好的過渡緩衝帶,降低這種熱機械不匹配所帶來的損害11。
三、碳遷移行為之熱力學與動力學機制
碳遷移現象(達肯效應,Darken Effect)是異種金屬銲接中主導微觀組織演變的靈魂。傳統擴散理論常以濃度梯度(Concentration gradient)為驅動力(菲克第一定律),但在多成分的高溫合金系統中,這種假設會導致嚴重誤判。實際上,碳原子會進行「上坡擴散」(Uphill diffusion)——即從碳濃度較低的區域向碳濃度較高的區域遷移,只要該路徑能降低整體的碳化學勢(Chemical potential)14。
3.1 碳活度梯度與合金元素的熱力學交互作用
在恆溫恆壓下,碳的化學勢μC 可表達為:
μC=μC0+RT ln(aC )=μC0+RT ln(γC XC )
其中μC0 為碳的標準化學勢,R 為理想氣體常數,T 為絕對溫度, aC為碳的熱力學活度(Activity), γC為碳的活度係數(Activity coefficient), XC為碳的莫耳分率。碳的驅動力來源於相鄰區域間的活度梯度,而非單純的 XC 差異28。
根據瓦格納形式(Wagner Formalism)與次正規溶液模型(Sub-regular solution model),合金中的置換型元素對間隙型碳原子的活度具有深遠的影響28:
- 吸引型元素(降低 γC):強碳化物形成元素,如鉻(Cr)、鉬(Mo)、釩(V)、鈦(Ti)與鈮(Nb),與碳具有強烈的化學親和力。這些元素會佔據相鄰的晶格位置,降低碳的局部自由能,導致碳的活度係數γC 顯著降低。例如,18% 鉻的不銹鋼對碳具有強大的吸引力。
- 排斥型元素(提高γC ):如鎳(Ni)、矽(Si)、鋁(Al)與錳(Mn)等非碳化物形成元素,其存在會阻礙碳在晶格間隙的駐留,從而推高碳的活度係數γC 。高鎳含量的基質會排擠碳原子。
基於上述熱力學原理,當 P91 鋼與不同合金鋼進行異種銲接時,碳遷移的方向完全取決於兩側材料的碳化學勢梯度(這主要由碳化物形成元素如鉻含量的落差所決定):
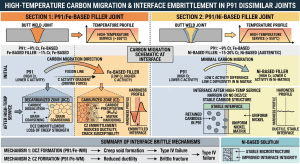
- P91 (9% Cr) 與 P22 (2.25% Cr) 或 P11 (1.25% Cr) 之接頭:P22 與 P11 皆屬於低合金鋼(P11 約含25% Cr 與 0.5% Mo)31。由於 P91 側擁有顯著較高的鉻含量,導致其碳活度遠低於 P22 或 P11 側。因此,在高溫服役或銲後熱處理期間,碳原子會無可避免地受到活度梯度的強力驅使,自低合金鋼側(P22 或 P11)向高合金鋼側(P91)遷移14。
- P91 (9% Cr) 與 316L/304L (16-18% Cr) 之接頭:情況在此組合中完全反轉。沃斯田鐵不銹鋼(304L 或 316L)的鉻含量高達 16-18%,其對碳的熱力學吸引力遠大於 P91。若將 P91 與此類不銹鋼直接對銲,碳將反向自 P91 湧入不銹鋼側33。這種反向遷移不僅會導致 P91 熱影響區嚴重脫碳並喪失潛變強度,大量湧入的碳更會在不銹鋼晶界析出碳化鉻,引發極具破壞性的敏化效應(Sensitization),大幅降低接頭的高溫服役壽命34。
基於熱力學原理之銲材選用條件與指導原則
基於上述碳活度梯度與合金元素的交互作用,工業界在處理不同程度成分落差的異種鋼銲接時,必須遵循嚴格的銲材選用原則:
- 低合金與高合金鐵素體鋼之間(如 P91 與 P22/P11)的匹配原則: 當連接兩種鉻含量不同的鋼材時,為了平衡微觀的碳遷移與宏觀的強度需求,通常會選擇與「較低合金側」成分匹配(例如使用25% Cr 的 ER90S-B3 銲接 P91 與 P22)或採用「中介成分」(例如使用 5% Cr 的 B6 銲材)的鐵基銲材36。選用中低合金銲材的核心原理在於緩和鉻濃度的急遽變化,避免銲縫本身對低合金母材(P22/P11)產生過大的熱力學「碳抽取」驅動力。若直接使用 9% Cr 的強配合銲材,會將碳活度梯度的斷崖推向原本抗潛變強度就較弱的 P22/P11 母材熱影響區,加速該處脫碳軟化與提早破裂36。
- 跨晶體結構與極端成分落差(如 P91 與 316L/304L)的隔離原則: 當面對 P91 與沃斯田鐵不銹鋼這種熱力學極度不平衡的組合時,嚴禁使用鐵基銲材或一般不銹鋼銲材(如 308L 或 309L 等),否則將引發災難性的碳流失與敏化38。此時必須選用鎳基銲材(如 ERNiCr-3 / Alloy 82 或 ERNiCrMo-3 / Alloy 625)。其背後的熱力學原理在於:鎳不僅在 FCC 晶格中對碳的溶解度極低,且鎳原子屬於強烈的「排斥型元素」,能大幅推升碳在銲金屬中的活度係數γC 11。這層高鎳銲金屬在本質上建立了一道極高的化學勢勢壘(Chemical potential barrier),有效削弱了碳原子越入銲縫的化學驅動力,從而阻斷宏觀的碳遷移路徑,保護兩側母材免於大規模的微觀組織崩潰11。
3.2 BCC 與 FCC 晶體結構對擴散動力學之不對稱性效應
化學勢梯度決定了碳擴散的方向,而晶體結構則決定了碳擴散的速率(動力學)。在鐵基與鎳基合金的高溫晶格中,碳的擴散表現出極大的不對稱性,這主要歸因於體心立方(BCC)與面心立方(FCC)結構在原子層級的幾何差異40。
儘管 FCC 結構(原子堆積因數 APF = 0.74,配位數 12)的堆積比 BCC 結構(APF = 0.68,配位數 8)更為緊密,但碳原子在 BCC 晶格中的擴散速率卻高出數個數量級。分子動力學與第一原理計算指出,BCC 結構(如 P91 的肥粒鐵/麻田散鐵基質)擁有更多連續的八面體與四面體間隙,且相鄰間隙之間的「跳躍距離(Jump distance)」較短(BCC 鐵約 1.5 埃,FCC 鐵約 1.8 埃)40。這導致碳在 BCC 中的擴散活化能僅約 0.87 eV,而在 FCC 中高達約 1.67 eV30。
這種動力學的極端落差,解釋了異種金屬接頭中微觀退化的特徵分佈:
- 在 BCC 側(如 P91 母材):碳原子擁有極高的移動率,能快速響應化學勢的召喚而流失。因此,脫碳區(CDZ)往往在很短的時間內迅速擴展,形成寬闊的軟化帶27。
- 在 FCC 側(如鎳基銲材或沃斯田鐵不銹鋼):擴散活化能高且跳躍距離長,加上鎳元素的排斥效應,使得從 BCC 側湧入的大量碳原子難以深入 FCC 內部。結果,大量碳原子堆積在極度靠近熔合線的狹窄區域內(通常僅數十微米),引發局域性的劇烈滲碳(Carburization)與極高密度的碳化物析出17。
四、鐵基與鎳基銲材對微觀組織退化之機制對比
針對 P91 異種接頭,工程界主要採用鐵基銲材(如 ER90S-B9, ER90S-B3)或鎳基銲材(如 ERNiCr-3, ERNiCrMo-3)。銲材的選擇不僅影響物理應力分布,更決定了碳遷移的路徑與最終的微觀脆化模式46。
4.1 鐵基銲材:劇烈的碳重分配與微觀力學崩潰
在 P91 與 P22 的異種銲接中,通常選用匹配強度較低的 ER90S-B3(2.25% Cr)或 B6(5Cr-0.5Mo)銲材。在 749-760°C 的標準 PWHT 及隨後的高溫服役下,ER90S-B3 銲金屬與 P22 母材側會發生急急的碳遷移至 P91 側。脫碳作用導致 P22 與銲金屬側的變韌鐵基質發生碳化物溶解,鐵基質恢復成大晶粒的純肥粒鐵,造成嚴重的微觀硬度下降(可跌至低於 160 HV);而 P91 側的介面則因為碳湧入,形成高度堅硬的碳化物帶(硬度飆升至 400 HV 以上)27。
這種「硬-軟」交界的極端異質結構,在長期潛變負載下會產生災難性的後果。由於兩側材料的潛變變形速率不一致,軟化的脫碳區(CDZ)無法提供足夠的抗潛變能力,卻又受到高強度 P91 側的幾何約束(Constraint effect),導致在此狹窄區域內產生強烈的三軸應力(Triaxial stress)13。這種多軸約束狀態極大化了應變集中,促使晶界上的潛變空洞(Creep cavities)迅速成核、長大並連通,最終引發無明顯塑性變形的巨觀脆性斷裂14。
若將匹配 P91 的 ER90S-B9(9% Cr)銲材用於連接沃斯田鐵不銹鋼,後果將更加致命。高達 18% Cr 的不銹鋼會強烈榨取 ER90S-B9 銲金屬中的碳,使得原本依賴M23C6 釘紮來維持高溫潛變強度的回火麻田散鐵徹底崩潰。同時,不銹鋼側吸收大量碳原子後,會在晶界析出連續的鉻碳化物,引發嚴重的敏化效應(Sensitization),喪失耐腐蝕性並產生熱影響區開裂17。因此,絕對禁止使用鐵基銲材直接銲接 P91 與不銹鋼。
4.2 鎳基銲材:宏觀碳隔離與微觀界面的潛在陷阱
為解決上述困境,鎳基銲材(如 Alloy 82 系統的 ERNiCr-3 或 Alloy 625 系統的 ERNiCrMo-3)成為連接 P91 與不銹鋼的首選11。鎳元素在冶金上具備兩大隔離碳遷移的優勢:一是鎳在 FCC 晶格中對碳的低溶解度;二是高鎳基質有效提高了碳的熱力學活度係數,從本質上削弱了碳進入銲金屬的化學勢驅動力28。
實驗證實,鎳基銲材確實成功阻擋了碳的長距離宏觀遷移,保護了不銹鋼側免於敏化11。然而,這並不代表界面的微觀退化被完全消除。運用 DICTRA 軟體的數值模擬以及微觀組織表徵皆顯示,即便有高鎳基質的阻擋,鎳基銲材中依然含有超過 20% 的鉻(Cr)以及鈮(Nb)、鉬(Mo)等強碳化物形成元素17。這些強烈的局部碳阱(Carbon traps),依然在熔合線微米級別的範圍內建立起極端陡峭的活度梯度。
因此,在極度靠近熔合線的狹窄地帶,碳原子依然會自 P91 側流失,導致 P91 粗晶熱影響區(CGHAZ)出現高度局域化的脫碳現象,並伴隨而來致命的微觀組織脆化效應——如 Type II 晶界開裂與殘留 δ-肥粒鐵的穩定化15。
五、熔合線界面之微觀組織退化與特殊脆化機制
高溫潛變失效往往源於最脆弱的微觀鏈結。在 P91 異種金屬銲接的熔合界線上,存在著因熱力學不平衡與晶體生長動力學所導致的異常微觀組織,這些組織缺陷是決定接頭壽命的關鍵。
5.1 Type II 晶界(Type II Boundaries)與沿晶脆化
在傳統的同種金屬銲接中,銲縫凝固通常採取磊晶生長(Epitaxial growth)的模式,銲金屬的晶界會延續母材的晶界,並大致垂直於熔合線向銲池中心發展(此類稱為 Type I 晶界)16。
然而,在 P91(BCC 結構)與鎳基銲材(FCC 結構)的異種金屬銲接中,由於晶體結構的本質不相容,以及熔合線附近存在的未混合區(Unmixed zone)成分過渡帶,晶粒無法進行完美的磊晶生長54。相反地,新的晶界會在極度靠近熔合線的地方(通常在數十至百微米內)成核,並沿著平行於熔合線的方向發展。這種平行於界面的特殊晶界被稱為「Type II 晶界」16。
Type II 晶界對接頭的高溫結構完整性具有災難性的影響:
- 力學脆弱性:這些晶界平行於介面,恰好處於多軸約束與熱殘留應力的集中面上,極易成為剝離(Disbonding)裂紋的天然傳播路徑16。
- 碳化物偏聚:由於該晶界距離熔合線極近,剛好承接了從 P91 側遷移過來的碳原子。高濃度的碳在 Type II 晶界上與銲金屬中的 Ti, Nb 或 Cr 結合,大量析出連續的硬脆碳化物網絡26。
- 氫誘發開裂(HIC)的溫床:高硬度的碳化物晶界加上高應力集中,使得 Type II 晶界對氫脆極為敏感,往往是氫氣誘發界面開裂的主要起始點16。
5.2 殘留 δ-肥粒鐵(Retained δ-ferrite)的穩定化與潛變剝離
P91 鋼的合金設計極其嚴密,透過平衡沃斯田鐵形成元素(如 C, Ni, Mn, N)與肥粒鐵形成元素(如 Cr, Mo, Si, V, Nb),確保在高溫下具有足夠的單相沃斯田鐵區間(由Ae3 與 Ae4 溫度所界定),以保證冷卻後能 100% 轉變為提供潛變強度的麻田散鐵58。
然而,在 P91 與鎳基銲材(如 Alloy 625/82)的界面處,強烈的局部碳遷移(碳耗竭)徹底破壞了 P91 粗晶熱影響區(CGHAZ)的合金平衡。碳(強效的沃斯田鐵穩定元素)的流失,導致該區域的相圖發生劇變: Ae4溫度急遽下降, Ae3溫度上升,使得高溫下穩定的 δ-肥粒鐵相區大幅擴張59。
在經歷銲接熱循環時,緊鄰熔合線的 P91 基質會被加熱至極高溫度並形成大面積的 δ-肥粒鐵。由於碳已經流失,在隨後的冷卻過程中,這些高溫 δ-肥粒鐵無法依照正常熱力學途徑轉變回沃斯田鐵,最終被「凍結」在室溫微觀組織中,形成所謂的「殘留 δ-肥粒鐵(Retained δ-ferrite)」15。
這種沿著熔合線分佈的殘留 δ-肥粒鐵呈現網狀或大面積的補丁狀(Patches)。微觀硬度分析指出,這層無碳的 δ-肥粒鐵極端軟弱(硬度約為 190-210 HV),而其周圍的未脫碳麻田散鐵基質硬度可高達 400-500 HV62。在長期的高溫潛變負載下,應變會無可避免地高度集中於這層柔軟的 δ-肥粒鐵網格內,導致潛變空洞迅速成核,大幅降低衝擊韌性(如從 150J 暴跌至低於 40J),並促使接頭在極低應力下發生沿界面的提早脆性剝離15。研究更指出,使用含強碳化物形成元素(如 Nb, Mo)較高的 Alloy 625 銲材,其引發的局部碳耗竭與殘留 δ-肥粒鐵量,甚至比使用 Alloy 82 更為嚴重15。
六、銲後熱處理 (PWHT) 與高溫潛變破壞行為之演變
6.1 PWHT 參數的精確邊界與冶金災難
P91 鋼的異種或同種金屬銲接,皆被 ASME 及其他國際規範強制要求進行嚴格的銲後熱處理(PWHT),這是恢復材料潛變強度與韌性的唯一途徑5。PWHT 的標準溫度區間為 1375°F 至 1425°F(約 745°C – 774°C),保溫時間為每英吋壁厚 1 小時5。
這個溫度窗口的精確度對微觀組織的存亡至關重要:
- 臨界點一:馬氏體轉變完成(Mf)。在進行 PWHT 前,銲接接頭必須先緩冷至 200°F(約 93°C)以下。這是因為 P91 的 Mf 溫度略高於 212°F。若未充分冷卻即直接升溫進行 PWHT,會導致部分沃斯田鐵在高溫下保持未相變狀態,在 PWHT 後的空冷過程中才轉變為堅硬且極脆的未回火新生麻田散鐵(Untempered martensite),接頭將完全喪失韌性64。
- 臨界點二:下臨界相變溫度(AC1)的限制。PWHT 的最高溫度絕不可超越AC1。一般 P91 的 AC1約在 1470°F 左右,但在銲縫中,若不可避免地混入超過0% 至 1.5% 的鎳(Ni)與錳(Mn)總量(這在異種金屬銲接的混和區極易發生), AC1溫度會大幅下降至 1450°F 甚至更低23。若現場熱處理控溫不當超過此界限,過度回火不僅會使 MX 碳氮化物粗化失去釘紮作用,更會導致部分組織重新奧氏體化(Re-austenitization),同樣在冷卻後引發未回火麻田散鐵的致命脆化5。
6.2 長期服役下的析出演化與 Type IV 潛變斷裂
在符合規範的 PWHT 後,接頭將進入長期的高溫服役(如 600°C)。在此階段,熱力學驅動的微觀析出物演變將主導潛變壽命。原本提供極佳潛變強度的微細M23C6 會隨時間逐漸粗化,同時基質中會大量析出粗大的 Laves 相(Fe2Mo 或 Fe2W)以及 Z 相(Cr(V,Nb)N)14。Laves 相與 Z 相的析出不僅消耗了基質中作為固溶強化的 Mo 元素與精細 MX 析出物,其粗大的體積更成為潛變空洞的成核點46。
在相對低應力(小於 100 MPa)的長期潛變測試中,P91 異種銲接的破壞模式呈現典型的 Type IV 開裂66。破壞位置精準鎖定在細晶熱影響區(FGHAZ)或臨界間熱影響區(ICHAZ)。中斷潛變試驗(Interrupted creep tests)進一步揭示了失效的動態演變:在潛變的第二階段中段(Mid-secondary stage),FGHAZ 內的M23C6 碳化物發生了異常快速的粗化;進入第三階段(Tertiary stage)初期,大量的微觀潛變孔洞開始在這些粗化析出物與密集的先驗沃斯田鐵晶界(PAGBs)上成核並連通67。
異種接頭的 Type IV 壽命之所以遠低於同種接頭,核心原因在於「多軸應力狀態」。由於不銹鋼側、鎳基銲材、P91 母材及 HAZ 之間的潛變變形速率極不匹配,加上 CTE 差異造成的拘束效應,使得抗潛變能力最弱的 FGHAZ 被迫承受極高的三軸靜水張力(Triaxial hydrostatic tensile stress)13。這種應力狀態強烈抑制了材料的塑性流動,加速了孔洞的連通,最終導致缺乏預警特徵的脆性巨觀斷裂。
七、計算熱力學模擬(CALPHAD)在預測碳遷移之應用
為了預測並量化上述複雜的高溫擴散與相變化過程,計算相圖學(CALPHAD)與擴散模擬軟體(如 Thermo-Calc 結合 DICTRA 模組)已成為不可或缺的分析工具52。
DICTRA(DIffusion Controlled TRAnsformations)模型基於局部熱力學平衡假設,結合多成分擴散方程式,能夠精確處理高溫下碳化學勢梯度驅動的「上坡擴散」與相界面的移動69。
- CDZ 與 CEZ 寬度的預測:研究利用 DICTRA 模擬 P91 與 P22 鋼在 700°C 銲後時效期間的碳分佈。模擬精確呈現了碳如何從低合金側流失,預測出脫碳區(CDZ)與滲碳區(CEZ)的寬度與深度的時間相依性,並與微觀硬度實驗結果達成了極高的吻合度45。
- 相分率與碳化物演化:CALPHAD 不僅計算碳濃度,更能預測不同深度下碳化物的種類與體積分率。例如,模擬指出在靠近高合金側的介面,除了常見的M23C6 外,更會形成硬度極高的M7C3 碳化物,此一預測成功解釋了微觀硬度劇變的根本原因3。
- 鎳基銲材之殘留 δ-肥粒鐵預測:針對 P91 與各種鎳基銲材(如 Alloy 625, Alloy 82, 617)的異種銲接,Thermo-Calc 證實了不同銲材中鉻與鈮的含量對界面碳消耗的影響程度。模擬證實,碳耗竭與殘留δ-肥粒鐵的生成量呈現完美的線性正相關,其中 Alloy 625 引起的脫碳最為嚴重,直接指引了工業界對銲材選擇的優化方向15。
八、緩解界面脆化之先進冶金與工程策略
面對熱力學本質帶來的碳遷移及微觀脆化挑戰,工程界與學術界透過冶金工法的隔離與巨觀應力場的改造,發展出多項極具成效的防護策略。
8.1 隔離層(Buttering)技術之冶金重構
在處理 P91 與 304H/316L 不銹鋼的直接銲接時,存在無法調和的熱處理矛盾:P91 必須進行 1375-1425°F 的 PWHT 才能恢復強度,但這個溫度區間恰好會使不銹鋼嚴重敏化(Sensitization),導致抗腐蝕能力崩潰11。
隔離層(Buttering)技術透過工序的分離完美解決了此困境。其標準流程如下:
- 施加緩衝層:在 P91 鋼的坡口面(通常難以進行內部機加工的管件除外),使用 GTAW 預先鋪銲一層約 6 至 8 毫米厚的鎳基銲材(如 ERNiCr-3 / Alloy 82 或 ERNiCrMo-3 / Alloy 625)22。
- 單邊銲後熱處理:僅將覆蓋有隔離層的 P91 構件送入爐中進行標準的 PWHT。由於鎳基質對碳擴散的遲滯效應,PWHT 期間的碳遷移被極大化地抑制於極淺的局部層面內,同時 P91 側的熱影響區得到了充分的回火軟化5。
- 最終無熱處理對接:將完成熱處理並重新加工坡口的隔離層面,直接與不銹鋼端使用相容的鎳基銲材進行接合。銲接完成後,接頭無需再進行任何後續熱處理,從而徹底保護了不銹鋼免於敏化5。
微觀力學測試顯示,Buttering 技術展現了壓倒性的優勢。相比未採用隔離層的接頭,施加 ERNiCr-3 隔離層的接頭其熔合界面展現了極為平滑的元素過渡,有效減少了未混合區的範圍,並消除了極端硬化帶。拉伸測試皆斷裂於延展性良好的隔離區,滿足甚至超過母材強度(拉伸強度 > 610 MPa)。更關鍵的是,銲縫中心的衝擊韌性從低於 50J 飆升至 151J,潛變破斷壽命延長了 2 至 3 倍,為長期高溫安全提供了保障24。
8.2 坡口幾何設計之優化:階梯型坡口(Stepped Groove)
除了改變冶金相容性,改變接頭的幾何構型以舒緩多軸應力,是另一條防範提早斷裂的有效途徑。傳統的 V 型坡口(V-groove)在受軸向或彎曲潛變應力時,最大主應力方向往往垂直於最脆弱的 HAZ 與熔合線交界,使得微觀孔洞極易沿著直線連通,導致迅速斷裂24。
最新研究導入了「階梯型坡口(Stepped Groove)」設計。透過精密有限元素(FEA)分析與實驗驗證發現,階梯狀的幾何構型能打斷熔合線的幾何連續性。在長期潛變過程中,這種設計成功地改變了裂紋的傳播路徑(Crack propagation path),迫使原本在軟化 HAZ 中直線生長的潛變裂紋發生偏轉(Deflection),被引導進入抗潛變強度遠高於 HAZ 的銲縫內部或母材區域32。
實驗結果確認,採用階梯型坡口的 P91 異種金屬接頭,其潛變延伸率從傳統 V 型坡口的 5.72% 大幅降低至 2.74%,且潛變破斷壽命顯著延長74。儘管階梯幾何在潛變初期會引發局部應力集中,但其在潛變中後期對裂紋擴展的阻礙效應,使其成為延長發電廠高溫接頭壽命的極佳工程解方。
九、結論
P91 鋼在先進發電與石化工業的高溫壓力邊界中扮演著無可取代的角色,然而其異種鋼銲接接頭的微觀退化行為,往往成為整體系統服役壽命的限制瓶頸。本研究透過深度的冶金熱力學、晶體動力學與微觀力學分析,歸納出針對鎳基與鐵基銲材系統之 P91 異種鋼接頭高溫碳遷移與界面脆化的核心結論:
- 碳遷移的驅動力與不對稱擴散本質:異種接頭中的碳遷移完全由合金元素(Cr, Ni, Mo)所建構的碳化學勢梯度所主導。更為關鍵的是,碳在 P91 母材的 BCC 基質中具備低活化能與高擴散率,而在鎳基或不銹鋼的 FCC 晶格中擴散受到極大遲滯。這種結構動力學的不對稱,導致了 P91 側迅速且寬幅的脫碳軟化,以及銲材側極為狹窄且嚴重的碳化物富集脆化。
- 銲材選擇的限制與微觀界面陷阱:鐵基低合金銲材(如 ER90S-B3)會引發跨越整個界面的巨大宏觀軟硬交錯,導致極早期的 Type IV 潛變斷裂;而鐵基高合金銲材(如 ER90S-B9)若接於不銹鋼,將引發嚴重的敏化災難。儘管鎳基銲材(如 ERNiCr-3 / Alloy 82)能藉由其低碳溶解度及熱膨脹緩衝特性阻擋宏觀的碳遷移,但其介面極微觀區域(數十微米)的陡峭活度梯度,依然會無可避免地引發局部碳耗竭。
- 脆化機制的微觀同源性:局部的碳耗竭嚴重縮小了 P91 的沃斯田鐵相區,促使高溫下形成的 δ-肥粒鐵在室溫下被穩定殘留,形成極度軟弱且易萌生空洞的網格組織。同時,晶體結構不匹配導致的平行 Type II 晶界,結合粗化析出物與 Laves 相的作用,共同構成了對應力集中與氫脆極端敏感的微觀脆斷路徑。
- 多維度聯合防護策略:為克服此一複雜的冶金難題,單一的材料替換已無法滿足需求。工業實務上必須仰賴 CALPHAD 模擬工具精確預測 PWHT 的相變動態,並結合精密的鎳基隔離層(Buttering)技術與免熱處理對接工序,徹底避開敏化與大規模碳遷移。配合階梯型坡口(Stepped groove)對多軸應力狀態的巨觀改造,方能全方位壓制 Type IV 潛變破壞與沿晶脆裂,確保新世代超臨界發電系統的長期安全運轉。
參考文獻
- WELDING SOLUTIONS FOR GRADE 91, https://cdnstorevoestalpine.blob.core.windows.net/image-container/812658/original/BW_Grade_91_EN_2021_GL_135_Preview.pdf
- What is p91 steel pipe, https://www.united-steel.com/m/newsshow/what-is-p91-steel-pipe.html
- P91 (9Cr-1Mo) ferritic alloy steel | ASM Online Member Community, https://connect.asminternational.org/communities/community-home/digestviewer/viewthread?GroupId=2808&MessageKey=083237af-e9c1-4290-9e38-0bfe5e0f4128&CommunityKey=660ccc7a-23db-49ab-9050-98de6eef271d&ReturnUrl=%2Fcommunities%2Fcommunity-home%2Fdigestviewer%3FMessageKey%3D17141daa-fb6c-445c-b8f9-1bda6b11c764%26CommunityKey%3D660ccc7a-23db-49ab-9050-98de6eef271d%26ReturnUrl%3D%252Fcommunities%252Fcommunity-home%252Fdigestviewer%253FMessageKey%253Df88bd5dc-a39e-4f59-9b5a-1cfc6d8e3e31%2526CommunityKey%253D660ccc7a-23db-49ab-9050-98de6eef271d%2526ReturnUrl%253D%25252Fcommunities%25252Fcommunity-home%25252Fdigestviewer%25253FCommunityKey%25253D660ccc7a-23db-49ab-9050-98de6eef271d
- Dissimilar Welding of Inconel Alloys With Austenitic Stainless-Steel: A Review | J. Pressure Vessel Technol. | ASME Digital Collection, https://asmedigitalcollection.asme.org/pressurevesseltech/article/145/1/011506/1145727/Dissimilar-Welding-of-Inconel-Alloys-With
- Welding “Grade 91” Alloy Steel – Sperko Engineering Services, https://sperkoengineering.com/wp-content/uploads/2025/09/Grade-91-R-8-12.pdf
- Metrode Products Limited Technical Profiles October 2009, https://netlite.com.my/wp-content/uploads/2021/10/P91TP.pdf
- Growing experience with P91/T91 forcing essential code changes, https://www.ccj-online.com/growing-experience-with-p91-t91-forcing-essential-code-changes/
- Best Practices for P91 Welding | PDF | Steel – Scribd, https://www.scribd.com/document/818702437/P91-Best-Practices
- Welding technology of martensitic steel P91 and austenitic steel 304H – State of the art, https://stumejournals.com/journals/mtm/2023/1/21.full.pdf
- Dissimilar Metal Welding: SA 335 P91 to A 106 B Transition Joint – Industrial Monitor Direct, https://industrialmonitordirect.com/blogs/knowledgebase/dissimilar-metal-welding-sa-335-p91-to-a-106-b-transition-joint
- dissimilar steel welding – AKWELD WEBSITE, https://www.akweld.com/dissimilar-steel-welding/
- Review of Dissimilar Metal Welding for the NGNP Helical-Coil Steam Generator – INL Digital Library – Idaho National Laboratory, https://inldigitallibrary.inl.gov/sites/sti/sti/4559361.pdf
- Microstructural evolution and high temperature failure of ferritic to austenitic dissimilar welds, https://www.sfsa.org/folio/2012-Q3/imr199-1.pdf
- Creep Resistance and Microstructure Evolution in P23/P91 Welds – PMC – NIH, https://pmc.ncbi.nlm.nih.gov/articles/PMC11721015/
- Retention of Delta Ferrite in the Heat-Affected Zone of Grade 91 Steel Dissimilar Metal Welds | Request PDF – ResearchGate, https://www.researchgate.net/publication/333043367_Retention_of_Delta_Ferrite_in_the_Heat-Affected_Zone_of_Grade_91_Steel_Dissimilar_Metal_Welds
- Investigation of boundaries and structures in dissimilar metal welds – ResearchGate, https://www.researchgate.net/publication/233690100_Investigation_of_boundaries_and_structures_in_dissimilar_metal_welds
- ER90S-B9 P91 Welding Wire Supplier | 9Cr-1Mo-V-Nb TIG & MIG – Nicorex Alloys, https://www.nicorexalloys.com/er90s-b9-mig-tig-welding-wire-supplier/
- P91 與不銹鋼異種焊接:避免敏化, https://industrialmonitordirect.com/zh-hant/blogs/knowledgebase/p91-to-stainless-steel-dissimilar-welding-avoiding-sensitization
- Study on Microstructural Characterization, Mechanical Properties and Residual Stress of GTAW Dissimilar Joints of P91 and P22 Steels – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC8585238/
- ERNiCr-3 DATA SHEET – Pinnacle Alloys, https://www.pinnaclealloys.com/wp/wp-content/uploads/2015/11/ERNiCr-3-3.pdf
- Welding process of ASTM A335 P91 Pipe-Boiler Tubes,Heat-Exchanger Tubes,Superheater Tubes,Supplier,Beite, https://www.btboilertube.com/News/Steel_News/Welding_process_of_ASTM_A335_P91_Pipes.html
- P91 to Stainless Steel Dissimilar Welding: Avoiding Sensitization – Industrial Monitor Direct, https://industrialmonitordirect.com/blogs/knowledgebase/p91-to-stainless-steel-dissimilar-welding-avoiding-sensitization
- Dissimilar Metal Weld Repairs: Best Practices and Case Study, https://e2g.com/industry-insights-ar/dissimilar-metal-weld-repairs-best-practices-and-case-study/
- Improving mechanical properties of P91 and IN617 dissimilar weld joints for Advanced Ultra Super Critical Power Plants by buttering technique – ResearchGate, https://www.researchgate.net/publication/363101156_Improving_mechanical_properties_of_P91_and_IN617_dissimilar_weld_joints_for_Advanced_Ultra_Super_Critical_Power_Plants_by_buttering_technique
- P92 steel and inconel 617 alloy welds joint produced using ERNiCr-3 filler with GTAW process – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC10447995/
- A Hot Cracking on Dissimilar Metal Weld between A106Gr.B and A312 TP316L with Buttering ERNiCr-3 – MDPI, https://www.mdpi.com/2075-4701/9/5/533
- Metallurgical characterization of coupled carbon diffusion and precipitation in dissimilar steel welds – ResearchGate, https://www.researchgate.net/publication/295099975_Metallurgical_characterization_of_coupled_carbon_diffusion_and_precipitation_in_dissimilar_steel_welds
- Measurement and Thermodynamics of Carbon Solubilities in Molten Si–Fe, Si–Ni, and Si–Cr–Fe Alloys at 2073 K – J-Stage, https://www.jstage.jst.go.jp/article/isijinternational/60/10/60_ISIJINT-2019-511/_html/-char/en
- Theromdynamics of carbon in nickel-based multicomponent solid solutions – INIS-IAEA, https://inis.iaea.org/records/ra0m7-bbt09
- Effects of alloying elements on carbon diffusion in the austenite (f.c.c.)- and ferrite (b.c.c.)-phases – arXiv, https://arxiv.org/pdf/2405.18736
- Understanding ASTM 335 P11 Applications & Weldabilityt Rev1 | PDF | Welding – Scribd, https://www.scribd.com/document/531466025/Understanding-ASTM-335-P11-Applications-Weldabilityt-Rev1
- Study on the Variation in Mechanical Properties along the Dissimilar Weldments of P22 and P91 Steel – ResearchGate, https://www.researchgate.net/publication/355195586_Study_on_the_Variation_in_Mechanical_Properties_along_the_Dissimilar_Weldments_of_P22_and_P91_Steel
- ASME P number 15E to ASME P number 8 weldability , Technical query – Google Groups, https://groups.google.com/g/materials-welding/c/yjIC-huux-8
- (PDF) Microstructure and properties degradation of P/T 91, 92 steels weldments in creep conditions – ResearchGate, https://www.researchgate.net/publication/265793568_Microstructure_and_properties_degradation_of_PT_91_92_steels_weldments_in_creep_conditions
- Dissimilar weld joints of P91 and 316LN for power plants Applications-A review, https://www.researchgate.net/publication/341664210_Dissimilar_weld_joints_of_P91_and_316LN_for_power_plants_Applications-A_review
- Dissimilar Metal PWHT: SA 335 P91/P22 Joint Procedure (ASME) – Industrial Monitor Direct, https://industrialmonitordirect.com/blogs/knowledgebase/pwht-procedure-for-sa-335-gr-p91-and-p22-dissimilar-weld-joints
- Top Tips for Welding Dissimilar Metals for a Quality Result – – Hobart Brothers, https://www.hobartbrothers.com/resources/technical-articles/welding-dissimilar-metals-2/
- How to weld dissimilar metals – WELDING ANSWERS, https://weldinganswers.com/how-to-weld-dissimilar-metals/
- Dissimilar Metal Welding – A Few Guidelines – Hobart Brothers, https://www.hobartbrothers.com/resources/technical-guides/stainless-steel-technical-guide/dissimilar-metal-welding-a-few-guidelines/
- The diffusion coefficient of carbon FCC iron is lower than BCC iron because a) the temperature… – Homework.Study.com, https://homework.study.com/explanation/the-diffusion-coefficient-of-carbon-fcc-iron-is-lower-than-bcc-iron-because-a-the-temperature-is-higher-for-fcc-b-fcc-has-a-higher-packing-factor-c-fcc-is-more-cubic-d-carbon-is-substitional-i.html
- EMA5001 L08-02 Diffusion coefficient for carbon in BCC Fe vs FCC Fe – YouTube, https://www.youtube.com/watch?v=6m41lN5bOpM
- Question: Why does carbon diffuse quickly through FCC iron versus BCC iron? – Reddit, https://www.reddit.com/r/materials/comments/8vnx5w/question_why_does_carbon_diffuse_quickly_through/
- Grain Boundary Plays a Key Role in Carbon Diffusion in Carbon Irons Revealed by a ReaxFF Study – Qing Peng, http://qpeng.org/publication/pdf/Peng_2018_JPCC_reax_GB.pdf
- ZAVARIVANJE RAZNORODNIH MATERIJALA WELDING OF DISSIMILAR MATERIALS, https://dtzsb.unisb.hr/wp-content/uploads/radovi_2011/039-048-sbz2011.pdf
- Carbon diffusion in dissimilar joints between P91 and 12Cr1MoV steels welded by different consumables at high temperature | Request PDF – ResearchGate, https://www.researchgate.net/publication/276171392_Carbon_diffusion_in_dissimilar_joints_between_P91_and_12Cr1MoV_steels_welded_by_different_consumables_at_high_temperature
- Microstructural Study of Welded and Repair Welded Dissimilar Creep-Resistant Steels Using Different Filler Materials – MDPI, https://www.mdpi.com/2673-4591/119/1/9
- SA335-P91 VS SA335-P22 – Hunan Standard Steel Co.,Ltd, https://www.hu-steel.com/news355_722.html
- Dissimilar Header Welding of Grade 22 to Grade 91 with 9018 B3 Electrode with Preheat and Post Weld Heat Treatment – ijirset, https://www.ijirset.com/upload/2016/may/249_2_IF.pdf
- Creep Resistance and Microstructure Evolution in P23/P91 Welds – ResearchGate, https://www.researchgate.net/publication/387761007_Creep_Resistance_and_Microstructure_Evolution_in_P23P91_Welds
- Growth of massive cementite layers; thermodynamic parameters and kinetics – PMC – NIH, https://pmc.ncbi.nlm.nih.gov/articles/PMC8319907/
- Nickel Iron Alloy Industrial Applications: Comprehensive Analysis Of Properties, Processing, And Performance In High-Temperature And Corrosive Environments, https://eureka.patsnap.com/materials/nickel-iron-alloy-applications
- Paper Investigates Carbon using DICTRA – Thermo-Calc Software, https://thermocalc.com/news/paper-investigates-carbon-behavior-in-the-heat-affected-zone-of-grade-91-steel-using-dictra/
- Microstructures of nickel-base alloy dissimilar metal welds – ResearchGate, https://www.researchgate.net/publication/281268922_Microstructures_of_nickel-base_alloy_dissimilar_metal_welds
- Effect of welding process on the microstructure and properties of dissimilar weld joints between low alloy steel and duplex stainless, http://ijmmm.ustb.edu.cn/cn/article/pdf/preview/10.1007/s12613-012-0589-z.pdf
- Formation mechanism analysis of the type-II boundary of dissimilar steel joint with the filler metal of ER309, https://qikan.cmes.org/hjxb/EN/10.12073/j.hjxb.20200902001
- Microstructural Characterization of Fusion Boundary of Ferrite-Nickel Based Alloy in Dissimilar Metal Weld | CSIR-NML, https://nml.res.in/projects/microstructural-characterization-fusion-boundary-ferrite-nickel-based-alloy-dissimilar
- (PDF) Nature and evolution of the fusion boundary in ferritic-austenitic dissimilar metal welds – Part 2: On-cooling transformations – ResearchGate, https://www.researchgate.net/publication/289482407_Nature_and_evolution_of_the_fusion_boundary_in_ferritic-austenitic_dissimilar_metal_welds_-_Part_2_On-cooling_transformations
- Investigation of ẟ-ferrite content in weld metal of modified 9Cr–1Mo electrodes using thermodynamic – University of Pretoria, https://repository.up.ac.za/bitstreams/67c45628-6cec-4c61-8608-eadce3686b6d/download
- Influence of alloying elements and cooling rate on the presence of delta ferrite in modified 9Cr–1Mo as-welded microstructure – University of Pretoria, https://repository.up.ac.za/server/api/core/bitstreams/9ca32137-2cfd-45ac-ae0a-bd964ed5cb6e/content
- Investigation of ẟ-ferrite content in weld metal of modified 9Cr–1Mo electrodes using thermodynamic – University of Pretoria, https://repository.up.ac.za/bitstream/handle/2263/88756/Mahlalela_Investigation_2022.pdf?sequence=1
- A brief study on δ-ferrite evolution in dissimilar P91 and P92 steel weld joint and their effect on mechanical properties | Request PDF – ResearchGate, https://www.researchgate.net/publication/321753129_A_brief_study_on_d-ferrite_evolution_in_dissimilar_P91_and_P92_steel_weld_joint_and_their_effect_on_mechanical_properties
- Influence of PWHT Parameters on the Mechanical Properties and Microstructural Behavior of Multi-Pass GTAW Joints of P92 Steel – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC9227405/
- δ-Ferrite Impact on P91 Steel Weld Toughness | PDF – Scribd, https://www.scribd.com/document/880433958/Sg-13004
- Welding dissimilar metals – NeoNickel, https://www.neonickel.com/technical-resources/welding-dissimilar-metals
- Welding and Joining – Thermo-Calc Software, https://thermocalc.com/applications/applications-by-process/welding-and-joining/
- Type IV Cracking of Weldments in Enhanced Ferritic Steels – TWI, https://www.twi-global.com/technical-knowledge/published-papers/review-of-type-iv-cracking-of-weldments-in-9-12cr-creep-strength-enhanced-ferritic-steels/
- Full article: Creep cavities and carbide evolution in interrupted creep conditions along P91 steel of dissimilar weld joint – Taylor & Francis, https://www.tandfonline.com/doi/full/10.1080/01694243.2024.2368826
- Creep cavities and carbide evolution in interrupted creep conditions along P91 steel of dissimilar weld joint – University of Portsmouth, https://pure.port.ac.uk/ws/portalfiles/portal/97282853/Creep_cavities_and_carbide_evolution_in_interrupted_creep_conditions_along_P91_steel_of_dissimilar_weld_joint.pdf
- Thermo-Calc DICTRA — Complete Guide to the Diffusion Module – دو کرک, https://docrack.me/en/thermo-calc-dictra-diffusion-module-complete-guide/
- Simulation of dissimilar weld joints of steel P91 – IS MUNI, https://is.muni.cz/repo/555573/10_SopForJanSTWJ_P91_joints2006.pdf
- Thermodynamical simulations of diffusion and carbide growth in dissimilar weld joints using DICTRA registered software – INIS-IAEA, https://inis.iaea.org/records/77m52-z1961
- ER90S-B9 – Welding Material Sales, https://weldingmaterialsales.com/catalog/er90s-b9/
- Unibraze 90S-B9 – (ER90S-B9), https://unibraze.com/__static/153f6d9631c2ccbd8ede6a68dbd227c1/data-90-sb9.pdf?dl=1
- The Influence of Groove Geometry on the Creep Fracture Behavior of Dissimilar Metal Welds between Ferritic Heat-Resistant Steels and Nickel-Based Alloys – MDPI, https://www.mdpi.com/2075-4701/14/4/382