
一、緒論與研究分析架構
1.1 研究背景與實務痛點
在全球能源轉型與淨零碳排的迫切需求下,具備快速起停能力、高熱效率與相對低碳排放特性的先進燃氣複循環電廠(Combined Cycle Power Plant, CCPP)已成為支撐不穩定再生能源電網、替代傳統燃煤發電的關鍵基載與中載電力來源。近年來,台灣政府積極推動多項大型天然氣發電計畫,以確保能源供應的韌性。指標性專案包括台灣電力公司的興達電廠更新計畫、台中電廠新建燃氣機組,以及由中鼎集團(CTCI)與德商西門子能源(Siemens Energy)聯手承攬的國光電力公司「國光電廠第二期先進燃氣複循環機組統包工程」等1。
然而,此類具備超大裝置容量的新世代電廠,其 EPC(Engineering, Procurement, Construction;設計、採購、建造)統包工程在實務執行上面臨著史無前例的複雜度。以國光二期為例,該案總裝置容量高達 1,200 MW,預計於 2028 年底完工並年發電約 70 億度,其採用的先進氣渦輪機組更具備氫氣與天然氣混燒能力,這大幅提升了管線流體力學與冶金材料的設計門檻2。回顧國內近期執行中的專案,興達電廠與台中電廠的燃氣機組建廠過程,皆遭遇了前期人力不足、缺料、材料規格不符、設計變更,乃至環境影響評估(EIA)及都市設計審議延宕等系統性挑戰4。台中電廠甚至因海域環評與地方審查進度未如預期,連帶影響主要機組設施開工時程,預計順延至民國 117 年(2028年)商轉,較行政院核定的期程延宕高達 52 個月5。這些實務痛點突顯了傳統專案管理模式在應對新世代 CCPP 時的嚴重侷限性。
1.2 研究目的與範圍聚焦
為解決上述實務痛點,本研究將範圍嚴格聚焦在「EPC 統包決標後到建廠完成(商轉)」的黃金執行期,針對業界普遍預估的 32 個月核心建廠時程,進行嚴密的時程序列與關鍵要徑(Critical Path)拆解。研究目的在於精準切入大型公共工程與重工業界最關注的「專案管理」、「介面整合」與「風險控管」核心,將隱含於工程細節中的技術與管理盲點轉化為具體的學術論述與實務預警模型。
1.3 研究分析架構與時間軸序規劃
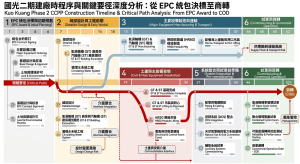
本研究建構了一套具備學術深度與實務應用價值的分析架構,將預估 32 個月的 CCPP 建廠時程精細劃分為四大階段,並在每個時間軸節點上進行深度分析。整體的章節架構與分析重點規劃如下:
第一階段為「細部設計與採購準備期(第 1~8 個月)」,研究重點在於管線與儀器圖(P&ID)的凍結、3D 模型建置,以及探討 ASME B31J 最新應力分析規範對高能管線設計的衝擊,同時比較特殊合金管材加工工法的決策評估。
第二階段為「設備製造與土建施工期(第 6~18 個月)」,聚焦於全球供應鏈風險對專案要徑的衝擊,以及土建與機電移交(Hand-over)時的空間與動線衝突點。
第三階段為「機電安裝與管線接合期(第 15~26 個月)」,此階段深入剖析高壓蒸汽管線(如 P91/P92)現場銲接與銲後熱處理(PWHT)的時間陷阱,並量化非破壞檢測(NDT)返工的時程成本。第四階段為「試車與商轉驗收期(第 24~32 個月)」,著重於冷熱試車的系統整合,特別是管線吹流(Steam Blowing)策略的流體力學分析,以及性能保證指標與合約罰則的連動性。最後,本研究將產出實務要徑網圖矩陣與風險預警檢查表,並綜合評估 32 個月建廠時程的合理性。
二、第一階段 – 細部設計與採購準備期 (第 1~8 個月)
在 EPC 統包合約啟動的首八個月內,工程(Engineering)與採購(Procurement)部門的決策將決定整個專案的物理藍圖與供應鏈基礎。此階段的任何延宕或設計瑕疵,皆會透過專案網路圖的邏輯鏈路,在施工與試車階段引發災難性的骨牌效應。
2.1 時程節點分析與 3D 模型凍結
EPC 決標後,首要里程碑為製程與儀表圖(P&ID)的凍結。P&ID 定義了全廠設備、閥件、管線管徑與流體參數的邏輯關聯,必須在第 4 至 6 個月內達到「可供施工(Issued for Construction, IFC)」或至少「可供設計(Issued for Design, IFD)」的成熟度。P&ID 凍結後,方能全面展開廠區 3D 模型的建置,進行管線佈置、電纜架走向與空調通風設備的空間碰撞檢查(Clash Detection)。同時,關鍵的長交期設備(Long-lead Items)如氣渦輪機、汽輪機、熱回收鍋爐(HRSG)受熱面模組,以及用於主蒸汽與再熱蒸汽系統的高壓合金管材,必須在此階段完成規格確認與採購發包,其採購單(Purchase Order)的開立日期往往構成專案最初的絕對要徑。
2.2 深度分析:高能管線設計挑戰與 ASME B31J 規範
先進燃氣複循環電廠追求極高的熱效率,其主蒸汽溫度常逼近或超過 600°C,操作壓力亦大幅提升。在此極端熱力學條件下,管線材料極易發生熱膨脹與高溫潛變(Creep),傳統的管線設計規範已難以確保長達數十年的運轉安全。
2.2.1 應力強度因子與柔性因子的重構
長期以來,管線應力分析工程師依賴 ASME B31.1(動力管線)或 B31.3(製程管線)附錄 D 所提供的公式來計算應力強度因子(Stress Intensification Factors, SIFs, i -factors)與柔性因子(Flexibility Factors, k-factors)7。這些傳統數值主要基於 A.R.C. Markl 在 1950 年代對 4 吋管進行的疲勞測試結果,並透過簡單的內插或外插法應用於所有管徑8。然而,傳統方程式並未將支管直徑或壁厚的具體變數納入考量,對於現代超大管徑或薄壁管件而言,其計算結果往往流於過度保守或存在未知的安全隱患7。
為解決此問題,ASME 頒布了 B31J 規範(金屬管件之應力強度因子與柔性因子決定標準),並逐漸成為現代工程軟體(如 CAESAR II)的預設計算邏輯9。B31J 提供了一套更為精準、更新的數據表與標準方法,使設計者能透過有限元素分析(FEA)的虛擬測試或實體實驗來決定非標準管件的 SIF7。導入 B31J 規範使得管線柔韌性與 SIF 得以被分離計算為面內(In-plane)、面外(Out-of-plane)及扭轉(Torsional)三個維度,從而獲得更真實的位移、負載與應力分佈9。
2.2.2 B31J 規範對管線路徑設計的深遠影響
採用 B31J 進行高能管線應力分析會帶來顯著的連動效應。一方面,精確的應力計算排除了舊版規範中不必要的安全餘裕,使得工程師可以減少不必要的管線擴張迴圈(Expansion Loops)或過度堅固的支撐架設計,這在空間極度受限的 HRSG 廠房周邊尤為關鍵7。然而,B31J 的適用性伴隨著嚴格的幾何限制,例如管徑壁厚比(D/T)必須小於等於 100,且支管直徑不得大於主管直徑10。當設計遭遇修剪彎頭(Trimmed elbows)或特殊幾何閥件時,設計團隊必須投入大量工時執行三維有限元素網格劃分與疲勞壽命模擬,以求得專屬的 SIF 數值11。這種設計端的高階模擬雖然將「分析工時」轉移至專案前期,但從全生命週期的角度來看,其能根本性地降低日後管線因熱疲勞或潛變而破裂的風險,是提升新世代 CCPP 安全性的必經之路。
2.3 深度分析:工法決策點 – 傳統銲接 vs. 冷作彎管 vs. 熱感應彎管
在確立管線路徑後,如何將筆直的高溫合金鋼管(如 P91 或 P92)佈置出符合設計的轉折,是設計部門與施工部門經常發生嚴重分歧的介面衝突點。P91(9Cr-1Mo-V)是一種潛變強度強化鐵素體鋼(CSEF),其微觀結構由回火馬田散鐵(Tempered Martensite)構成,並依賴釩(V)與鈮(Nb)形成的微細碳氮化物沉澱物來釘扎晶界,阻擋差排運動,從而賦予其極高的高溫強度13。
2.3.1 P91 材料的冶金敏感性與冷作彎管的致命缺陷
許多施工團隊為了減少現場銲接工作量與非破壞檢測(NDT)的成本,傾向於使用冷作彎管(Cold Bending)工法或在現場利用鏈條葫蘆強行拉抬管線以配合銲口對位。然而,對於 P91 這種特性猶如「陶瓷」般敏感的材料而言,未經嚴格熱處理的冷彎加工是致命的14。
冷作彎管會在大管徑厚壁金屬內部引入極高的殘餘應力。實證數據表明,若 P91 管材的冷彎應變率(Strain)超過約 2.5%,其內部的回火馬田散鐵結構將遭到嚴重破壞,潛變壽命大幅折損16。一旦超過此應變限度,規範強制要求必須將整個管件送入熱處理爐中進行全套的重新正規化與回火(Re-normalizing and Tempering),這在施工現場是完全無法執行的16。若強行安裝帶有高殘餘應力的 P91 管段,在後續的水壓試驗或運轉初期,極易引發應力腐蝕龜裂(SCC)或早期潛變破裂,造成災難性後果16。
2.3.2 評估矩陣的建立與防呆機制
為消弭設計與施工的資訊落差,本研究提出針對 P91 高溫管線在設計階段的工法評估矩陣,比較傳統銲接、現場冷彎與高周波熱感應彎管(Hot Induction Bending)的優劣。
| 評估維度 | 傳統銲接(使用標準鍛造彎頭) | 現場冷作彎管(大於2.5%應變) | 工廠預製高周波熱感應彎管 |
| 應力與冶金影響 | 熱影響區易產生晶粒粗大或軟化現象,形成潛在的「第四型龜裂(Type IV Cracking)」風險14。 | 產生極端殘餘應力,徹底破壞金屬微觀碳氮化物沉澱結構,導致脆化與潛變強度喪失16。 | 在精確溫控(高於 750°C)下局部加熱彎曲,並輔以工廠內正規化與應力消除熱處理,可完美保留母材機械性質19。 |
| 檢驗與品質成本 | 每道銲口均需 100% 體積非破壞檢測(RT/UT)、硬度測試與嚴謹的銲後熱處理,檢驗成本極高13。 | 現場無法執行重正規化熱處理,若強行使用將導致日後停機甚至設備損毀的無形成本14。 | 由具備 ISO 或 ASME 認證之專業工廠完成,可精確控制彎曲半徑、壁厚減薄率與橢圓度,品質最穩定19。 |
| 專案時程要徑 | 現場銲接與熱處理程序繁複耗時,大量消耗機電安裝期的寶貴時間15。 | 一旦被監造單位查獲,將面臨全數切割報廢與重新採購的毀滅性時程延宕。 | 預製交期較長,需在專案初期(第 1~4 個月)即刻發包,但可大幅減少現場銲口,有效縮短現場安裝時間22。 |
基於上述矩陣分析,工程防呆機制必須前置於設計階段。設計經理應明文禁止高壓 P91 管線的現場大角度冷作拉抬,並將所有非標準轉折路徑設計為由專業製造廠生產的「高周波熱感應彎管」。這項決策雖會增加早期的採購複雜度,卻能將不可控的現場施工風險轉移至具備嚴格品管體系的工廠環境中,確保建廠要徑不被現場銲接瓶頸所拖垮。
三、第二階段 – 設備製造與土建施工期 (第 6~18 個月)
當專案邁入第二階段,核心資源與管理焦點從工程辦公室的圖紙轉移至分散於全球的設備製造供應鏈,以及塵土飛揚的土建施工現場。此階段的兩大挑戰在於掌控跨國物料的交期,以及確保土木工程能按時、按規格移交給後續的機電安裝團隊。
3.1 跨國供應鏈風險與專案要徑衝擊
新世代 CCPP 的心臟地帶—先進氣渦輪機與發電機—往往由少數跨國巨頭(如 Siemens Energy、GE)於歐美原廠製造並進行廠測;而 HRSG 龐大的管束模組及主蒸汽管線則可能發包給亞洲或歐洲的重型機械工廠進行預製。這種跨度極大的全球供應鏈,使得專案要徑對國際物流、區域產能排擠乃至地緣政治風險極度敏感。
3.1.1 特殊材料的製造瓶頸與連動效應
以高壓合金管 P91/P92 為例,其材料的冶金要求極其苛刻。為了確保高溫下具備足夠的潛變強度,其化學成分中的微量元素必須精確落在極窄的區間內,例如氮(N)含量必須介於 0.030% 至 0.070%,鈮(Nb)需介於 0.06% 至 0.10%16。如果煉鋼廠的爐號化驗結果偏離此區間,材料便無法形成穩定晶界的碳氮化物,形同廢鐵15。這種嚴苛的材料特性導致全球合格供應商數量有限。
一旦 P91 管材在煉鋼、無縫管擠型或後續的 CNC 銑床加工與熱感應彎管環節發生良率問題,其交期延宕將對專案要徑產生非線性的衝擊。由於後續的現場銲接與銲後熱處理(PWHT)具有物理時間上的「不可壓縮性」,長交期材料若延遲兩個月抵達工地,往往會導致完工期面臨三個月以上的遞延乘數效應。因此,統包商不能僅依賴一級供應商的進度報告,必須建立深入至二級甚至三級供應商(如鋼錠鑄造廠)的節點追蹤與實地稽核機制。
3.2 深度分析:土建與機電的移交(Hand-over)介面衝突
在第 6 至 18 個月期間,工地現場的重點任務是完成主廠房結構、氣渦輪機抗震基座、HRSG 基礎的開挖與大體積混凝土澆灌。然而,這也是變數最多的階段,土木工程的延遲將直接剝奪機電安裝的時間寬裕度(Float)。
3.2.1 法規審查與地下障礙物的時程吞噬
回顧台灣近期的重大電廠專案,土建工程的起步往往受到非工程因素的嚴重牽制。以台中電廠新建燃氣機組為例,其原訂於 113 年商轉,卻因海域環境影響評估(牽涉白海豚生態議題)遲遲未獲通過,加上都市設計審議進度未如預期,導致 LNG 儲槽與建廠統包案廠商面臨長達六個月無法進場動工的窘境,最終商轉期程被迫順延 52 個月至 117 年1。此外,在實際開挖階段,台中電廠汽渦輪區遭遇未知的地下障礙物,導致鋼板樁打設與土方開挖進度嚴重落後,迫使台電與承包商必須緊急改採低強度高流動性混凝土工法(CLSM),並延長工時加速趲趕4。這些實務案例充分說明,土建開工前的地質探勘、既有管線圖資比對,以及環境法規的行政斡旋,是隱藏在網圖之前、最易吞噬專案時間的無形怪獸。
3.2.2 空間搶奪與動線銜接衝突點
當基礎結構澆灌完成並達到設計強度後,專案將迎來「土建移交機電」的關鍵時刻。此時最大的風險在於重型設備(如數百噸重的氣渦輪機轉子或定子)進場吊裝的動線規劃與時程銜接。
超大型履帶吊車(Crawler Crane)的進場與組裝需要廣大的地質改良腹地與作業迴轉半徑。如果土木包商為了追趕進度,將廠房周邊的附屬結構(如地下冷卻循環水暗渠、聯絡管溝)開挖得支離破碎且未能及時回填夯實,將導致重型吊車根本無法行駛至預定吊裝位置。另一方面,土木包商可能在混凝土基礎尚未完全養護,或預埋件(Embedment)與錨錠螺栓(Anchor Bolts)標高未經最終第三方複測確認前,便草率辦理移交。一旦機電包商將極度昂貴且沉重的氣渦輪機就位後,才發現螺栓公差過大無法鎖固,不僅將面臨設備重新吊起、打除重作混凝土的災難性重工,更會引發鉅額的合約索賠糾紛,徹底擊潰 32 個月建廠的排程邏輯。
四、第三階段 – 機電安裝與管線接合期 (第 15~26 個月)
第三階段是建廠生命週期中勞力最密集、技術門檻最高,同時也是最容易因為品質瑕疵而導致要徑崩盤的時期。隨著大型主體設備就位,成千上萬公尺的管線與電纜必須在廠區內如微血管般交織連接。其中,特殊高溫合金管線的銲接與熱處理,構成了此階段最核心的時間陷阱。
4.1 深度分析:品質與工期的拉鋸 – 特殊工序的時間陷阱
新世代 CCPP 為追求高熱效率,其主蒸汽與再熱蒸汽系統廣泛使用 P91 或 P92 鋼材。如前文所述,P91 鋼材的可銲性極差,對熱輸入的歷史記憶極度敏感,其現場銲接工序不僅是物理上的金屬接合,更是一場精密的現場冶金實驗。
4.1.1 嚴苛的熱力學視窗與微觀結構轉換
P91 管線的現場銲接必須嚴格遵循一系列耗時且不可中斷的熱力學程序,任何環節的失誤都將導致材料報廢14:
- 強制預熱與層間溫度控制:在電弧引燃前,母材必須透過電熱毯預熱至至少 200°C(400°F),以驅除可能引發氫致裂紋的水氣。在整個多道銲接過程中,層間溫度必須被嚴格監控並限制在 300°C(570°F)以下,防止晶粒過度成長17。
- 馬田散鐵轉換的必要冷卻期:這是實務上最容易犯錯的環節。銲接完成後,絕對禁止直接升溫進入銲後熱處理(PWHT)。銲道必須被允許緩慢冷卻至約 100°C(212°F)以下15。此冷卻過程對於 P91 鋼材至關重要,因為必須讓高溫下形成的沃斯田鐵(Austenite)完全相變轉化為馬田散鐵(Martensite)15。若在沃斯田鐵殘留的狀態下便急於進行 PWHT,金屬將無法形成強韌的回火馬田散鐵結構,導致管線在未來高溫運轉時強度全面崩潰16。
- 銲後熱處理(PWHT)的狹窄走廊:冷卻確認相變完成後,必須重新架設加熱設備進行 PWHT。標準規範要求在 730°C 至 760°C(1375°F – 1425°F)的狹窄溫度區間內保溫至少兩小時(視壁厚延長)14。升降溫速率亦受嚴格限制。如果熱電偶失準導致局部溫度超過下臨界溫度(AC1,約 820°C),材料將重新沃斯田鐵化,並在冷卻後變成極脆的未回火馬田散鐵,徹底摧毀其耗費鉅資取得的潛變屬性14。
4.1.2 NDT 檢驗、硬度陷阱與返工風險的量化
PWHT 完成後,除了進行 X 光射線或超音波等體積性非破壞檢測(NDT),還必須實施表面硬度測試。P91 的「黃金硬度區間」嚴格落於 190 至 250 HBW(布林氏硬度)之間14。如果硬度低於 190 HBW,代表材料過度回火,微觀結構變得「軟爛」,在未來的服役環境中,熱影響區的細晶粒區或跨臨界區極易發生惡名昭彰的「第四型龜裂(Type IV Cracking)」,引發無預警的管線爆裂事故14。反之,若高於 270 HBW,則代表材料過度堅硬且脆化,容易萌生應力腐蝕龜裂17。
返工風險的時程成本量化:在傳統碳鋼管線中,若 NDT 發現夾渣或氣孔,通常只需進行局部挖除修補(Patch Repair)。然而,P91 管線嚴禁進行局部修補16。若某道銲口 NDT 未通過或硬度掉出黃金區間,實務上的唯一解法是將該區段整個環向切割,重新研磨倒角,並將上述的預熱、銲接、冷卻相變、數十小時的 PWHT 升降溫循環,以及 NDT 檢測全部重做一次16。單一高壓管線銲口的返工,至少將吃掉 5 至 7 天的要徑時間。若由於銲工技術不佳或熱處理設備溫控失準導致大量銲口返工,將使機電安裝期的時程呈指數型膨脹,直接導致 COD 承諾跳票。
4.2 空間衝突(Clash)與平行作業管理
在第 20 個月前後的施工高峰期,極度侷限的主廠房與 HRSG 廠房內,將同時擠滿來自不同次承包商的工人。土建包商可能正在進行外牆與屋頂封板;機械管線包商正在架設管線並進行 PWHT;而電氣與儀控包商則急於佈設總長度達數百公里的動力電纜、控制電纜與 DCS 盤體安裝。
這種多工種平行作業引發嚴重的空間搶奪與介面衝突。例如,高能管線的銲接與 PWHT 作業會產生高溫、強光與掉落的火花,需要設立龐大的安全淨空區;但電纜架的佈設往往與管線路徑相鄰。若未在早期的 3D 模型中徹底除錯並預留足夠的保溫層與施工空間,現場極易發生高溫作業燒毀剛鋪設的昂貴儀控電纜的事故。因此,專案管理團隊必須強制實施基於建築資訊模型(BIM)的 4D 排程管理,每日以空間矩陣的方式核發工作許可(Permit to Work),透過時間錯開與空間隔離來降低工安風險與拆除重工的機率。
五、第四階段 – 試車與商轉驗收期 (第 24~32 個月)
當實體的管線接合與電纜佈置告一段落,電廠將進入由試車工程師主導的系統整合與驗證階段。此階段的不可預測性極高,隱藏在數萬個儀表接點或管線深處的微小瑕疵,都可能在系統通電或首次進汽時被瞬間放大,導致昂貴的設備毀損。
5.1 試車階段的系統整合節點
試車流程嚴謹地分為冷試車(Cold Commissioning)與熱試車(Hot Commissioning)。冷試車在無耗能或未點火的狀態下進行,涵蓋管線的水壓試驗以驗證承壓能力、控制系統的儀表迴路測試(Loop Check)確保 DCS 訊號正確無誤,以及各類泵浦與馬達的單體試運轉。熱試車則象徵電廠甦醒,包含氣渦輪機的首次點火(First Fire)、高溫蒸汽導入汽輪機(進汽)、發電機首次與國家電網併聯(Synchronization),以及最終的全負載測試。橫跨冷熱試車之間,決定汽輪機是否能安全轉動的核心要徑,即為「管線吹流(Steam Blowing)」。
5.2 深度分析:管線吹流策略與清潔度控制
管線吹流的根本目的,是利用高溫高壓蒸汽在管內的極高速流動,將建廠數十個月以來殘留於管壁上的氧化鐵皮(Mill Scale)、防鏽塗層、銲渣與各種異物徹底清除22。如果不執行此程序,這些堅硬的微粒將隨著高速蒸汽直接沖入汽輪機,對精密加工的動靜葉片造成毀滅性的固體顆粒侵蝕(Solid Particle Erosion)或打斷葉片,導致數億元的損失與長達數月的停機維修22。
5.2.1 清潔力比值(CFR)的熱力學實踐
為確保吹流能有效剝離頑固的氧化皮並將其帶出管外,吹流時的蒸汽動能(動量)必須大於電廠未來在最大連續額定負載(Maximum Continuous Rating, MCR)運轉時的蒸汽動能。流體力學上,這項指標由清潔力比值(Cleaning Force Ratio, CFR)或干擾係數(Disturbance Factor, K)來定義25。其計算公式如下:
CFR=(m2×v)blow/(m2×v)MCR
其中,m 為蒸汽質量流率(Mass flow rate),v 為蒸汽的比容(Specific volume,即密度的倒數)25。
實務上,為保證將來的運轉絕對安全,CFR 值必須大於 1.0,業界高標準通常要求達到 1.2 至 1.5 之間27。然而,在吹流階段,由於蒸汽是直接排放至大氣,管線系統內無法維持如同正常運轉時的高壓。根據熱力學原理,壓力下降會導致蒸汽比容(v)急遽增加。工程師正是利用此一特性,透過較低的吹流壓力創造出極大的比容,進而使蒸汽在管內產生極高的流速,以達到超過正常運轉的動能擾動效果27。
5.2.2 降溫降壓操作與標靶驗證策略
在實際操作中,吹流工法可分為連續吹流與「脈衝式吹流(Puffing Method)」。脈衝式吹流透過在系統蓄積壓力後,瞬間全開臨時設置的犧牲閥門(Sacrificial Valve)將蒸汽猛烈釋放25。這種方法不僅能產生強大的流體剪切力,更重要的是利用蒸汽導入與排放時的急遽溫度變化,對管壁產生「熱衝擊(Thermal Shock)」,利用金屬管壁與氧化鐵皮熱膨脹係數的差異,促使附著的氧化皮龜裂剝落25。每次脈衝後,系統必須停頓數小時使管線充分冷卻收縮,再進行下一次的加熱吹流循環29。
吹流作業何時能宣告結束,取決於安裝在臨時排放管口處的「標靶板(Target Plate)」。標靶板通常由經過拋光的 304 或 316 不銹鋼製成,以提供清晰的表面供檢驗26。當連續兩次脈衝吹流打在靶板上,其表面檢驗結果符合嚴格標準(例如:沒有邊緣凸起的撞擊點、每平方公分內的細微凹坑少於 3 個,且絕對無大於 1mm 的凹坑)時,方可視為管線內部已達潔淨標準,准許汽輪機進汽11。
5.3 性能保證指標的達成與合約風險
熱試車的最後一哩路是性能測試(Performance Test),這不僅是技術驗證,更直接關乎 EPC 統包商的尾款請領與鉅額罰則。
- 熱效率與出力保證:氣渦輪機、HRSG 與汽輪機的系統匹配效率必須精準達到合約承諾的保證值。如果測試顯示整廠熱效率不達標或發電出力不足,統包商將面臨以千萬美元計的違約金(Liquidated Damages, LDs)。
- 排放標準連動分析:現代 CCPP 需保證極低的環境污染物排放,特別是氮氧化物(NOx)與一氧化碳(CO)。這要求系統整合工程師對選擇性催化還原系統(SCR)的氨氣噴注網格分配,以及氣渦輪機的低污染燃燒器(DLN/DLE)燃料比例進行極其精準的微調。若排放標準未能達標,將無法取得環保主管機關核發的固定污染源操作許可證,直接導致移交商轉(COD)的無限期擱置。
六、研究預期貢獻與 32 個月建廠時程合理性評估
6.1 建廠時程合理性與國內實地背景評估
針對一份 1,200 MW 級的先進 CCPP(如國光二期),業界常設定約 32 至 36 個月的 EPC 建廠期。本研究參照國內近期指標案例的實地背景進行合理性評估。根據台電公司資料,台中電廠新建燃氣機組原本預計 113 年商轉,卻因地方政府都市設計審議與海域環評進度遲滯,衍生建照無法取得,並遭遇地下障礙物拖延工進,最終預估順延至 117 年,延宕高達 52 個月1。興達電廠燃氣統包案與大潭電廠擴建案,亦分別因前期缺工、材料規格不符、設計變更以及統包聯盟與分包商間的商務問題,造成現場工進排程受到衝擊而延宕5。
綜合上述實證數據,本研究得出結論:純就「工程技術面與現場施工面」而言,32 個月完成大型 CCPP 的建廠是極度緊湊但理論上可行的(Aggressive but technically feasible)。然而,這個 32 個月的計時起點必須設立於一個完美的基準點上——即「所有環境影響評估皆已通過、地方建照悉數取得、且地質條件無潛藏風險」。若將台灣特有的冗長行政許可審查與地方溝通納入專案關鍵要徑中,32 個月的時程將完全不具備可行性。國光二期預計 2025 年動工,2028 年底完工,整體時程橫跨約 36 至 48 個月1,也印證了實務上規劃者必須保留 4 至 12 個月的寬裕時間(Float),以吸收工程前期的非技術性風險。
6.2 產出實務要徑與風險預警模型
6.2.1 實務要徑網路邏輯矩陣(Network Diagram Logic Matrix)
受限於報告格式,本研究將高解析度甘特圖與網路圖(Network Diagram)轉化為邏輯路徑矩陣,清晰揭示新世代 CCPP 專案的先後順序與關鍵依賴關係:
| 時序階段 | 關鍵要徑節點 (Critical Path Nodes) | 邏輯依賴與前置作業 (Predecessors) | 預估耗時 |
| 階段一 | 1. 發布開工通知 (NTP) 與基礎工程設計
2. P&ID 凍結與 3D 模型展開 3. 長交期設備 (GT/ST/HRSG/P91管材) 發包 |
須確認環評與建照無虞。B31J 應力分析必須在管材發包前完成。 | 第 1~8 月 |
| 階段二 | 4. 土建基樁打設與 GT/HRSG 基礎澆灌
5. 全球供應鏈製造與 P91 管材廠內熱感應彎管加工 |
依賴現場地質勘探完成。長交期設備製造與土建平行展開。 | 第 6~18 月 |
| 階段三 | 6. 重型設備抵達與吊裝就位 (土建移交機電)
7. 高壓合金管線現場銲接與嚴格 PWHT |
基礎混凝土必須達設計強度。銲接需等待管件全數運達工地。 | 第 15~26 月 |
| 階段四 | 8. 系統水壓試驗與冷試車
9. 蒸汽吹流 (CFR > 1.2) 與靶板驗證 10. 點火併網與性能測試 (COD) |
依賴管線銲接 NDT 全數合格。吹流合格後方允許汽輪機進汽。 | 第 24~32 月 |
6.2.2 關鍵風險預警檢查表(Risk Warning Checklist)
針對「長交期材料發包」與「現場特殊管線銲接」兩個最大變數,本研究提出供專案經理提前干預的雙重防呆矩陣:
| 風險領域 | 預警指標(Trigger / KPI) | 檢查項目與提前干預行動(Action Plan) |
| 設計與發包 | 管線D/T 比例≦ 100,或 3D 模型路徑圖中包含大角度的現場管線冷拉抬設計。 | 1. 強制導入 ASME B31J 進行有限元素虛擬測試9。
2. 嚴格禁止 >2.5% 應變的現場冷彎,將轉折段全數修改為採購工廠預製的「高周波熱感應彎管」15。 |
| 材料源頭管控 | 供應商提交的 P91 鋼管材質證明書(MTR)中,氮(N)含量偏離 0.03%-0.07%。 | 1. 立即拒收該爐號管材,因其無法形成足夠碳氮化物釘扎晶界,將導致潛變破裂16。
2. 啟動備用合格供應商的二級產能調度。 |
| 現場特殊銲接 | 現場巡視發現銲道層間溫度異常飆高(>300°C),或冷卻階段未低於 100°C 即開始架設加熱帶進行 PWHT。 | 1. 監造工程師應立即發布停工令(Hold Point)。
2. 確保沃斯田鐵完全相變為馬田散鐵,防止脆化15。 |
| 品質檢驗 (NDT) | 銲口表面硬度測試結果低於 190 HBW 或高於 250 HBW。 | 1. 標記為潛在的「第四型龜裂(Type IV Cracking)」高危險區14。
2. 嚴禁實施局部挖補,強制啟動該管段的環向切除、重新銲接與全套熱處理程序16。 |
6.3 工程防呆機制:消弭設計與施工的資訊落差
本研究總結出最具價值的實務整合建議,即利用數位化工具消弭設計端與施工端的資訊落差。專案管理團隊應將 CAESAR II 應力分析軟體結合 B31J 的數值輸出結果,直接轉譯並寫入採購規格書與施工方法說明書(Method Statement)中。當應力分析顯示某一節點存在高應力集中時,不應祈求現場工人在惡劣環境下透過手藝來消除裝配應力,而是應該從源頭防呆,採購一體成型的鍛造三通(Forged Tee)或增加熱感應彎管的彎曲半徑。此外,必須在 BIM 總體模型中為每道 P91 銲口預留足以包覆厚重保溫棉與 PWHT 加熱設備的三維空間,徹底杜絕「設計圖面可行,但現場空間無法施工」的實務困境。
七、結論
先進燃氣複循環電廠(CCPP)的建設不僅是一項土木與機電堆疊的工程,更是一項匯集極端熱力學、精細冶金學與龐大介面管理的綜合性系統任務。本研究透過深度剖析從 EPC 統包決標至移交商轉的黃金 32 個月時程,揭示了決定專案成敗的關鍵往往隱藏於極度微觀的技術細節中。
研究結果論證了,導入 ASME B31J 規範重塑了高能管線應力分析的邊界,消除了傳統設計的盲點;而 P91/P92 合金鋼材猶如「陶瓷」般的敏感冶金特性,徹底推翻了傳統管線冷彎與銲接的隨意性。現場銲後熱處理(PWHT)的時間陷阱、必須強制降溫的相變等待期,以及硬度檢驗的嚴苛標準(190-250 HBW),共同構成了機電安裝期最脆弱的要徑。最終的系統驗證階段,則高度依賴精確計算流體力學的蒸汽吹流策略(CFR > 1.2)與熱衝擊效應,來保障內部昂貴汽輪機的長期運行安全。
參照台灣台中與興達電廠延宕高達數十個月的血淋淋教訓,32 個月的建廠期必須被建立在前端環境評估與行政許可悉數完備的防護罩內。藉由落實本研究提出的「關鍵風險預警檢查表」與「以熱感應彎管全面取代現場冷彎」等工程防呆機制,EPC 統包商將能有效彌合辦公室設計與工地施工的資訊落差,將不可預測的返工風險降至最低。這不僅為國光二期等新世代大型發電專案的如期商轉提供了堅實的學術理論支撐,更為未來台灣重工業與公共工程的專案管理模式,開創了具備高度實務操作價值的最佳指引。
參考文獻
- 中鼎得標「國光電廠更新擴建統包案」 預2028年底完工、年發電70億度|新聞快訊 – 永豐金證券, https://www.sinotrade.com.tw/richclub/news/67bdb0c431c1ba247af6d1ee
- 中鼎取得國光電廠更新統包案2025營收可望再創高 – 工商時報, https://www.ctee.com.tw/news/20250225701116-430503
- 中鼎取得國光電廠更新統包案2025營收可望再創高 – 旺得富理財網, https://wantrich.chinatimes.com/news/20250225900556-420101
- 立法院全球資訊網-一二、部分新建燃氣電源開發計畫進度落後,允宜促請台電公司積極趲趕工進,並預為籌謀相關因應配套方案,以確保未來穩定供電, https://www.ly.gov.tw/Pages/Detail.aspx?nodeid=55702&pid=244614
- 台灣電力股份有限公司辦理台中電廠新建燃, https://cybsbox.cy.gov.tw/CYBSBoxSSL/edoc/download/72830
- 台灣電力股份有限公司111 年第9 次(第778 次)董事會議事錄, https://www.taipower.com.tw/media/x3xpxojf/111%E5%B9%B4%E7%AC%AC9%E6%AC%A1-%E7%AC%AC778%E6%AC%A1-%E8%91%A3%E4%BA%8B%E6%9C%83%E8%AD%B0%E4%BA%8B%E9%8C%84.pdf?mediaDL=true
- ASME B31J Essentials for Piping Analysis | PDF | Stress (Mechanics) – Scribd, https://www.scribd.com/document/961302630/B31J-Essentials
- Effect of B31J SIF (i) and Flexibility Factors (k) on Pipe Stress Analysis Compared to Appendix D Values | IMECE-INDIA | ASME Digital Collection, https://asmedigitalcollection.asme.org/imece-india/proceedings/IMECE-INDIA2025/89169/V004T08A006/1228861
- B31J Methods – CAESAR II – Help – Hexagon Documentation, https://docs.hexagonppm.com/r/en-US/CAESAR-II-Users-Guide/Version-13/1467329
- ASME B31J: I & K Factors in Pipe Analysis – Cortex Engineering Software, https://www.cortexsoftware.com.au/blog/understanding-asme-b31j-methods-i-factors-and-k-factors-in-piping-stress-analysis
- Stress Intensity Factor (SIF) For Special Geometries In Piping Stress Analyisis – CADE, engineering, https://cadeengineering.com/study-case/stress-intensity-factor-sif-for-special-geometries-in-piping-stress-analyisis/
- SIF, https://sites.google.com/site/fareastpiperreference/analysis/sif
- Comparing materials for high-temperature steam piping – The Fabricator, https://www.thefabricator.com/tubepipejournal/article/tubepipefabrication/comparing-materials-for-high-temperature-steam-piping
- P91 vs. P22: The ‘Ceramic’ Trade-Off in High-Pressure Steam Piping, https://www.zc-pipe.com/P91-vs-P22-The-Ceramic-Trade-Off-in-High-Pressure-Steam-Piping-id46006075.html
- 9Cr-1Mo (P91) Boiler Tube: Operational Realities and Field Failures – ZC Steel Pipe, https://www.zc-pipe.com/9Cr-1Mo-P91-Boiler-Tube-Operational-Realities-and-Field-Failures-id44006075.html
- Influence of PWHT Parameters on the Mechanical Properties and Microstructural Behavior of Multi-Pass GTAW Joints of P92 Steel – MDPI, https://www.mdpi.com/1996-1944/15/12/4045
- (PDF) Controlling heat treatment of welded P91 – ResearchGate, https://www.researchgate.net/publication/291818792_Controlling_heat_treatment_of_welded_P91
- Type IV Cracking of Weldments in Enhanced Ferritic Steels – TWI, https://www.twi-global.com/technical-knowledge/published-papers/review-of-type-iv-cracking-of-weldments-in-9-12cr-creep-strength-enhanced-ferritic-steels/
- Alloy Steel Hot Induction Bends – Savoy Piping Inc., https://www.savoypipinginc.com/hot-induction-bends-manufacturer/alloy-steel-pipes-induction-bends-manufacturer.html
- Hot Induction Bend, SS Pipeline – Industrial buttweld pipe fittings manufacturer in Carbon / Alloy Steel, https://www.excelmetal.net/asme-b16-9-hot-induction-pipe-bend-manufacturer.html
- P91 Steel Postweld Heat Treatment Effects | PDF – Scribd, https://www.scribd.com/document/357683160/P91-material-pdf
- Steam Blowing Procedure Overview | PDF – Scribd, https://www.scribd.com/document/639324275/Steam-Line-Blowing-Procedure-General
- Welding “Grade 91” Alloy Steel – Sperko Engineering Services, https://sperkoengineering.com/wp-content/uploads/2025/09/Grade-91-R-8-12.pdf
- Apply B31J SIFs and Flexibilities – CAESAR II – Help – Hexagon PPM Documentation, https://docs.hexagonppm.com/r/en-US/CAESAR-II-Users-Guide/Version-13/1447900
- Steam Blowing Procedure Overview | PDF – Scribd, https://www.scribd.com/document/440770042/Standard-Procedure-of-Steam-Blowing-Test
- Steam Blowing Procedure for Power Plants | PDF | Valve – Scribd, https://www.scribd.com/document/858508167/steam-blowing-procedure-as-per-API-686
- Cleaning Force Ratio in Steam Blowing | PDF | Turbine – Scribd, https://www.scribd.com/document/666281572/Cleaning-Force-Ratio
- DTEC MARINE AND HEAVY INDUSTRIES PTE. LTD. (DMHI), http://www.dtecpetroleum.com/CompanyProfile/rev.01-DMHICompanyProfile.pdf
- Boiler Unit 1 Steam Blowing Procedure | PDF – Scribd, https://www.scribd.com/document/237187754/Steam-Blowing-Procedure
- Steam Blowing Procedure for CCPP | PDF – Scribd, https://www.scribd.com/document/313132167/7856-ME-SPC-198-025-REV-A
- Steam Blowing Procedure for CCPP | PDF | Valve | Pump – Scribd, https://www.scribd.com/document/395934073/KPCL-Steam-Blowing-Procedure