
摘要
在全球能源轉型與電網負載波動加劇的背景下,燃氣複循環發電廠(Combined Cycle Power Plant, CCPP)正從傳統的穩定基載運行,轉變為承擔嚴苛負載追隨(Load-following)與頻繁啟停(Start-up and shutdown)任務之關鍵節點。此種運行模式的轉變,使得機組內部的高能管線系統(High Energy Piping, HEP)長期暴露於極端的熱機循環(Thermo-mechanical cycling)與流體脈動中,進而引發嚴重的熱疲勞與環境輔助疲勞(Environmentally Assisted Fatigue, EAF)。傳統高能管線系統多依賴對接銲接彎頭(Welded Elbows)進行管路轉向,然而,尤其在面臨極端海洋氣候(如符合 ISO 12944:2018 規範之 CX 腐蝕等級)的環境下,銲縫與熱影響區(Heat-Affected Zone, HAZ)的冶金不均勻性、應力集中效應,以及微電池腐蝕機制,使其無可避免地成為整個壓力邊界中最脆弱的失效熱點。
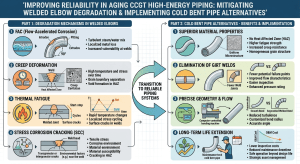
本研究報告旨在深入探討 CCPP 老舊高能系統中銲接彎頭之深層失效機制,並全面論證採用「冷作彎管(Cold Bending)結合彎後熱處理(Post-Bending Heat Treatment, PBHT)」作為結構性替代改善方案的工程可行性與技術經濟效益。透過微觀組織演變分析、斷裂力學之失效評估、ASME B31 系列動力管線規範之嚴格合規性檢視,以及基於 ASME B31J 之應力強度因子(Stress Intensification Factor, SIF)數學演算,本研究證實:針對極厚壁管件,大半徑冷作彎管(如 3D 或 5D)不僅能顯著抑制流體沖蝕與卡門橢圓化效應(Karman Ovalization Effect),更能從根本上消滅傳統銲縫缺陷所帶來的疲勞應力集中。在全生命週期(Life-cycle)的經濟與風險評估中,冷作彎管方案藉由免除頻繁的非破壞性檢測(NDT)、延長防蝕塗層壽命,以及降低長期維護營運成本(OPEX),展現出卓越的長期投資回報率。研究結果為現代化發電廠高能管線系統的延壽工程與本質安全提升,提供了堅實的理論基礎與實務指引。
一、 緒論
1.1 能源轉型背景下之 CCPP 負載特性與高能管線挑戰
隨著再生能源(如風力與太陽能)併網比例的大幅攀升,電網的間歇性與不穩定性急劇增加。傳統燃氣複循環機組(CCPP)因此被迫頻繁進行啟動與停機操作,以彌補電網的基載缺口1。每一次的瞬態熱力學過程,皆會導致高能管線系統內部流體溫度與壓力發生劇烈且不均勻的波動。以典型輕水式反應爐(LWR)或高壓鍋爐之給水系統為例,在啟動瞬態期間,給水溫度可能在短短的 18,000 秒內發生從 286°C 驟降至 39°C 的極端變化,並伴隨高達 669 W/m²·°C 的對流熱傳遞係數1。這種極端的熱瞬態會在管壁橫截面上誘發巨大的局部與全局循環熱機應力,當這些交變應力與管線系統的幾何不連續點(如彎頭處)相互作用時,極易引發低週期熱疲勞(Low-cycle thermal fatigue)1。
1.2 台灣極端海洋環境 (CX/C5-M) 下之腐蝕威脅
除了內部流體的熱力學衝擊,地理與氣候環境對管線的外部侵蝕同樣致命。以台灣西岸為例(如通霄、台中、興達與森霸等發電廠),其廠區普遍暴露於高鹽度、高濕度且伴隨強烈季風的極端海洋環境中3。此類環境符合 ISO 12944:2018 標準定義之 CX(極端海洋)或 C5-M 腐蝕等級4。在這種惡劣環境下,空氣中富含的氯離子與高導電性鹽水膜極易附著於管線表面。傳統管線若採用銲接彎頭,銲縫的隆起處與熱影響區將成為防蝕塗層的脆弱點,進而誘發應力腐蝕龜裂(Stress Corrosion Cracking, SCC)與點蝕(Pitting corrosion)4。
1.3 研究動機與目的
傳統上,針對出現疲勞裂紋的老舊管線,業界常採用打磨(Buffing)、全包覆金屬套管(Full-encirclement metallic sleeves)或碳纖維複合材料包覆(Carbon composite-based wraps)進行過渡性修復6。研究指出,在循環壓力(10% 至 72% SMYS)測試中,碳複合材料包覆能使單一裂紋的疲勞生長率降低 3 至 5 倍,並將達到失效的週期次數提升 15 倍7。然而,這些補強技術終究屬於「治標」的被動防禦手段。
為徹底解決銲縫帶來的潛在風險,產業界逐漸引入「冷作彎管」技術作為主動的本質安全改善方案3。冷作彎管在室溫下利用機械力使金屬管材產生塑性變形,實現無接縫轉向,極大化地減少人為銲縫數量6。然而,冷彎加工伴隨著劇烈的加工硬化與殘餘應力累積,若缺乏嚴謹的力學評估與彎後熱處理,可能適得其反6。因此,本研究旨在全面剖析 CCPP 老舊高能系統採用冷作彎管替代銲接彎頭的執行效益,綜合材料冶金、破壞力學、ASME 規範合規性以及全生命週期成本,建構一套完整的工程決策分析框架。
二、 老舊高能系統銲接彎頭之劣化機制與斷裂力學行為
高能管線在長年服役後,銲接彎頭的失效往往是機械應力、熱力學環境與材料冶金缺陷多重耦合的綜合結果。
2.1 熱機循環與環境輔助疲勞 (EAF)
疲勞失效是材料在低於極限抗拉強度(UTS)甚至降伏強度的反覆循環應力作用下,所發生的漸進式破裂現象8。要發生疲勞失效,交變應力中必須具備張應力(Tensile stress)分量9。在 CCPP 管線中,頻繁的啟停與負載變化會產生極高的二次應力(Secondary Stress),而泵浦或閥門作動則會引起高頻的流體脈動,導致振動疲勞(Vibration Fatigue)1。
在含有高溫水或腐蝕性流體的系統中,環境條件會大幅加速材料的老化並降低其抗疲勞強度1。美國核能管理委員會(NRC)之 NUREG/CR-6909 報告確立了評估環境輔助疲勞(EAF)的準則,強調溫度、應變率以及水中溶氧量(Dissolved Oxygen, DO)是決定疲勞壽命的關鍵參數1。當銲接缺陷與此惡劣環境疊加時,會顯著改變材料之 S-N 曲線(應力-壽命曲線)形狀,使得原本在空氣中具備明確疲勞極限(Endurance limit)的材料,在腐蝕介質中發生提早斷裂9。
2.2 熱影響區 (HAZ) 之微觀冶金演變與電化學腐蝕
在主蒸汽或再熱蒸汽系統中,銲接過程涉及局部的極端高溫熔化與隨後的急速冷卻,這在母材與銲道交界處形成了微觀結構複雜的熱影響區(HAZ)4。HAZ 依據峰值溫度可細分為粗晶區(Coarse-grained HAZ)、細晶區與臨界區。研究表明,粗晶 HAZ 由於晶粒急劇長大,材料的低溫韌性與抗拉強度顯著下降;且其腐蝕電位往往是整個接頭系統中的最低點,促使該區域成為微電池腐蝕(Micro-galvanic corrosion)的犧牲陽極4。
在含氯離子或硫化物的環境中,銲縫金屬、HAZ 與母材之間的電位差會加速陽極溶解,導致點蝕(Pitting corrosion)在銲縫根部優先生成5。這些點蝕坑不僅造成局部材料流失,更成為微觀幾何上的應力集中器(Stress concentrators),為裂紋萌生提供了完美的起始點5。
2.3 疲勞裂紋擴展機制與斷裂特徵
一旦裂紋在銲趾(Weld toe)、根部餘高或 HAZ 處萌生,交變載荷便會驅動裂紋逐步穿透管壁。疲勞斷裂面通常會呈現特徵性的海灘紋(Beach marks,或稱蛤殼紋 clamshell marks),這些條紋對應了裂紋在循環載荷下的生長與停滯週期2。若銲接不良導致最終銲蓋(Final cap)過高,或存在多個起裂點,斷面上將形成被稱為「棘齒紋(Ratchet marks)」的特殊圖紋9。
透過失效評估圖(Failure Assessment Diagrams, FADs)的分析,可發現裂紋深度是主導惡劣環境下裂紋行為的關鍵1。當剩餘管壁截面積無法承受工作載荷時,將發生快速的終極斷裂(Final fracture),其斷面形貌取決於材料特性,可能呈現韌性破壞的韌窩(Dimple)圖案或脆性破裂的解理面8。歷史案例中,某上游管線因銲接引弧(Arc strike)造成的表面凹陷,在循環載荷下引發疲勞裂紋,最終導致管線斷裂9。
三、 冷作彎管成型技術之塑性力學與材料行為
面對銲接彎頭無法根除的冶金缺陷,冷作彎管透過機械力量改變管件幾何,實現連續的無縫轉向。然而,此過程對材料造成的劇烈微觀結構變化,必須被精確量化與管理。
3.1 塑性變形機制、壁厚減薄與卡門橢圓化效應
冷作彎管是在低於材料下臨界溫度(通常為室溫)下進行的加工程序13。常用的工法包含旋轉拉彎(Rotary Draw Bending)、滾彎(Roll Bending)與壓縮彎曲(Compression Bending),其中旋轉拉彎常配合芯軸(Mandrel)以防止管壁壓扁或起皺4。
在成型過程中,管件截面的受力極不均勻:外弧側(Extrados)承受切向張應力,導致管壁顯著拉伸並減薄(Wall thinning);內弧側(Intrados)則承受切向壓應力,導致管壁壓縮增厚3。除了壁厚改變,圓形管截面在彎曲力矩作用下會趨於扁平化,產生所謂的「卡門橢圓化效應(Karman Ovalization Effect)」15。這種橢圓度(Ovality)若不加以控制,會嚴重破壞流體力學的穩定性並削弱管線的承壓能力。工業標準通常要求彎曲區域的橢圓度不得大於 8%,且減薄後的壁厚必須大於公稱最小壁厚的 90%16。
3.2 纖維伸長率 (Fiber Elongation) 與應變極限演算
冷彎過程對材料施加的極端應變可透過極限纖維伸長率(Extreme fiber elongation)來量化。依據 ASME Section VIII-Division 1 (UCS-79) 針對單一曲率圓柱體的公式,纖維伸長率百分比計算如下18:
% Extreme Fiber Elongation=(t/2Rf )×100%
其中 t 為管壁厚度,Rf 為最終彎曲中心線半徑12。
以 API 5L X70 鋼管(壁厚 0.469 吋,彎曲為 36 吋半徑)為例,其極限纖維伸長率約為 7.35%12。ASME B31.3 規範(Para 332.4.2)嚴格要求,對於 P-Nos. 1 至 6 的材料,若冷彎後的計算纖維伸長率超過該材料規範基本最小伸長率的 50%,則必須強制進行彎後熱處理(PBHT)18。此一規定確立了應變管理的法規紅線,防止材料因過度拉伸而喪失必要的延展性。
3.3 加工硬化、殘餘應力與鮑辛格效應 (Bauschinger Effect)
在微觀層面,冷彎導致的金屬晶格非均勻滑移會促使位錯(Dislocation)密度呈指數級增加並相互纏結,形成強烈的加工硬化(Work Hardening)現象6。加工硬化提高了材料局部的降伏強度,但同時大幅降低了塑性,使材料呈現硬脆特徵10。
更關鍵的是,冷作變形會引發「鮑辛格效應(Bauschinger Effect)」:金屬在承受特定方向的塑性變形(例如外側的拉伸)後,其在反方向(壓縮)的降伏強度會顯著降低3。這表示當 CCPP 啟停時產生反向熱應力,彎管將更容易進入塑性變形區,加速低週期疲勞失效。此外,卸載後的彈性回彈(Springback)會在管壁內留下巨大的殘餘應力,特別是內弧側的高密度殘餘張應力,在接觸氯離子等腐蝕介質時,將成為觸發應力腐蝕龜裂(SCC)的直接驅動力3。
四、 彎後熱處理 (PBHT) 與微觀組織修復機制
鑑於冷作彎管引發的複雜內應力與脆化風險,施加彎後熱處理(PBHT)是確保高能系統本質安全的核心工序。
4.1 應力釋放與再結晶之冶金熱力學
PBHT 的核心目標是透過熱能激活原子的擴散與重排。對於碳鋼與低合金鋼管,PBHT 通常在亞臨界溫度區間進行,其冶金修復機制包含兩個階段3:
- 回覆 (Recovery): 在 550°C 至 650°C 區間,材料內的點缺陷消失,位錯重新排列成較低能量的亞晶界,顯著釋放巨觀與微觀殘餘應力,將引發 SCC 的驅動力降至最低6。
- 再結晶 (Recrystallization): 若溫度與保溫時間足夠,無應變的等軸新晶粒將在嚴重變形的區域成核並長大,取代原本因冷彎拉長的硬化晶粒。此過程能徹底恢復材料的低溫衝擊韌性與斷裂韌性6。
4.2 銲後熱處理 (PWHT) 與 PBHT 之法規參數控制對比
無論是針對銲接彎頭的 PWHT,還是冷作彎管的 PBHT,ASME 規範(如 B31.1 表 132 及 B31.3 表 331.1.1)皆規定了嚴格的溫度與時間參數12。
| 材料群組 (P-No.) | 代表材質 | 保溫溫度範圍 (°F / °C) | 最小保溫時間 (依厚度) | 冷卻與硬度檢測要求 |
| P-No. 1 | 碳鋼 | 1100-1200°F (593-649°C) | 每吋厚度 1 小時 (最少 15 分鐘) | 冷卻速率小於 100°F/hr (至1200°F下)12。 |
| P-No. 4 | 1¼Cr-½Mo (低合金) | 1300-1375°F (704-746°C) | 每吋厚度 1 小時 | 防止熱應力與脆化,需緩冷4。 |
| P-No. 5A/5B | 2¼Cr-1Mo | 1300-1400°F (704-760°C) | 每吋厚度 1 小時 | 需檢測 10% 以上之銲縫/彎管硬度11。 |
| P-No. 15E | Grade 91 / P91 | 1350-1425°F (730-775°C) | 每吋厚度 1 小時 | 嚴格控制馬氏體回火,硬度需在特定範圍6。 |
| P-No. 8 | 奧氏體不銹鋼 | 通常免除 (None) | N/A | 除非有 SCC 風險需固溶退火4。 |
對於銲接製程而言,現場 PWHT 容易受到天候干擾(如強風導致局部溫度不足,或突發大雨造成水淬脆化)4。相較之下,冷作彎管的 PBHT 通常在具備精密溫控的廠內加熱爐中進行,或採用可程式化控制的感應加熱(Induction heating),能確保整個彎管區域(包括相鄰直管過渡區)受熱均勻,徹底消除材料劣化的隱患14。
五、 基於 ASME B31 體系之規範合規性與結構力學演算
5.1 ASME B31.1 與法規演進背景
發電廠的高能管線設計主要受制於 ASME B31.1(動力管線規範,Power Piping)。與著重於化工廠的 ASME B31.3(製程管線規範)相比,B31.1 更具「規定性(Prescriptive)」,賦予了較高的安全係數(約 4.0),以應對發電廠動輒長達 40 年以上的高溫高壓服役週期10。
根據 B31.1 第 129.3 節與 46 CFR 56.80 規定,當碳鋼管線壁厚大於 3/4 吋,或鐵素體合金鋼(Ferritic-alloy pipe)公稱管徑大於 4 吋或壁厚大於 1/2 吋時,冷彎後「必須」進行應力消除熱處理20。這些硬性規定確保了厚壁管線在承受巨大冷作應變後,不會因內部殘餘應力而在服役期間發生災難性破裂。
5.2 基於 ASME B31J 之應力強度因子 (SIF) 與柔性因子深度演算
為了從結構力學角度量化冷作彎管與傳統對銲彎頭的行為差異,本研究導入 ASME B31J 規範,針對 CCPP 廠內之高壓蒸汽管線(P91 鋼,公稱管徑 NPS 4″ XXS)進行數學演算與分析。
5.2.1 幾何特徵與參數定義
該 P91 NPS 4″ XXS 規格之基礎參數如下15:
- 管外徑 (D0):4.500 吋
- 管壁厚度 (T):0.674 吋
- 匹配直管平均半徑 (r2=(D0-T)/2):1.913 吋→r22≒3.6596 吋²
- 徑厚比 (D0/T):≒6.677 (屬於極端厚壁管件)
依據 ASME B31J 規範,主導彎曲力學行為的核心無因次參數為「柔性特徵值(Flexibility Characteristic, h)」15:
h=T·R1/R22
5.2.2 3D 冷作彎管之力學特徵演算
設定冷作彎管之彎曲中心線半徑R1=3D=12 吋15:
- 柔性特徵值:h3D=(0.674×12)/3.6596≒2.210
- 理論柔性因子 (K):k3D=1.3/2.210≒0.588。
- 法規約束:因計算結果0.588 ≦ 1.0,管件無法提供比直管更優的柔性,故強制重置為剛體特性h3D=1.0 15。
- 平面內應力強度因子 (iin):
iin(3D) =0.9/(2.210)2/3 ≈0.9/1.697≈0.530。
- 法規約束:理論值0.530 < 1.0,強制收斂至下限安全值iin(3D) =1.0 15。
- 平面外應力強度因子 (iout):i_out(3D) =0.75/(2.210)2/3 ≈0.442→ 強制重置為1.0 15。
5.2.3 1.5D 銲接彎頭之力學特徵演算
針對曲率較急之對銲彎頭R1=1.5D=6 吋15:
- 柔性特徵值:h5D=(0.674×6)/3.6596≈1.105
- 理論柔性因子 (k):k5D=1.3/1.105≈1.176 。
- 因176>1.0,該彎頭在分析中保留極微小的柔性放大效應(k=1.176)15。
- 平面內應力強度因子 (iin):iin(1.5D) =0.9/(1.105)2/3 ≈0.9/1.069≈0.842→ 強制重置為1.0 15。
- 平面外應力強度因子 (iout):iout(1.5D) =0.75/1.069≈0.702→ 強制重置為1.0 15。
5.2.4 演算結果之工程洞察
上述嚴密的數學推導揭示了一個關鍵事實:在D0/T≒6.677 的極端厚壁高能管線中,強大的剛性使得卡門橢圓化效應完全失效15。從宏觀力學分析模型來看,無論是大半徑的 3D 冷彎還是短半徑的 1.5D 彎頭,其理論應力強度因子(SIF)皆無法低於直管,並被法規統一重置為1.015。
這表示,冷作彎管的核心優勢並不在於理論方程式中 SIF 數值的改變,而在於它實體消除了「端點對接環縫」。銲接彎頭在與直管對接處,必然伴隨著 HAZ 硬化帶與銲道幾何突起,這些隱藏缺陷是實際運轉中引發疲勞與 SCC 的起因;而冷作彎管則保留了與直管連續一致的光滑表面,徹底拔除了潛在的疲勞萌生熱點4。
六、 全生命週期之技術經濟效益與本質安全評估
對於動輒運轉數十年的 CCPP 機組,管線升級的決策不能僅著眼於初期建置成本(CAPEX),更需評估其對營運維護成本(OPEX)及系統本質安全(Inherent Safety)的長期貢獻。
6.1 流體動力學優化與沖蝕防護
傳統 1.5D 或更小半徑的銲接彎頭會造成管內流體急遽轉向,伴隨二次流(Secondary flow)漩渦與強烈的離心力。若銲縫根部存在餘高,將直接破壞邊界層,引發強烈的亂流與局部沖蝕(Erosion-corrosion)4。
相較之下,採用 3D 或 5D 的大半徑冷作彎管,提供了極為平滑的流體過渡路徑,顯著降低了壓力降與流體摩擦剪應力6。這不僅延長了管線在高速蒸汽或雙相流下的更換週期,對於配置緊湊、維護空間受限的廠區輔助系統(BOP)而言,更能有效抑制流體致發振動(FIV),從源頭降低振動疲勞的發生機率3。
6.2 CAPEX 與 OPEX 之交叉經濟分析
冷作彎管技術在成本結構上展現出與傳統工法截然不同的特性:
| 評估維度 | 傳統銲接彎頭工法 (Welded Elbows + PWHT) | 大半徑冷作彎管工法 (Cold Bending + PBHT) | 技術與經濟洞察 |
| 初期採購與製造 (CAPEX) | 需採購標準鍛造彎頭、墊片、銲材;高度依賴高階配管銲工,人工成本高昂3。 | 需使用高階數控彎管機與芯軸設備,初期設備折舊與入爐熱處理成本較高4。 | 冷彎初期機具門檻高,但省去了龐大的彎頭物料採購費與對高階銲接人力的依賴,對 4 吋以下管路極具經濟規模5。 |
| 檢驗與品管 (QA/QC) | 每個彎頭需進行兩道環縫的 100% 射線照相 (RT) 或超音波檢測 (UT),若有瑕疵需剷修重檢4。 | 由於無人為對接接頭,直接免除銲接處之 RT/UT 檢測費用與時間浪費4。 | 免除 NDT 檢測是壓縮專案時程與節省 CAPEX 的最顯著效益,大幅簡化了現場監工負荷。 |
| 防蝕與塗裝壽命 | 銲道隆起處防護漆膜厚度不均,易形成局部腐蝕起點;塗裝壽命約 7-15 年6。 | 管壁幾何連續平滑,無隆起,防蝕塗裝附著力更為均勻且持久6。 | 均勻的塗裝能有效阻絕極端海洋環境 (CX) 中的氯離子滲透,提升防腐蝕能力。 |
| 營運與維護 (OPEX) | 每 5 年需對高風險銲縫進行大規模非破壞檢測抽查,並須徹底噴砂與重新塗裝6。 | 表面無應力集中點,無須週期性探傷,維護頻率可降低 30% 以上6。 | 系統的「首次重大維護時間」預期可從 10 年大幅延長至 15 年以上,生命週期綜合成本極低6。 |
6.3 現代化電廠之營運可靠度實務
近年來,台灣西岸多座指標性發電廠(如台中電廠、興達電廠與森霸電廠)在推動燃氣複循環機組更新計畫時,已大規模導入冷作彎管工法於小口徑(Small bore)系統之配置5。實務經驗證明,以機械化冷彎取代勞力密集的銲接作業,不僅完美契合了建廠專案緊湊的時程安排,更透過 PBHT 均勻化了應力場,在惡劣的 CX 海洋環境中展現出更長的抗應力開裂孕育期5。
七、 結論
燃氣複循環發電廠(CCPP)在推動全球能源轉型的過程中扮演著無可取代的角色,然而頻繁的負載追隨亦使其高能管線系統面臨著極端的疲勞與腐蝕考驗。本研究針對老舊高能系統之管線銲接彎頭問題,以及冷作彎管替代方案進行了深度的多維度分析,結論總結如下:
- 銲接接頭為高能系統之本質脆弱點:
在高溫高壓與極端海洋(CX)環境雙重夾擊下,傳統銲接彎頭的熱影響區(HAZ)展現出嚴重的冶金不均勻性。其微電池腐蝕機制與幾何形狀的應力集中,使其極易萌生熱機疲勞與應力腐蝕龜裂(SCC),這是引發非計畫性停機的關鍵風險源。 - 冷作彎管結合 PBHT 實現本質安全:
冷作彎管利用機械變形實現無縫轉向,徹底拔除了銲縫與 HAZ 所帶來的隱性缺陷。儘管冷彎會引發加工硬化、鮑辛格效應與極端的極限纖維伸長率,但透過嚴格遵照 ASME B31 規範的亞臨界溫度彎後熱處理(PBHT),可有效觸發材料之回覆與再結晶機制,恢復低溫衝擊韌性並將誘發 SCC 的殘餘應力消弭於無形。 - 厚壁管件力學特性之範式轉移:
基於 ASME B31J 規範之深度數學演算證實,在 P91 4″ XXS 級別之極厚壁管線中,強大的剛性使得卡門橢圓化效應不再適用,大半徑冷彎與短半徑銲接彎頭的理論應力強度因子(SIF)均被限制在1.0。這凸顯了冷彎的核心價值在於物理實體上移除了端點銲縫,而非單純的幾何 SIF 數值降低。 - 全生命週期之卓越經濟與風險效益:
從全生命週期成本(LCC)視角來看,冷作彎管技術不僅消除了高階銲工依賴與繁複的 RT/UT 檢測費用,更大幅優化了管線流體動力學,減輕了沖蝕與振動疲勞。其防蝕塗層的長效性使得首次重大維護週期得以從 10 年延長至 15 年以上,綜合營運維護成本(OPEX)降低達 30%,為現代化電廠管線系統的延壽與升級提供了最具經濟效益與技術可靠性的解決方案。
參考文獻
- Environmentally Assisted Fatigue and Fracture Analysis in a Pipe Elbow Under Thermal Transients – MDPI, https://www.mdpi.com/2076-3417/16/6/2782
- (PDF) FATIGUE FAILURE IN A LONGITUDINAL WELDED ELBOW OF A PROCESSING VESSEL – ResearchGate, https://www.researchgate.net/publication/367779508_FATIGUE_FAILURE_IN_A_LONGITUDINAL_WELDED_ELBOW_OF_A_PROCESSING_VESSEL
- 冷作彎管之配管工程化 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/test/
- 針對台灣西岸極端海洋環境(CX/C5-M)之CCPP 新建案管線工程:燃煤機組在未退役前維護數據分析研究冷作彎管(PBHT) 與銲接彎頭(PWHT) 技術特性 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E9%87%9D%E5%B0%8D%E5%8F%B0%E7%81%A3%E8%A5%BF%E5%B2%B8%E6%A5%B5%E7%AB%AF%E6%B5%B7%E6%B4%8B%E7%92%B0%E5%A2%83%EF%BC%88cx-c5-m%EF%BC%89%E4%B9%8B-ccpp-%E6%96%B0%E5%BB%BA%E6%A1%88%E7%AE%A1%E8%B7%AF/
- Evaluation of Crack Formation in Heat Pipe-Welded Joints – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC12072908/
- Fatigue Growth Behavior of Cracks in Pipelines Reinforced by Carbon Composite Wraps – Chris Alexander, https://www.chrisalexander.com/wp-content/uploads/2026/03/Fatigue-behavior-of-repaired-planar-defects-in-pipelines_FINAL_13JAN2022.pdf
- Davis-Besse Unit 1 Updated Final Safety Analysis Report – Nuclear Regulatory Commission, https://www.nrc.gov/docs/ML1828/ML18283A901.pdf
- Let’s Be Frank: Fatigue, or the Pipe Got So Tired, It Failed – Inspectioneering, https://inspectioneering.com/blog/2023-02-23/10475/lets-be-frank-fatigue-or-the-pipe-got-so-tired-it-failed
- 高能量管線冷作彎管之應力強化係數與製程效益評估:以GE CCPP 建, https://yz-pipe-bending.com.tw/%E9%AB%98%E8%83%BD%E9%87%8F%E7%AE%A1%E7%B7%9A%E5%86%B7%E4%BD%9C%E5%BD%8E%E7%AE%A1%E4%B9%8B%E6%87%89%E5%8A%9B%E5%BC%B7%E5%8C%96%E4%BF%82%E6%95%B8%E8%88%87%E8%A3%BD%E7%A8%8B%E6%95%88%E7%9B%8A%E8%A9%95/
- https://yz-pipe-bending.com.tw/%E7%87%83%E6%B0%A3%E8%A4%87%E5%BE%AA%E7%92%B0%E9%9B%BB%E5%BB%A0%E4%B8%AD%E5%B0%8F%E5%B0%BA%E5%AF%B8%E5%86%B7%E4%BD%9C%E5%BD%8E%E7%AE%A1%E4%B9%8B%E6%8C%91%E6%88%B0%E8%88%87%E5%83%B9%E5%80%BCthe-challe/
- 簡述管線的電銲銲接工法與冷作彎管工法有何差異性? – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E7%B0%A1%E8%BF%B0%E7%AE%A1%E7%B7%9A%E7%9A%84%E9%9B%BB%E9%8A%B2%E9%8A%B2%E6%8E%A5%E5%B7%A5%E6%B3%95%E8%88%87%E5%86%B7%E4%BD%9C%E5%BD%8E%E7%AE%A1%E5%B7%A5%E6%B3%95%E6%9C%89%E4%BD%95%E5%B7%AE%E7%95%B0/
- Postweld Heat Treat – Corporex S.A., https://corporex.ar/wp-content/uploads/2020/11/Postweld-Por-que-tratar-termicamente.-Tablas-CX-1.pdf
- CODE AWARENESS ASME B 31.1: Universal Engineering Services Guide, https://www.universalengineeringconsultants.com/post/code-awareness-asme-b-31-1
- Post Bending Heat Treatment Procedure | PDF – Scribd, https://www.scribd.com/document/938922031/Doc-No-PA1-SSB-51357-00-Rev-0-PBHT-for-Tube-Bends
- 基於ASME B31J 規範之CCPP 廠高壓蒸汽管線P91 4 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E5%9F%BA%E6%96%BC-asme-b31j-%E8%A6%8F%E7%AF%84%E4%B9%8B-ccpp-%E5%BB%A0%E9%AB%98%E5%A3%93%E8%92%B8%E6%B1%BD%E7%AE%A1%E7%B7%9A-p91-4-xxs-3d-%E5%86%B7%E4%BD%9C%E5%BD%8E%E7%AE%A1%E5%B0%8D%E6%AF%94-1-5d/
- BENDING PROCEDURE 10, https://engineeringserviceslp.com/wp-content/uploads/2021/01/PROCEDURE-MPS.pdf
- NBE1, https://www.jsc.no/images/norsok/eds/nbe1.htm
- Optimizing Pipeline Induction Bending | PDF | Pipe (Fluid Conveyance) | Strength Of Materials – Scribd, https://www.scribd.com/document/342438462/The-Key-to-Sucessful-Bending-Practices
- Welding Preheating Procedures | PDF | Computers – Scribd, https://www.scribd.com/document/327561718/Preheat-Requirements
- 232 Subpart 56.85—Heat Treatment of Welds – GovInfo, https://www.govinfo.gov/content/pkg/CFR-2002-title46-vol2/pdf/CFR-2002-title46-vol2-sec56-85-10.pdf
- 46 CFR § 56.80-15 – Heat treatment of bends and formed components., https://www.law.cornell.edu/cfr/text/46/56.80-15
- ASME B31.3 Process Piping – AquaEnergy Expo Knowledge Hub, https://kh.aquaenergyexpo.com/wp-content/uploads/2025/02/ASME-B31.3-Process-Piping.pdf
- 1, POWER PIPING – ASME Digital Collection, https://asmedigitalcollection.asme.org/ebooks/book/chapter-pdf/2794329/802694_ch16.pdf
- 46 CFR Part 56 Subpart 56.80 — Bending and Forming – eCFR, https://www.ecfr.gov/current/title-46/chapter-I/subchapter-F/part-56/subpart-56.80