
摘要
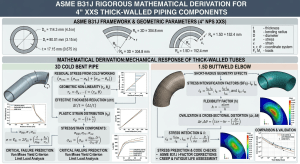
在現代複循環發電廠(Combined Cycle Power Plant, CCPP)的先進高壓、高溫蒸汽管線設計範疇中,管件的疲勞壽命預測與靜態崩塌防制是確保電廠生命週期安全運轉的絕對核心。本研究報告基於最新版 ASME B31J 規範(金屬管線元件的應力強度因子與柔性因子決定方法),針對 CCPP 廠內廣泛使用的高強度馬氏體耐熱鋼 SA-335 P91,進行 NPS 4″ XXS(特厚壁)規格下,3D 冷作彎管(Cold Bend)與 1.5D 對銲彎頭(Butt-Welding Elbow)的應力強度因子(Stress Intensification Factor, SIF)與柔性因子(Flexibility Factor, k)之深度演算與比較分析。研究結果顯示,由於 4″ XXS 管件具有極大的徑厚比特徵(D0/T≒6.68),其柔性特徵值(Flexibility Characteristic, h)顯著高於常規管線,導致傳統殼體理論中的卡門橢圓化效應(Karman Ovalization Effect)被嚴重抑制。
根據 ASME B31J 的嚴謹演算框架,出現了一個反直覺的力學現象:彎曲半徑較大的 3D 彎管其理論柔性因子低於 1.0,被規範強制收斂為剛性基礎值(k= 1.0);而常規的 1.5D 彎頭因其急曲率導致局部 h 值下降,其理論柔性因子微幅大於 1.0(約 1.176),保留了極其有限的額外柔度。兩者的應力強度因子則皆低於 1.0,並被強制收斂為下限安全值(i = 1.0)。
此外,藉由深入解耦疲勞破壞與持續應力指數(Sustained Stress Index, SSI),並導入新版 ASME B31.1 規範中針對 P91 (P-No. 15E) 高達 18.75% 嚴重冷彎外層纖維應變(Fiber Strain)在5% ≦ ε ≦ 20% 區間的階梯式熱處理要求(次臨界退應力處理或 N+T 處理),本報告揭示了即便在彈性應力分析軟體中兩者皆展現出極低的理論 SIF,其背後的微觀組織退化風險與 HAZ 潛變破裂(Type IV Cracking)機制在實務工程中卻截然不同。本報告為 CCPP 高溫高壓極端管線之應力佈局、支撐跨距設計與元件選型,提供了具備深度的理論支持與量化依據。
一、前言
隨著全球能源結構的快速轉型與對碳排放控制的日益嚴苛,複循環發電廠(CCPP)的運作條件正朝向超臨界甚至極端高溫高壓的領域發展。為了在提高熱效率的同時適應頻繁的機組啟停(Start-up and Shut-down)所帶來的熱負載循環,電廠的主蒸汽管線、旁通系統以及高壓疏水與取樣系統大量採用了改質的 9Cr-1Mo-V 鋼材,即在業界被廣泛稱為 ASME SA-335 P91 的高強度合金 1。P91 鋼材憑藉其精密的微觀合金化設計,透過添加釩(V)、鈮(Nb)與氮(N)等元素,並經過嚴格的正火加回火(Normalizing and Tempering, N+T)熱處理工法,形成穩定的回火馬氏體基體與碳氮化物析出相,從而在維持相對較薄管壁的同時,提供了卓越的高溫潛變抗力(Creep Resistance)與極佳的抗熱疲勞性能 1。然而,該材料的致命弱點在於其極度依賴特定的微觀組織網絡,使得它對於製造與施工過程中的熱歷史(Thermal History)、冷作塑性變形(Cold Work Plastic Deformation)以及殘留應力(Residual Stress)場域異常敏感 1。
在實際的管線空間佈置與幾何設計中,為了適應嚴苛的廠區空間限制、有效吸收因高溫產生的巨大熱膨脹位移,並降低高壓流體在轉向時的摩擦壓降,管線工程師經常面臨流體轉向元件的抉擇。對於如 NPS 4″ 這樣的中小管徑高壓系統,業界常在採用具有平滑過渡流場且能節省空間的 3D 冷作彎管(即彎曲中心線半徑為管件公稱直徑三倍的彎管),或是採用標準化模具推製生產的 1.5D 對銲彎頭(Butt-Welding Elbow)之間進行權衡 1。在過去超過半個世紀的時間裡,全球管線應力分析工程師高度依賴 ASME B31.3 規範中的 Appendix D,使用基於 A.R.C. Markl 在 1950 年代對 4 吋 Schedule 40 碳鋼管進行全尺寸疲勞測試所推導出的經驗方程式,來評估管件的系統柔性與局部應力集中效應 1。
然而,這套歷史悠久且被廣泛嵌入各類商業管線應力分析軟體的經驗公式,在面對現代大徑厚比或極小徑厚比的特厚壁(XXS)管件時,暴露出了顯著的物理與幾何侷限。最為致命的是,舊版規範在計算用以預防靜態塑性崩塌的持續應力(Sustained Stress)時,缺乏獨立的物理指標,僅粗略地規定使用 SIF 乘以 0.75 作為持續應力指數(Sustained Stress Index, SSI),容易導致危險的低估 1。為了解決這些缺陷,ASME 全面導入 ASME B31J《金屬管件應力強化係數、柔性係數及其決定方法》標準 1。本研究報告旨在立基於 ASME B31J 最新演算法框架,針對 CCPP 廠具代表性的極大壁厚配置(NPS 4″ XXS),進行 3D 彎管與 1.5D 彎頭的深度數學演算與對比,並結合 SA-335 P91 材料的高溫冶金力學行為,深度剖析兩者在系統設計上的深層涵義與工程抉擇。
二、方法
2.1 基礎幾何模型與尺寸定義
本研究選定之管線元件為 CCPP 廠高壓系統中常見的中管徑、極高壓管線。為承受極端壓力,選用 ASME B36.10M 標準中定義的 NPS 4 吋 XXS(Double Extra Strong)特厚管壁規格。該幾何尺寸具有強烈的剛性特徵,是驗證管線力學理論邊界條件的理想模型。其詳細幾何參數定義如下:
- 公稱管徑(Nominal Pipe Size, NPS):4 吋(DN 100) 10
- 管外徑(Outside Diameter, D0):500 吋(114.3 毫米)
- 管壁厚度(Wall Thickness,T):674 吋(17.12 毫米)
- 管內徑(Inside Diameter, Di):D0-2T=4.500-1.348=3.152 吋(06 毫米)
在 ASME B31J 的演算體系中,多項公式的基底依賴於匹配直管之平均半徑(Mean radius of the matching pipe, r2) 11。 r2的定義為管外徑與管內徑之平均值的半數,亦可表示為:
r2 = (D0-T)/2
將 NPS 4″ XXS 的尺寸代入,可得:
r2 = (4.500 – 0.674)/2 = 1.913吋
計算得出r22 =3.6596 吋2。
評估 ASME B31J SIF 與柔性計算公式的有效性時,必須檢核其幾何限制條件。規範明定,當徑厚比 D0/T ≦ 100時,相關經驗公式方為有效 9。本研究所採用之管件徑厚比為:
Do/T = 4.500/0.674 ≒6.677
此一數值遠低於規範上限,顯示本模型屬於極度厚壁、具備強烈剛性特徵的實體結構。
針對流體轉向需求,本研究對比兩種不同曲率之元件,其彎曲中心線半徑(Bend radius, R1)差異如下:
- 3D 冷作彎管 (3D Cold Bend):彎曲半徑為公稱管徑的三倍 4。
R1(3D) = 3*4 吋 = 12 吋 (304.8 毫米)
- 1.5D 對銲彎頭 (1.5D Butt-Welding Elbow):即業界標準的長半徑彎頭(Long Radius Elbow),彎曲半徑為公稱管徑的 1.5 倍 5。
R1(1.5D) = 1.5*4 吋 = 6吋 (152.4 毫米)
2.2 ASME B31J 應力強度因子與柔性因子演算框架
ASME B31J 規範,全稱為「金屬管線元件的應力強度因子(i-Factors)、柔性因子(k-Factors)及其決定方法」,為管線柔性與應力分析提供了一套標準化且經由現代有限元素分析與疲勞測試驗證的改進方法 9。在 B31J 規範中,彎管與彎頭皆歸類於 Table 1-1 的 Sketch 1.1(Welding Elbow)與 Sketch 1.2(Bend)範疇 1。決定其力學行為的核心無因次參數為柔性特徵值(Flexibility Characteristic, h) 11,其定義如下:
h = T*R1/r22
透過計算出特定的 h 值,ASME B31J 提供了精細化的方向性公式。本研究依據規範公式,分別計算以下三個關鍵參數:
- 柔性因子 (Flexibility Factor, k):代表彎管相對於同長度直管在承受彎矩時所能提供的額外旋轉柔度。B31J 將彎管的平面內與平面外柔性因子統一修正為:
kB31J = 1.3/h
- 平面內應力強度因子 (In-plane SIF,iin ):當彎矩作用於由彎管兩端中心線所構成的平面內,導致彎管開展或閉合時所引發的應力集中乘數 12。
iin = 0.9/h2/3
- 平面外應力強度因子 (Out-of-plane SIF, iout ):當彎矩作用導致彎管的一端垂直於前述平面移動時所引發的應力集中乘數 12。
iout = 0.75/h2/3
此外,ASME B31J 制定了極為關鍵的邊界約束條件(Boundary Constraints),即 General Note (b)(1) 規定:任何計算得出之應力強度因子(SIF)不得小於 1.0;同時,當柔性因子 k 計算值小於或等於 1.0 時,該管件在分析中必須被視為剛體(Rigid Stiffness),其相應的柔性因子重置為 1.0,即彎管無法提供比直管更多的柔度 9。
2.3 P91 材料物理屬性與高溫彈性模數
在管線應力分析中,應力強度因子與柔性因子本質上是純幾何參數,並不直接依賴於材料的彈性模數(Elastic Modulus, E) 9。然而,要將這些幾何乘數轉化為真實的應力值,並評估系統的熱膨脹反力,必須導入精確的溫度相依材料常數 9。
本研究所採用之 SA-335 P91 材料,是一種 9Cr-1Mo-V 鐵素體/馬氏體合金鋼 17。依據 ASME Boiler and Pressure Vessel Code Section II Part D 之規定:
- 彈性模數:P91 歸類於 Table TM-1 中的 Material Group G 18。在室溫(70°F/21°C)下,其彈性模數約為 214 GPa 至 218 GPa(約31*106 psi) 2。然而,在 CCPP 廠典型的主蒸汽操作溫度(如 1000°F/538°C 至 600°C)下,其彈性模數將顯著衰減。依據 Table TM-1,在 1000°F 時,Group G 材料的彈性模數降至約8 至 23.5 *103 ksi(約 157 至 162 GPa) 20。此一彈性模數的熱衰減,直接影響了管線系統熱膨脹彎矩矩陣的剛度元素。
- 容許應力極限值:依據 ASME Section II Part D Table 1A,SA-335 P91 具備極高的高溫拉伸強度(最低抗拉強度 585 MPa,最低降伏強度 415 MPa) 3。在 1000°F(538°C)及 1050°F(565°C)的高溫下,其最大容許應力(Allowable Stress, S)仍能維持在極佳的範圍,為高壓蒸汽系統提供了基本的靜態設計裕度 22。
2.4 應力與疲勞關聯評估方法
除了純粹的幾何演算,本研究的方法論進一步整合了 A.R.C. Markl 的經典疲勞方程式與當代 WRC(Welding Research Council)及 Hinnant 所提出的修正模型。Markl 最初定義的 SIF (i) 是基於 4 吋 Schedule 40 碳鋼管在完全反轉之位移控制彎曲疲勞測試中,實際管件與對接環縫直管(Girth Butt Weld)的失效週期比例 6。基準的 Markl 疲勞曲線方程式為iS =245,000 *N-0.2 11。此一定義實質上已經將直管的對接環縫設定為疲勞基準線,即賦予其i = 1.0 的基準值 6。
然而,近年來由 Paulin Research Group 與 Hinnant 等人指出,Markl 的 -0.2 曲線斜率在預測高應力低週期(Low-Cycle Fatigue)或極高週期疲勞時存在偏差 26。Hinnant 提出了更新的對接環縫平均破壞應力範圍公式:Sf = 1895*N-0.335 ksi 26。一旦確定了理論的幾何 SIF,我們將進一步透過 B31J 的持續應力指數(SSI)獨立驗證機制,綜合評估管件的真實破壞風險 28。
三、結果
根據上述 ASME B31J 之演算框架與管件幾何參數,我們對 4″ XXS 的 3D 冷作彎管與 1.5D 對銲彎頭進行了嚴密的數學推導,以揭示極厚壁管在力學方程式下的真實響應。
3.1 3D 冷作彎管演算結果 (3D Cold Bend)
首先計算 3D 彎管的柔性特徵值h3D,代入已知參數T = 0.674 吋,R1(3D) = 12 吋,r2 =1.913 吋:
h3D = T*R1(3D)/r22 = 0.674*12/(1.913)2 = 8.088/3.6596 ≒2.210
得到 h 值後,進一步計算其柔性因子與各方向之 SIF:
- 理論柔性因子k3D:
k3D = 1.3/2.210 ≒ 0.588
由於計算所得之柔性因子 0.588 小於 1.0,根據 ASME B31J 規範之剛性下限約束,該 3D 彎管無法提供比直管更優越的旋轉柔性。因此,在系統分析中必須強制重置,取 k3D = 1.0 9。
- 理論平面內 SIF (iin(3D)):
首先計算分母之指數項:(2.210)2/3 ≒697
iin(3D) = 0.9/1.697 ≒ 0.530
由於0.530 < 1.0,依據規範 General Note (b)(1),應力強度因子不得小於 1.0,故取iin(3D) = 1.0 13。
- 理論平面外 SIF (iout(3D)):
iout(3D) = 0.75/1.697 ≒ 0.442
同理,由於0.442 < 1.0,強制取iout(3D) = 1.0 13。
3.2 1.5D 對銲彎頭演算結果 (1.5D BW Elbow)
接著針對曲率較急的 1.5D 彎頭計算其柔性特徵值h1.5D,代入R1(1.5D) = 6 吋:
h1.5D = T*R1(1.5D)/r22 = 0.674*6/(1.913)2 = 4.044/3.6596 ≒ 1.105
隨後代入柔性因子與 SIF 方程式:
- 理論柔性因子 k1.5D:
k1.5D =1.3/1.105 ≒ 1.176
由於 1.176 略大於 1.0,該 1.5D 彎頭在分析中保留其微小的理論柔性放大效果( k = 1.176)。
- 理論平面內 SIF (iin(1.5D)):
計算分母之指數項:(1.105)2/3 ≒069
iin(1.5D) = 0.9/1.069 ≒ 0.842
由於0.842 < 1.0,取iin(1.5D) = 1.0 13。
- 理論平面外 SIF (iout(1.5D)):
iout(1.5D) = 0.75/1.069 ≒0.702
由於0.702 < 1.0,取iout(1.5D) = 1.0 13。
3.3 數值對比分析彙整
上述嚴謹的數學演算清晰地揭示了特厚壁管件在極端幾何條件下對 ASME B31J 經驗方程式的影響。相關演算結果彙整如表 1 所示。
| 幾何與力學參數 | 3D 冷作彎管 (Cold Bend) | 1.5D 對銲彎頭 (BW Elbow) |
| 公稱管徑 (NPS) | 4″ | 4″ |
| 排程壁厚 (Schedule) | XXS | XXS |
| 徑厚比 (D0/T) | 6.677 | 6.677 |
| 彎曲中心線半徑R1 | 12 in | 6 in |
| 理論柔性特徵值 h | 2.210 | 1.105 |
| 理論計算柔性因子 k | 0.588 | 1.176 |
| B31J 最終判定柔性因子 | 1.0 (剛性體) | 1.176 (微弱柔性) |
| 理論平面內 SIF iin | 0.530 | 0.842 |
| B31J 最終判定 iin | 1.0 | 1.0 |
| 理論平面外 SIF iout | 0.442 | 0.702 |
| B31J 最終判定 iout | 1.0 | 1.0 |
| 端點對接環縫之疲勞 SIF | 無 (本體連續無銲縫) | 1.0 (與直管銲接處) |
3.4 持續應力指數 (SSI) 評估結果
在 ASME B31J 中,評估靜態降伏的持續應力指數(SSI)被從疲勞 SIF 中剝離。對於如本研究中這類計算出極低理論 SIF 值且最終被收斂為 1.0 的剛性管件,規範明確要求其 SSI 不得低於 1.0 29。根據 B31J Table 1-1 及其 General Note (d) 之指示,為了避免對這類厚壁元件的靜態承載能力產生過度樂觀的預估,SSI 計算必須強制基於「匹配直管的截面模數(Section modulus of the matching pipe)」進行,而不能採用任何會降低應力數值的「有效截面模數(Effective section modulus)」 8。因此,在本模型中,3D 與 1.5D 元件用於靜態分析的 SSI 皆被嚴格鎖定為 1.0。
四、討論
從前述的物理幾何演算結果可以發現,3D 彎管與 1.5D 彎頭在 ASME B31J 規範框架下的應力強度因子完全一致(皆收斂為下限值 1.0),但在柔性因子上卻出現了反直覺的差異。隱藏在這組常數背後的,是深奧的固體變形力學機制與 P91 特殊冶金特性在極端厚度下的劇烈交互作用。
4.1 極厚管 (XXS) 條件下的卡門橢圓化效應抑制與反直覺的柔性表現
在傳統的管線應力分析中,彎頭之所以能夠吸收系統熱膨脹位移(即具備高於直管的柔性,k > 1),同時產生顯著的應力集中(i > 1),在力學本質上主要歸因於 1911 年由 Theodore von Kármán 首次提出解析解的「橢圓化效應」(Ovalization Effect) 30。當一個管狀殼體彎頭承受平面內彎矩時,管截面被壓扁為橢圓形,從而在巨觀上提供了額外的旋轉柔度;但這也同時在管壁上引發了極高的局部彎曲應力 12。
然而,這套基於薄殼理論的機制,其有效性高度依賴於管件的徑厚比(D0/T)。本研究目標的 NPS 4″ XXS 管件,其D0/T 僅約為 6.68。在如此巨大的壁厚下,管截面展現出極端強大的抗變形能力,卡門橢圓化效應幾乎被徹底抑制。
在 ASME B31J 的演算中出現了一個極具工程啟發性的結果:曲率半徑較大(R1 = 12”)的 3D 彎管,其理論柔性因子跌至 0.588,被規範強制重置為剛性梁的 1.0;反觀曲率半徑較急( R1 = 6”)的 1.5D 彎頭,因為其緊湊的幾何迫使柔性特徵值 h 下降至 1.105,使得最終柔性因子 k 保留在 1.176,反而比大跨度的 3D 彎管更具「彈性」。這種反直覺的現象意味著:在極端厚壁條件下,試圖使用大半徑彎管來換取管線系統柔性的傳統思維完全失效。3D XXS 彎管在系統中純粹就是一根無法吸收位移的實心剛體。應力分析工程師必須捨棄依賴管件本身柔性的設計,轉而依賴配置極長的空間直管段(Long Legs)來吸收熱膨脹力矩,以保護 CCPP 系統終端設備。
4.2 ASME B31J 演算法革命:SIF 與 SSI 物理機制的徹底解耦
探討 ASME B31J 針對本案例的影響,必須指出舊版 ASME B31.3 規範存在的一個根本性盲點:將基於低週期疲勞測試得出的動態 SIF,簡單粗暴地乘以常數 0.75,然後直接套用於預防系統靜態塑性崩塌的持續應力評估 1。在面對如 4″ XXS 這種超厚壁、高降伏強度的剛性管件時,會導致應力分析的嚴重失真。
ASME B31J 的核心演算法框架強制解耦了疲勞破壞與靜態崩塌,明確規定了持續應力指數(SSI)的獨立核算機制 1。在本案例的分析中,由於 3D 與 1.5D 彎管的理論 SIF 極低,最終依據下限約束均被判定為 SIF = 1.0。此外,B31J 規範及其勘誤明確要求,在計算這類缺乏幾何柔性放大的元件之 SSI 時,必須嚴格使用匹配直管的標準截面模數Z,並且 SSI 絕對不得小於 1.0 9。這一變革確保了在 CCPP 的高溫極端負載下,厚壁管件的靜態一次應力(Primary Stress)降伏邊界能夠被極為保守且精確地評估,徹底消除了過去因為軟體套用「有效截面模數」漏洞而導致的設計隱患。
4.3 P91 材料冶金特性之深度交互作用:嚴重冷彎外層應變與 PBHT 階梯式熱處理決策
雖然在宏觀的彈性應力分析軟體中,3D 彎管與 1.5D 彎頭的 SIF 皆為 1.0,但一旦引入材料科學的微觀視角,兩者的工程生命週期風險將走向截然不同的分歧。SA-335 P91 是由精細控制的碳化物與碳氮化物均勻析出所強化的回火馬氏體合金 1。這種微觀結構對於機械變形與熱循環極其脆弱。
3D 冷作彎管的極端應變與5% ≦ ε ≦ 20% 熱處理策略:
採用 3D 彎管的最大優勢在於能消弭高應力轉向處的銲縫。然而,要在室溫下對 4″ XXS 這種厚壁管進行 3D 半徑的彎曲,將面臨極其嚴苛的材料拉伸挑戰。根據彎管外層纖維應變(Outer Fiber Strain, ε)的基礎幾何估算公式ε ≒ r0/R1 (其中 r0為管外側半徑,R1 為彎曲中心半徑),對於 4″ 3D 彎管,其纖維應變高達 ≒ 2.25/12 =18.75%。這龐大的冷作塑性變形遠遠超過了傳統 5D 彎管的變形量,會嚴重撕裂 P91 內部的差排子結構,引發強烈的「潛變-疲勞交互作用」(Creep-Fatigue Interaction),導致高溫壽命斷崖式縮減 1。
面對如此高的應變,歷史法規往往採取「一刀切」的保守策略,要求所有大於 5% 應變的管件皆須進行極高溫的常化與回火(Normalizing and Tempering, N+T)。然而,根據最新版 ASME B31.1 規範(針對潛變強化鐵素體鋼 P-No. 15E 的 Table 129.3.3.1-1),法規導入了基於「應變率分級」與「系統設計溫度」的彈性與精準熱處理策略。規範明確劃分了5% ≦ ε ≦ 20% 的階梯式處理區間:
- 次臨界退應力處理的豁免條件:當冷作應變率介於5% ≦ ε ≦ 20%,且該管線系統的設計服役溫度低於 600°C 時,規範允許以溫度較低、風險較小的「次臨界退應力處理(Subcritical Stress Relief / Subcritical PBHT)」來取代高風險的 N+T 處理。
- 強制 N+T 處理的極限條件:若設計溫度大於或等於 600°C,或應變率突破 20%(或部分條件的 25%)上限,為了挽回馬氏體微觀組織的高溫潛變抗力,則毫無妥協地必須執行完整的全周常化與回火(N+T)。
對於本研究的 4″ 3D 彎管(應變率 18.75%)而言,這項新規範帶來了決定性的影響。由於 18.75% 剛好落在5% ≦ ε ≦ 20% 的區間內,工程師必須嚴格檢視 CCPP 系統的設計溫度。若系統溫度低於 600°C,則預製廠或現場僅需執行次臨界退應力處理,這大幅降低了因 N+T 高溫(約 1040°C~1080°C)導致厚壁彎管自重塌陷與幾何變形的風險。
1.5D 對銲彎頭的 Type IV 潛變破裂風險:
相較之下,採用標準尺寸的 1.5D 對銲彎頭通常由熱推製程在工廠環境中製造,出廠前即已完成完善的整體熱處理,完美避開了現場大應變冷作缺陷。然而,其在現場安裝時,必然會在系統的兩個端點引入兩道對接環縫(Girth Butt Welds)。在 P91 鋼材的高溫應用領域中,銲接熱循環會使靠近母材區域的微觀組織發生轉變,形成細晶/跨臨界熱影響區(HAZ)。在長期的高溫蠕變與多軸管線應力狀態下,極易在晶界處成核微小的潛變空洞,引發業界聞之色變的「Type IV 潛變破裂(Type IV Creep Cracking)」 1。這意味著,即使應力分析軟體基於 B31J 顯示該局部節點的 SIF 僅為安全的 1.0,但該銲接部位抵抗破壞的能力已經因為微觀組織退化而遠低於母材,必須仰賴極為嚴格且溫度控制精準的銲後熱處理(PWHT)加以緩解。
4.4 工廠預製與 IH-PBHT 之品質控制策略
面對 P91 鋼材在 3D 冷彎後高達 18.75% 的極端應變,以及法規(如 ASME B31.1 Table 129.3.3.1-1)對於次臨界退應力處理的嚴苛要求,將此製程轉移至環境受控的「工廠預製(Prefabrication Shop)」並導入高頻感應加熱彎管後熱處理(Induction Heating – Post Bend Heat Treatment, IH-PBHT)已成為最佳實務。相較於傳統電阻加熱,IH-PBHT 利用高頻感應線圈直接在管壁內部激發渦電流,達成內外同步的精準發熱。為確保 P91 的高溫潛變抗力,預製廠必須實施以下嚴格的品質控制:
- 亞臨界溫控與AC1 紅線防護:次臨界退應力的恆溫區間需精確控制在 730°C 至 775°C 之間。P91 的下臨界相變溫度AC1 約為 775°C 至 780°C。在 IH-PBHT 快速升溫過程中,局部最高溫度絕對禁止超越AC1。一旦越過此紅線,材料將發生局部奧氏體化,冷卻後轉為硬脆的未回火馬氏體,引發災難性脆斷。
- 電磁剩磁(Residual Magnetism)消磁控制:IH-PBHT 的高頻強磁場會在 P91 內部殘留高量級的剩磁。若未經處理直接運至現場,在進行根部打底銲接時會引發嚴重的「磁偏吹(Magnetic Arc Blow)」,導致銲道未熔合或氣孔等致命缺陷。因此,預製廠必須進行嚴格的交流或直流消磁程序,確保管端剩磁降至安全極限值(通常小於 20 Gauss)以下。
- 硬度與微觀組織驗證:熱處理後,管件的硬度應嚴格控制在 190 HBW 至 250 HBW 之間。硬度過低代表過度軟化與潛變壽命衰減,過高則代表退應力不足或不慎產生了未回火馬氏體。
- 幾何變形與表面 NDT 檢測:必須確保冷彎後的管壁減薄符合設計最低要求,真圓度(Ovality)偏差控制在 5% 以內,同時對外弧受拉區實施 100% 表面磁粉(MT)或滲透(PT)檢測,徹底排除微觀裂紋。
4.5 疲勞壽命預測曲線的更新:從 Markl 到 Hinnant 與 DNV S-N 曲線
探討應力強度因子(SIF)時,絕對無法脫離其定義所依附的疲勞曲線。Markl 原始定義的疲勞預測公式是基於極高應力與低週期(Low-Cycle)的極端破壞試驗得出的簡化線性關係 33。然而,隨著材料科學與有限元素分析的進步,Hinnant 等人的實體驗證顯示,對於對接環縫而言,更準確的平均疲勞破壞應力範圍公式應修正為斜率 -0.335(即Sf = 1895*N-0.335 ksi) 26。此一修正具有極深遠的工程意義:若繼續沿用舊曲線,工程師將在評估低週期疲勞時,面臨設計安全係數極不穩定的風險 26。ASME B31J 的更新在很大程度上廣泛汲取了這些近代實體疲勞測試的精神。
此外,B31J 的 SIF 是基於整體元件相對於平滑銲縫的疲勞壽命比值,它預設了環縫本身的 SIF 為 1.0;但這並不代表環縫沒有應力集中。在更嚴苛的規範(如 DNV 疲勞評估標準)中,對於全滲透的對接環縫,建議至少考慮 1.35 的局部應力集中係數(SCF) 28。綜合上述理論的演進,對於 CCPP 廠的工程設計團隊而言,必須深刻理解:雖然 4″ XXS 的 3D 彎管與 1.5D 彎頭在宏觀力學上的 SIF 皆為 1.0,但若系統整體的柔度設計不當,傳遞至元件節點的名目應力過高,那麼 P91 鋼材無論是本體的高應變冷作劣化區域還是銲接 HAZ 區,其真實的疲勞壽命仍將面臨極高風險。
五、結論
本研究報告基於 ASME B31J 最新金屬管線元件演算法標準,針對 CCPP 廠 P91 高壓高溫蒸汽管線極具代表性的 4″ XXS(特厚壁)規格,就 3D 冷作彎管與 1.5D 對銲彎頭進行了深度的數學演算,並結合 P91 材料的熱力學與微觀冶金機制進行了全面的探討。得出以下結論與工程設計建議:
- 極厚壁幾何導致的反直覺柔性與剛性收斂現象:
在徑厚比 D0/T ≒68的幾何配置下,彎管的殼體橢圓化效應完全喪失。數學推導顯示,曲率半徑較大的 3D 彎管由於缺乏局部擠壓幾何,其理論柔性因子跌落至 0.588,被規範強制收斂為剛性基礎值(K = 1.0);反之,1.5D 彎頭則保留了極微弱的理論柔度(K ≒ 1.176)。這從根本上顛覆了「大彎曲半徑能提供更大系統柔性」的傳統直覺。在應力集中方面,兩者的理論 SIF 皆遠低於法規安全極限值,因而雙雙被強制收斂至剛性基礎值(i = 1.0)。 - SIF 與 SSI 徹底解耦在極厚管設計中的防護必要性:
ASME B31J 透過演算法革命,將主導動態疲勞破壞的因子(SIF)與防止靜態全截面塑性崩塌的指標(SSI)進行了物理機制的剝離。針對 SIF 被重置為1.0 的剛性管件,B31J 明文強制要求必須回歸使用匹配直管的標準截面模數(Z)來檢核持續應力(Sustained Stress)。這防止了工程師因軟體漏洞而低估一次應力(Primary Stress)的崩塌風險。 - 微觀冶金機制與法規階梯式熱處理決定最終工程抉擇:
既然兩者在彈性應力分析軟體的輸出報告中 SIF 皆為1.0,工程上的最終抉擇便必須回歸材料科學與施工風險。3D 彎管雖然消弭了高應力轉向處的銲縫,但 4″ 3D 彎曲會產生高達 ≒ 18.75% 的外層纖維應變。依據新版 ASME B31.1 Table 129.3.3.1-1 規範,對於落在5% ≦ ε ≦ 20% 區間的應變,其熱處理決策高度依賴設計溫度。若設計溫度低於 600°C,可透過次臨界退應力處理大幅降低施工風險;但若高於 600°C,則仍強制要求執行極高風險的全周常化與回火(N+T)熱處理。相反地,1.5D 彎頭免除了本體的冷作破壞風險,但其兩端的對接環縫在超臨界高溫操作下,將成為 Type IV 潛變破裂的潛在爆發熱點,高度依賴嚴苛的 PWHT 控管。 - 高溫高壓管線佈局優化與設計建議:
鑑於 4″ XXS 的 3D 彎管已完全退化為剛性實心梁,系統的熱膨脹應力必須完全轉嫁,由三維空間中大幅加長的主直管段(Long Legs)來吸收。管線設計團隊應大幅檢視管架配置,釋放系統剛性約束。在製程抉擇上,考量現場環境難以穩定執行 P91 嚴苛的熱處理,採用「3D 彎管工廠預製 + IH-PBHT 熱處理」結合了兩種工法的最大優勢,成為最佳解決方案。透過工廠預製的 3D 冷作彎管,能夠物理性地消弭高應力轉向處的銲縫,徹底根除1.5D 彎頭帶來的 Type IV 潛變破裂風險;同時,透過精密的 IH-PBHT 設備與嚴格的品質控制(如防範越過AC1 溫度、落實電磁消磁以防磁偏吹等),確保了冷作應變區的冶金修復。同時,應力工程師應主動考量 Hinnant 等人基於現代材料所驗證之修正疲勞曲線,以確保超臨界管線的生命週期安全裕度真實無虞。
參考文獻
- 2026 ASME B31J 演算法框架下P91/P92 5D 冷作彎管之幾何力學 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/2026-asme-b31j-%E6%BC%94%E7%AE%97%E6%B3%95%E6%A1%86%E6%9E%B6%E4%B8%8B-p91-p92-5d-%E5%86%B7%E4%BD%9C%E5%BD%8E%E7%AE%A1%E4%B9%8B%E5%B9%BE%E4%BD%95%E5%8A%9B%E5%AD%B8%E3%80%81%E6%BD%9B%E8%AE%8A%E9%80%80/
- 4903, 1.4901, A335 P91, A182 F91/F92 steel – VIRGAMET, https://virgamet.com/offer/x10crmovnb91-a387-a335-a182-f91-f92-p91-p92-boiler-steel
- ASTM A335 P91 Pipe and SA 335 Gr P91 Seamless Pipe supplier in India – LG Pipes, https://www.lgpipeindia.com/astm-a335-p91-alloy-steel-seamless-pipe.html
- Large Radius Bend Nomenclature: Nominal Diameter vs ID/OD – Industrial Monitor Direct, https://industrialmonitordirect.com/blogs/knowledgebase/large-radius-bend-nomenclature-nominal-diameter-vs-idod
- 5D Bend Pipe | Industrial Pipe Manufacturer & Supplier – Sunny Steel, https://www.sunnysteel.com/5d-pipe-bending.php
- Stress Intensification Factors (SIFs) in Pipe Stress Analysis – SimuMech, https://simumech.com/stress-intensification-factors-sifs-in-pipe-stress-analysis/
- Markl SIFs & Asme Viii | PDF | Fatigue (Material) | Finite Element Method – Scribd, https://www.scribd.com/document/378078789/Markl-SIFs-Asme-Viii
- 3 branch stress own-goal – Stress and Integrity, https://stressandintegrity.com/b31-3-2016-stress-issue/
- B31J Methods – CAESAR II – Help – Hexagon Documentation, https://docs.hexagonppm.com/r/en-US/CAESAR-II-Users-Guide/Version-13/1467329
- Nominal Pipe Size Schedule and ASME B36.10 and B36.19 – Nickel Based Superalloys, Stainless Steel, Custom Metal Fabrication丨Seather, https://seathertechnology.com/nominal-pipe-size-schedule-asme-b3610-b3619-standards/
- Importance & Impact of Stress Intensification Factor (SIF) in Piping – Whatispiping, https://whatispiping.com/stress-intensification-factor-sif/
- Understanding SIF for Piping Elbows | PDF | Stress (Mechanics) | Bending – Scribd, https://www.scribd.com/document/961304255/Pipe-ELbow-SIF
- ASME B31J (2017) Stress Intensification Factors – Bentley Software Documentation, https://docs.bentley.com/LiveContent/web/AutoPIPE-v2026/Help/en/Topics/Codes/ASME_B31J_2017_Stress_Intensification_Factors.html
- CCPP小管徑配管設計分析:基於2026 年版ASME 規範之5D 彎徑冷, https://yz-pipe-bending.com.tw/ccpp%E5%B0%8F%E7%AE%A1%E5%BE%91%E9%85%8D%E7%AE%A1%E8%A8%AD%E8%A8%88%E5%88%86%E6%9E%90%EF%BC%9A%E5%9F%BA%E6%96%BC-2026-%E5%B9%B4%E7%89%88-asme-%E8%A6%8F%E7%AF%84%E4%B9%8B-5d-%E5%BD%8E%E5%BE%91%E5%86%B7/
- Piping Elbow or Bend SIF (Stress Intensification Factor) – Whatispiping, https://whatispiping.com/bend-sif/
- ASTM A335 P91 Pipe and UNS K91560 Seamless Pipe Schedule Chart, https://www.stebersteel.net/astm-a335-p91-pipe.html
- Code Qualification of Structural Materials for AFCI Advanced Recycling Reactors – Argonne Scientific Publications, https://publications.anl.gov/anlpubs/2012/05/73014.pdf
- ASME II Part D: Shell Thickness Charts | PDF | Mechanical Engineering – Scribd, https://www.scribd.com/document/617483515/Asme-II-d-Subsection-3-Table-Tm
- Thermal Expansion Coefficients for Steel | PDF – Scribd, https://www.scribd.com/doc/228400781/sec2dsubpart2
- 3 mechanical properties of materials – Nuclear Regulatory Commission, https://www.nrc.gov/docs/ML2010/ML20108E924.pdf
- Model 2000 Radioactive Material Transport Package Safety Analysis Report, https://www.nrc.gov/docs/ML1611/ML16119A378.pdf
- ASME Boiler & Pressure Vessel Code 2023, https://kh.aquaenergyexpo.com/wp-content/uploads/2023/07/ASME-Boiler-Pressure-Vessel-Code-2023.pdf
- ASME Maximum Allowable Stress Table | PDF – Scribd, https://www.scribd.com/doc/209325852/ASME-II-Excel-1A
- Understanding Stress Intensification Factor | PDF | Pipe (Fluid Conveyance) | Bending, https://fr.scribd.com/document/374711033/Sif
- Understanding Stress Intensification Factor | PDF | Fatigue (Material) – Scribd, https://www.scribd.com/document/961304245/Stress-Intensification-Factor
- New Insights on Girth Butt Weld Fatigue | PDF – Scribd, https://www.scribd.com/document/145676206/PVP2008-Hinnant-and-Paulin
- B313 Appendix W Recommendations 3-14-2025 NO TABLE (9.short) Do NOT USE For Ref Only | PDF | Fatigue (Material) | Pipe (Fluid Conveyance) – Scribd, https://www.scribd.com/document/910297988/B313-Appendix-W-Recommendations-3-14-2025-NO-TABLE-9-Short-Do-NOT-USE-for-Ref-Only-1
- Understanding B31J SIFs and DNV S-N Curves | PDF – Scribd, https://www.scribd.com/document/804200318/Fatigue-B31-3-DNV-stresses
- Sustained Load Stress Analysis in Piping | PDF – Scribd, https://www.scribd.com/document/961792249/03
- Stress Factors in Pipe Bends Analysis | PDF – Scribd, https://www.scribd.com/document/53049187/A-Finite-Element-based-Investigation
- Stress Intensification – Flexibility in Pipe Stress Analysis PDF | PDF | Bending – Scribd, https://www.scribd.com/document/272058506/Stress-Intensification-Flexibility-in-Pipe-Stress-Analysis-pdf
- Pipe Stress Analysis | PDF – Scribd, https://www.scribd.com/document/371679116/194465304-Pipe-Stress-Analysis
- Experimental Evaluation for the Markl Fatigue Methods and ASME Piping Stress Intensification Factors (Part II), https://asmedigitalcollection.asme.org/PVP/proceedings-pdf/PVP2014/46001/4439247/v003t03a025-pvp2014-28268.pdf