
摘要
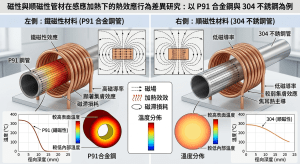
感應加熱技術憑藉其高效率、加熱均勻性以及精確的升溫速率控制,已逐漸取代傳統的明火加熱與陶瓷電阻加熱片,成為現代工業管材銲前預熱(Preheat)與銲後熱處理(Post-Weld Heat Treatment, PWHT)的核心技術。然而,不同金屬材料在交變電磁場中的熱效應行為存在著極為顯著的差異,這不僅影響了加熱效率,更直接決定了現場工程設備的參數設定與熱處理品質。本研究深入探討磁性材料(以 P91 潛變強度強化鐵素體合金鋼為代表)與順磁性材料(以 304 奧氏體不銹鋼為代表)在感應加熱過程中的基礎物理機制與熱力學差異。
研究核心聚焦於「磁滯損(Hysteresis Loss)」與「渦流損耗(Eddy Current Loss)」在不同晶格結構材料中的貢獻比例,並量化分析相對磁導率(Relative Permeability)與電阻率(Electrical Resistivity)隨溫度升高而改變時,對趨膚深度(Skin Depth)與徑向熱能分布的交互影響。分析指出,P91 合金鋼在室溫至居里點(Curie Point,約 749°C 或 1380°F)的區間內,受惠於極高的相對磁導率與顯著的磁滯損貢獻,展現出極為優異的加熱效率(可達 95% 以上)與極淺的趨膚深度。然而,當溫度逼近 PWHT 規範所需的 760°C 恆溫區間時,材料因跨越居里點而喪失鐵磁性,導致趨膚深度突增與負載等效阻抗驟降,進而引發嚴重的「功率斷崖(Power Cliff)」現象,使得加熱速率急遽放緩甚至完全停滯。
相對而言,304 不銹鋼因其面心立方(FCC)晶格具備穩定的順磁性本質,在整個加熱過程中完全沒有磁滯損耗的貢獻,加熱機制純粹依賴渦流效應。儘管其在室溫下的低磁導率導致趨膚深度較深,初期加熱效率較低且存在「慢熱(Slow Start)」特徵,但在升溫至 700°C 甚至更高溫的過程中,其相對磁導率始終維持在接近 1 的水平,負載阻抗變化平穩,展現出高度的高溫加熱續航力(Stamina)。
本報告最終將電磁理論與熱力學分析轉化為具體的工程優化策略,針對現場工班在面對不同屬性管材時的線圈配置、頻率選擇、自適應阻抗匹配及高溫保溫層設置提出實務建議。透過科學化的參數調校,旨在突破材料的物理極限,確保在嚴苛的現場環境下,銲道熱處理的微觀組織轉變能夠完美符合規範,進而保障高溫、高壓管線系統的長期運行安全與結構完整性。
一、 緒論
在現代超臨界(Ultra-Supercritical, USC)與先進超臨界燃煤發電廠、石化煉油設備以及核能設施的建置中,管線系統必須承受極端的高溫與高壓環境 1。為滿足嚴苛的運作需求,材料工程界廣泛採用了具備優異高溫潛變抗力(Creep Resistance)與抗氧化性的 P91 合金鋼(9Cr-1Mo-V-Nb),以及具備卓越耐腐蝕能力與高溫穩定性的 304 奧氏體不銹鋼 2。這兩種材料雖然在現代工業中皆扮演著不可或缺的角色,但其截然不同的冶金結構與電磁物理特性,卻為現場管線的銲接與熱處理帶來了巨大的挑戰。
銲接這些高性能管材時,熱處理程序的精確性直接決定了銲道的微觀組織狀態與最終機械強度。以 P91 為例,該材料屬於潛變強度強化鐵素體鋼(Creep Strength Enhanced Ferritic Steels, CSEFS),其設計初衷是透過在 9% 鉻與 1% 鉬的基礎上,精確添加微量的釩(V)、鈮(Nb)與氮(N),以在高溫下形成穩定的碳氮化物析出相 2。然而,這種特殊的化學成分也使其具有極高的淬透性。在銲接過程的冷卻階段,熱影響區(Heat-Affected Zone, HAZ)與銲縫金屬極易轉變為硬且脆的未回火麻田散鐵(Untempered Martensite)6。為消除殘餘應力、防止氫致裂紋(Hydrogen-induced cracking),並促使微觀組織回復到具有韌性且潛變強度優異的回火麻田散鐵狀態,嚴格的銲前預熱與高溫銲後熱處理(PWHT)是絕對必要的程序 8。P91 鋼的 PWHT 溫度要求極高,通常需要將管材精確加熱並恆溫浸泡於 730°C 至 765°C(1350°F 至 1410°F)之間 10。
傳統上,管線銲道的熱處理多仰賴明火烘烤或纏繞陶瓷電阻加熱片(Ceramic Heating Pads)。然而,這些傳統接觸式或輻射式加熱方法存在著升溫緩慢、熱量散失嚴重、且厚壁管材內外徑溫差過大等致命缺點 11。近年來,感應加熱(Induction Heating)技術因其能透過電磁場直接在金屬管壁內部產生熱能,大幅縮短了從室溫升至目標溫度的時間(例如可將兩小時的預熱時間縮短至三十分鐘內),同時極大地提升了徑向與軸向的溫度均勻性,從而成為各大工程標案的首選工法 11。
儘管感應加熱技術具備無庸置疑的效率優勢,現場工班在實際操作時卻常遭遇難以透過經驗法則解釋的技術瓶頸。最著名的案例便是發生在 P91 管材 PWHT 過程中的「功率斷崖(Power Cliff)」現象。當設備平穩地將 P91 管材加熱至 700°C 以上後,加熱速率往往會無預警地急遽衰退,甚至在達到 730°C 左右時完全停滯,導致無法順利進入 760°C 的恆溫區間 9。許多工班誤以為是設備功率不足或線圈故障,反覆增加電流卻徒勞無功。另一方面,在面對 304 不銹鋼管材時,工班則觀察到截然不同的現象:加熱初期極為緩慢,設備的無效功率極高,感應線圈自身發熱嚴重,系統整體效率遠低於加熱碳鋼或 P91 鋼 13。然而,一旦 304 不銹鋼突破了初期的低溫階段,其升溫曲線卻能無懼高溫,一路平穩地推升至 800°C 以上,展現出強大的高溫續航力。
這些在工地現場令人困惑的現象,其根本原因深藏於材料的電磁物理特性與量子層級的熱力學行為之中。電磁感應加熱並非單純的能量灌注,而是一個涉及電壓、頻率、磁通密度、材料電阻率與磁導率的動態耦合系統。本研究旨在建立一個完整的理論與實務框架,從電磁感應的核心機制(馬克士威方程組與法拉第定律)出發,解構磁滯損與渦流在鐵磁性與順磁性金屬中的動態演變。透過量化分析 P91 合金鋼與 304 不銹鋼隨溫度變化的物理參數,本報告將深入解釋居里點效應如何引發功率斷崖,並闡明趨膚深度的擴張如何改變負載阻抗。最終,本研究將把繁複的理論分析轉化為具體的工程優化策略,為第一線工程人員提供科學化的頻率選擇、線圈配置與參數調校指南。
二、 理論基礎與感應加熱熱效應機制
感應加熱技術的核心原理是將市電或工業用電透過固態變頻電源轉換為高頻交變電流(Alternating Current, AC),隨後將此高頻電流導入環繞於工件外部的感應線圈(Induction Coil)。根據安培右手定律(Ampère’s Law),線圈周圍會產生一個與電流頻率相同、方向不斷交替的強烈交變磁場。當待加熱的金屬管材置於此交變磁場中時,磁力線會穿透金屬表面,並依據法拉第電磁感應定律(Faraday’s Law of Induction),在金屬導體內部激發出感應電動勢,進而產生閉合的迴圈電流。這些在金屬內部不斷流動、盤旋的交變電流,即為物理學上所稱的「渦流(Eddy Current)」14。
金屬管材的升溫,本質上是電磁能轉換為熱能的過程。在感應加熱系統中,熱能的生成主要源自兩個獨立但可能同時並存的物理機制:渦流損耗(Eddy Current Loss)與磁滯損耗(Hysteresis Loss)16。不同晶格結構的金屬對這兩種機制的依賴程度與反應截然不同,這也構成了本研究後續探討 P91 與 304 不銹鋼差異的基石。
2.1 渦流損耗(Eddy Current Loss)之物理機制
渦流損耗是所有具備導電能力之金屬(包含鐵磁性、順磁性及抗磁性材料)在感應加熱過程中最主要、也是最關鍵的熱源 16。當交變磁場在金屬內部誘發渦流時,電子在金屬晶格內部移動,無可避免地會與原子實(Ion cores)及晶格缺陷發生碰撞。這些碰撞產生了微觀的摩擦阻力,即為材料的電阻。渦流克服電阻作功的過程,會透過焦耳加熱效應(Joule Heating, P = I2R)將電能不可逆地轉化為熱能 10。
在宏觀的電磁學模型中,渦流功率損耗密度Pe(單位體積的發熱功率)可透過以下的物理關聯式進行近似與量化:
Pe=Ke * Bmax2 * f2 * t2 * V
其中:
- Ke 為渦流係數,該係數與材料的幾何形狀有關,且與材料的電阻率(Electrical Resistivity, ρ)成反比關係。
- Bmax 為交變磁場穿透材料的最大磁通密度。
- f 為交變磁場的震盪頻率。
- t 為材料在磁場方向上的特徵厚度或疊片厚度。
- V 為受磁場作用的材料體積 17。
從此方程式可以萃取出幾個關鍵的工程洞見。首先,渦流損耗與交變頻率的平方(f2)及磁通密度的平方(Bmax2)呈現嚴格的正比關係 17。這意味著在設備設計上,提高操作頻率能以幾何級數的幅度放大渦流發熱量。其次,材料本身的電阻率扮演了雙面刃的角色:較高的電阻率雖然會降低渦流係數Ke,進而限縮總感應電流的大小,但同時較高的電阻率也意味著每一單位的電流在流動時能產生更劇烈的焦耳熱。對於感應加熱的整體阻抗匹配而言,適度偏高的電阻率(如各類鋼材)實際上更有利於將電源端的能量「耦合(Couple)」進工件內部,這點將在後續的趨膚深度探討中詳細說明 18。必須強調的是,無論金屬是否具備磁性,渦流損耗始終是感應加熱中提供高溫熱能的絕對主力 16。
2.2 磁滯損耗(Hysteresis Loss)之物理機制
相對於普遍存在的渦流損耗,磁滯損耗是一種專屬於具備鐵磁性(Ferromagnetic)或亞鐵磁性(Ferrimagnetic)材料(例如碳鋼、鎳、鈷以及本研究探討的 P91 鐵素體合金鋼)的發熱機制 16。
在鐵磁性材料的微觀結構中,相鄰原子的電子自旋會透過交換交互作用(Exchange interaction)平行排列,形成一個個自發磁化的微小區域,稱為「磁域(Magnetic Domains)」20。在未受外界磁場影響時,這些磁域的磁化方向隨機分佈,材料整體不顯磁性。然而,當感應線圈產生強烈的交變磁場時,這些磁域會被迫順應外部磁場的方向進行重新排列與翻轉。當磁場方向以每秒數千至數萬次(即感應電源的頻率)的速度交替變換時,磁域的邊界(Domain walls)會在材料內部發生高頻率的移動與摩擦 16。
這種微觀的摩擦與晶格阻力並非完美的彈性過程。材料在磁化與去磁的交替循環中,磁通密度B 的變化會落後於外加磁場強度H 的變化,在 B-H 座標圖上描繪出一個封閉的「磁滯迴線(Hysteresis Loop)」。磁域壁在移動過程中需要消耗能量來克服內部的晶格阻力,這部分作功最終完全以熱能的形式耗散在材料內部,即為磁滯損 16。
根據經驗法則推導而出的史坦麥茲方程式(Steinmetz Equation),磁滯功率損耗Ph 可量化表示為:
Ph=ηBmax1.6 fV
其中:
- η 為史坦麥茲常數(Steinmetz constant),其數值取決於材料本身的磁性品質與微觀結構缺陷。
- f 為磁化方向翻轉的頻率。
- Bmax 為最大磁通密度,指數6 為典型近似值(依材料特性可能在 1.6 至 2.0 之間波動)22。
- V 為受影響的體積。
與渦流損耗的頻率平方(f2)關係截然不同,磁滯損耗僅與交變頻率(f)成一次方正比 22。這產生了一個極為重要的實務影響:在相對低頻(例如市電頻率 50/60 Hz 至低頻感應 1 kHz)的加熱條件下,磁滯損耗佔總發熱量的比例相當可觀(可能高達 10% 至 30%)23。它能夠為鐵磁性金屬在加熱初期提供強大且額外的熱能注入,使得碳鋼或 P91 鋼的升溫速度遠超過非磁性金屬 18。然而,磁滯損耗的存續完全仰賴於材料的鐵磁性結構。一旦材料溫度跨越了臨界的「居里點」,磁域結構崩解,磁滯損耗將瞬間歸零 16。
2.3 趨膚效應與趨膚深度(Skin Effect & Skin Depth)
理解感應加熱效率的最後一塊理論拼圖,是探討交變電流在導體內部的空間分布特性。在直流電(DC)電路中,電流會均勻地分布於整個導體截面。然而,在交變電流(AC)的環境下,導體內部快速變化的磁場會引發反向的感應電動勢。根據冷次定律(Lenz’s Law),這個反向電動勢在導體中心最強,而在表面最弱。這種電磁抗拒作用會迫使絕大部分的渦流被擠壓到金屬導體的極表層流動,此現象即被稱為「趨膚效應(Skin Effect)」25。
由於趨膚效應的存在,電流密度從材料表面向內部中心呈現指數級的衰減。在工程計算上,我們將電流密度降至表面初始值之1/e(約 36.8%)處的深度,定義為「趨膚深度(Skin Depth, 符號通常記為δ)」27。在趨膚深度δ 的厚度範圍內,集中了高達 86% 的發熱功率(因為功率與電流密度的平方成正比),因此它被視為感應加熱的有效加熱層 29。
趨膚深度的計算公式是整個電磁加熱領域中最重要的參數設計依據:
δ=√ρ/πfμ0 μr
公式中各變數定義如下:
- δ:趨膚深度,單位為公尺(m)。
- ρ:金屬材料的電阻率(Electrical Resistivity),單位為歐姆公尺(Ω·m)。
- f:感應電源的操作頻率,單位為赫茲(Hz)。
- μ0:真空磁導率,為一物理常數,其值約為4π*10-7 H/m。
- μr:金屬材料的相對磁導率(Relative Permeability),為一無因次量,代表材料放大磁場的能力 29。
這條公式精準地揭示了材料物性如何操控熱能的空間分布。當感應頻率 f 固定時,趨膚深度δ 與材料的電阻率ρ 的平方根成正比,並與相對磁導率μr 的平方根成反比。
這對於宏觀的加熱效率意味著什麼?在感應加熱系統中,感應線圈與被加熱管材構成了一個空心變壓器的關係(線圈為一次側,管材為單匝二次側)。要讓電源的能量高效率地轉移到管材上,管材必須具備足夠高的「等效表面阻抗(Surface Resistance, Rs)」。表面阻抗可近似為 Rs=ρ/δ 30。當趨膚深度δ 越淺時,渦流被迫擠壓在極薄的表層內流動,導電截面積大幅縮小,導致等效阻抗Rs 急遽升高 25。阻抗越高,電源就越容易將電能以高功率因數的形式「耦合(Couple)」進管材內部並轉化為焦耳熱,同時降低了線圈自身所需的無效電流(Reactive current),進而減少了線圈的銅損(I2R loss)13。
簡而言之,材料的相對磁導率μr 越高,趨膚深度 δ越淺,等效阻抗越高,加熱效率就越好。反之,電阻率ρ 雖然在分子,但因為等效阻抗Rs 是ρ 除以δ(即Rs ∝ √ρμr f),因此高電阻率配合高磁導率,將創造最佳的感應加熱條件。這條公式清楚表明,材料的 ρ 與μr 隨溫度發生的任何微小變化,都將透過趨膚深度被放大,最終決定了現場加熱功率的成敗 26。
三、 材料物理特性及其溫度相依性探討
在常溫下檢視前述公式或許並不複雜,但感應加熱是一個劇烈的動態過程。管材在從室溫被加熱至超過 700°C 的過程中,其晶格內的電子活躍度與磁矩排列會發生根本性的變化,導致電阻率ρ 與相對磁導率μr 呈現非線性的軌跡。P91 合金鋼與 304 不銹鋼的化學組成與冶金相態差異,造就了兩者在交變電磁場中截然不同的物理命運。
3.1 P91 合金鋼:鐵磁性與關鍵的居里點效應
P91 鋼(美國 ASTM A335 P91 / 歐洲 EN 10216-2 X10CrMoVNb9-1)是一種廣泛應用於高溫高壓蒸汽管線的先進耐熱鋼 2。其命名中的「91」代表了其核心化學成分:約 9.0% 的鉻(Cr)與 1.0% 的鉬(Mo)。鉻提供了基本的高溫抗氧化性,而鉬則增強了固溶強化效應 2。更關鍵的是,P91 鋼在冶煉時精確控制了微量的釩(V: 0.18-0.25%)、鈮(Nb: 0.06-0.10%)以及氮(N: 0.03-0.07%)的添加 2。這些微量元素在高溫回火(PWHT)過程中,會於晶粒內部及晶界處析出極其細小且熱力學穩定的碳氮化物(如V(C,N) 及Nb(C,N),統稱為 MX 相)以及富鉻的 M23C6碳化物 5。這些析出物能有效釘扎(Pinning)差排與磁域壁的移動,賦予了 P91 卓越的長期潛變強度,但也使得其在銲接熱循環中的硬化傾向極高 33。
在室溫環境下,P91 鋼的晶格結構為體心立方(Body-Centered Cubic, BCC)的馬氏體或鐵素體相 20。這種不對稱的電子軌域排列使得相鄰鐵原子的未配對電子自旋強烈同向耦合,賦予了 P91 強烈的鐵磁性(Ferromagnetism)特徵 20。
電阻率之溫度相依性: 在室溫(20°C)下,P91 合金鋼的電阻率相對適中,約落在 0.45*10-6至0.55*10-6 Ω·m之間(略高於純碳鋼,主因是 9% 鉻的合金散射效應)35。隨著溫度逐漸升高,金屬晶格的熱震動(Phonon scattering)加劇,大幅增加了自由電子的碰撞機率,導致 P91 的電阻率呈現近似線性的顯著增長。當溫度達到 400°C 時,其電阻率約增至室溫的兩倍;而當溫度推升至 700°C 時,電阻率可高達1.0*10-6 Ω·m 甚至更高。電阻率的穩定上升,在物理直觀上增加了渦流流動的阻力。
相對磁導率與居里點(Curie Point)崩潰: P91 合金鋼在感應加熱中最具戲劇性的參數變化,非相對磁導率μr 莫屬。在室溫與施加一般感應線圈磁場強度的條件下,P91 的相對磁導率μr 極高,通常介於 100 至 500 之間(依外加磁場強度 H 呈現非線性變化)36。如此巨大的磁導率,意味著外部磁力線極易被「吸入」並密集地集中於管材的表層金屬內。
然而,鐵磁性並非金屬的永恆屬性。隨著感應加熱不斷將熱能注入管壁,晶格原子的熱擾動動能逐漸增加。當熱能逐漸累積,會開始破壞磁域內部電子自旋的長程有序(Long-range order)排列 20。當溫度逼近某個特定的臨界點時,強烈的熱擾動能量將徹底超越維持磁域穩定的交換耦合能(Exchange coupling energy),此時材料內部會發生二級相變,鐵磁性瞬間瓦解,材料轉變為僅具有微弱磁矩回應的順磁性(Paramagnetic)狀態。這個宣告鐵磁性死亡的溫度臨界點,即為著名的「居里點(Curie Point / Curie Temperature)」10。
對於典型的 P91 合金鋼管材而言,其居里點溫度通常精確落在約 730°C 至 750°C(約 1350°F 至 1380°F)之間 10。當 P91 管材被加熱至跨越此溫度極限值時,其相對磁導率μr 會在極短的溫度區間內,從數百的高數值發生雪崩式的暴跌,最終無可挽回地趨近於真空水平,亦即μr ≒ 1 26。
在冶金學實務上,必須特別釐清一個常見的觀念混淆:居里點純粹是電子自旋狀態的磁性轉變點,並伴隨著吸熱反應,但它不應與鋼材發生晶體結構重組的 Ac1 點(下臨界點,奧氏體開始形成的溫度)混淆。P91 鋼的 Ac1 溫度受鎳、錳等元素微調的影響,通常位於較高的 800°C 至 815°C 之間 40。因此,在執行上限為 760°C 的 PWHT 過程中,P91 的晶體結構並不會發生奧氏體相變,但其磁性卻必然會在 749°C 左右徹底喪失。這無可避免的磁性喪失,正是後續引發「功率斷崖」的物理元凶。
3.2 304 不銹鋼:恆定順磁性與高電阻特徵
相對於 P91 複雜的動態變化,屬於沃斯田鐵系(Austenitic)的 304 不銹鋼(UNS S30400 / EN 1.4301)在感應加熱的視角下,展現出截然不同且相對單純的物理性格。304 不銹鋼的基本化學組成包含約 18% 的鉻(Cr)與 8% 的鎳(Ni),並嚴格控制碳含量低於 0.08% 42。這種高鎳含量徹底穩定了高溫下的面心立方(Face-Centered Cubic, FCC)奧氏體相,使其在冷卻至室溫時仍能保持此一晶格結構 43。
相對磁導率:堅若磐石的順磁性 面心立方(FCC)晶格的高度對稱性,使得 304 不銹鋼內部原子間的交換交互作用無法形成自發磁化的磁域結構。因此,無論在室溫或是高溫下,304 不銹鋼皆呈現穩定的順磁性(Paramagnetic),宏觀上被視為非磁性金屬 20。 在完全退火的狀態下,304 不銹鋼的相對磁導率μr 極端接近於真空,常溫測量值約為1.003 至1.008 之間 43。雖然在經過劇烈的冷加工(Cold working)或深抽變形後,晶格應力可能誘發微量的形變麻田散鐵(Deformation-induced martensite),導致局部磁導率微幅上升 43,但在以高溫管線預熱或回火為主的感應加熱情境中,這種形變磁性會在加熱初期即被熱能消除。因此,在整個升溫週期中,我們完全可以將 304 不銹鋼的相對磁導率視為μr = 1 的常數。這意味著 304 管材完全不具備捕捉或集中外部磁力線的能力,更宣告了磁滯損耗在 304 的加熱過程中缺席 16。
電阻率之溫度相依性: 與 P91 相比,304 不銹鋼在室溫下具有相當高的初始電阻率。根據標準物理性質量測,304 在 20°C 時的電阻率高達0.72×10-6 Ω⋅m(或 7272 μΩ·cm),幾乎是純碳鋼的 4 至 5 倍,也顯著高於常溫下的 P91 44。 如同其他金屬,304 的電阻率也隨著溫度的攀升而增加,但其增長曲線呈現出穩定的非線性遞增:
- 20°C : 72×10-6 Ω⋅m
- 200°C : 86×10-6 Ω⋅m
- 400°C : 1.02×10-6 Ω⋅m
- 650°C : 14×10-6 Ω⋅m
- 800°C : 約 20×10-6 Ω⋅m 44。 這種本質上偏高的電阻率特徵,在電磁學上雖然有利於增加局部的焦耳熱轉化率,但由於其μr 始終被鎖定在 1,無法發揮縮減趨膚深度的乘數效應,因此 304 不銹鋼在感應加熱中的整體等效阻抗表現,反而不如鐵磁性的 P91。
為清晰對比兩種材料的物理參數演變,表 1 總結了其核心特徵:
| 材料屬性 / 溫度 | P91 合金鋼 (鐵磁性 → 順磁性) | 304 不銹鋼 (純順磁性) |
| 晶格結構 | 體心立方 (BCC) 馬氏體/鐵素體 | 面心立方 (FCC) 奧氏體 |
| 室溫電阻率 (20°C) | 約0.45×10-6 Ω⋅m | 0.72×10-6 Ω⋅m |
| 高溫電阻率 (700°C) | 約 1.0×10-6 Ω⋅m | 約 1.16×10-6 Ω⋅m |
| 相對磁導率 (μr) | 室溫下高達 200~500 | 恆定約 1.008 |
| 居里點效應 | 有,於 ~749°C 驟降至 μr = 1 | 無,無相變與磁性轉變 |
| 熱傳導率 (600°C) | 約 29 W/m⋅K (散熱較快) | 約21 W/m⋅K (散熱極慢) |
表 1: P91 合金鋼與 304 不銹鋼關鍵物理特性對比 10
四、 結果與討論:趨膚深度運算與高溫熱效應行為
透過將上述溫變參數代入感應加熱的基礎方程式,我們能夠以量化的視角,精準解構 P91 與 304 在實際現場施工時,為何會投射出截然不同的加熱曲線,並深刻剖析「功率斷崖」的生成機制。
4.1 趨膚深度與熱分布差異之量化比較
趨膚深度決定了感應能量在管壁內部的濃縮程度。為了建立直觀的比較基準,我們假設現場配置了一組常見的中頻感應熱處理設備,其穩態輸出頻率設定為f = 10 kHz(10,000 Hz)。我們分別計算兩種材料在室溫(20°C)與高溫(700°C)下的趨膚深度δ。
情境一:304 不銹鋼的趨膚深度演變
由於 304 始終保持順磁性,其相對磁導率μr 恆定為 1。
- 在室溫 (20°C): 帶入ρ = 72×10-6 Ω⋅m
δ304_20C=√0.72×10-6/(π×104×4π×10-7×1) = √0.72×10-6/0.03947 ≒ 0.00427 m=4.27 mm”
- 在高溫 (700°C): 帶入ρ = 1.16×10-6 Ω⋅m
δ304_700C=√1.16×10-6/0.03947 ≒ 0.00542 m=5.42 mm”
情境二:P91 合金鋼的趨膚深度演變
P91 在室溫下具備強烈鐵磁性,我們保守假設感應線圈激發的場強使其相對磁導率處於 μr≒200。
- 在室溫 (20°C): 帶入ρ = 45×10-6 Ω⋅m , μr=200
δP91_20C=√0.45×10-6 / π×10^4×4π×10-7×200=√0.45×10-6 / 7.895 ≒0.000238 m=0.24 mm
- 在接近居里點的極端高溫 (假設 749°C 時磁性瞬間喪失): 此時μr 瞬間崩跌至 1,且高溫 ρ ≒05×10-6 Ω⋅m。
δP91_750C=√1.05×10-6 / π×104×4π×10-7×1=√1.05×10-6 / 0.03947 ≒ 0.00515 m=5.15 mm”
熱分布與效率特徵解析: 從上述精密的運算結果可以觀察到驚人的空間差異。在室溫起步階段(20°C),在相同的 10 kHz 頻率驅動下,304 不銹鋼的趨膚深度高達 4.27 mm 30。感應電流深入管壁內部,能量分散於較龐大的金屬體積中。這導致了導電截面積寬廣,使得管材投射到線圈上的等效阻抗(Equivalent Resistance)呈現極低數值,引發類似「短路(Short-circuit)」的效應。在這種狀態下,設備輸出的大量電流成為未作功的無效循環電流(Reactive current),不僅導致大量磁力線穿透管材而流失,更使得線圈銅管因承受過大電流而自身嚴重發熱。整體而言,304 在初期的電熱轉換效率通常僅有 80% 甚至更低,這就是其標誌性的「慢熱(Slow Start)」特徵的物理根源 13。
反觀 P91 合金鋼,在室溫下受惠於μr=200 的乘數放大效應,其趨膚深度被極度壓縮至僅 0.24 mm。感應線圈輸出的龐大能量,被強制濃縮在管壁最外側不到四分之一毫米的極薄微觀層內。這種極限的能量擠壓創造了極高的等效阻抗,使得設備的功率因數逼近完美,電能幾乎毫無阻礙地 100% 耦合進這層薄膜中,隨後再透過金屬本身的熱傳導機制迅速向管壁深處擴散 47。此外,別忘了 P91 在此階段還同時享有額外 10%~30% 的磁滯損耗紅利 23。高耦合阻抗疊加雙重發熱機制,使得 P91 在 600°C 以前展現出高達 95%~98% 的驚人加熱效率,升溫勢如破竹 13。
| 操作參數 (f=10kHz) | P91 鋼 (20°C) | P91 鋼 (750°C, 破居里點) | 304 不銹鋼 (20°C) | 304 不銹鋼 (700°C) |
| 相對磁導率 (μr) | 200 (鐵磁性) | 1 (順磁性) | 1 (順磁性) | 1 (順磁性) |
| 計算趨膚深度 (δ) | 0.24 mm | 5.15 mm (暴增 21倍) | 4.27 mm | 5.42 mm (微增) |
| 磁滯損貢獻 | 顯著存在 | 零 (消失) | 零 | 零 |
| 等效阻抗狀態 | 極高 (完美耦合) | 崩潰驟降 | 偏低 | 維持平穩 |
表 2: 10 kHz 感應頻率下之趨膚深度與阻抗狀態量化比較
4.2 升溫至 700°C 的效率曲線與「功率斷崖」現象
當熱處理任務進入關鍵的高溫階段,兩者的加熱效率曲線呈現出違反直覺的交叉與戲劇性的分歧。
P91 的物理極限與「功率斷崖(Power Cliff)」: 對於 P91 管材,PWHT 的核心目標是穩定地將母材與銲道均勻提升並浸泡於 760°C 的恆溫帶。然而,橫亙在 749°C(1380°F)的居里點,是這項任務最大的物理屏障 10。 當管材溫度跨越居里點的瞬間,災難性的連鎖反應隨之發生:
- 熱源斷損: 磁疇結構徹底瓦解,原先提供可觀熱能的磁滯損耗Ph 瞬間歸零,形同撤去了加熱的副引擎 10。
- 趨膚崩壞與阻抗雪崩: 如同表 2 的計算所示,因μr 從數百無預警地跳水至 1,趨膚深度δ 在不到十度的溫差內,從24 mm 瞬間暴增超過二十倍至 5.15 mm 10。原本被牢牢封鎖在表層的高密度渦流,宛如潰堤的洪水般擴散至整個管壁深處。電流流動截面積的暴增,直接導致管材的表面等效阻抗Req 發生斷崖式的崩跌 10。
- 諧振失配(Impedance Mismatch): 現代感應加熱電源多採用 L-C 諧振槽(Tank circuit)來推動功率。當負載端(管材)的電感量與阻抗因失磁而發生數量級的銳減時,整個系統的諧振頻率會嚴重偏移。若現場設備使用的是固定頻率或缺乏高階動態追蹤(Auto-tuning)能力的舊型機型,電源輸出的實際有效功率將大幅退退。
綜合上述三點,操作人員在儀表板上會看到極為錯愕的畫面:設備顯示的輸出電流依然滿載,但管材表面的熱電偶溫度卻在 730°C~745°C 之間劇烈放緩,甚至長時間停滯(Stall out),這就是讓許多銲接工程師聞之色變的「功率斷崖」10。若未能突破此瓶頸,P91 的麻田散鐵組織將無法獲得充分的回火軟化,殘餘應力無法釋放,銲道在未來的超臨界運轉中極易發生第一型或第四型潛變破裂(Type IV cracking)7。
304 不銹鋼的平穩與「強大續航力(Stamina)」: 相對於 P91 驚心動魄的斷崖考驗,304 不銹鋼的高溫升溫曲線顯得平淡、堅韌且極具可預測性。由於 304 不銹鋼從頭到尾都具備穩定的奧氏體結構,無論是常溫還是 800°C 的高溫,其相對磁導率永遠鎖定在μr ≒ 1 的純順磁性狀態 20。 在升溫過程中,304 唯一改變的物理參數只有緩步上升的電阻率ρ。根據公式,ρ 的增加確實會導致趨膚深度 δ微幅加深(如表 2 所示,從 4.27 mm 緩增至 5.42 mm),但因為δ 增加的幅度僅受√ρ 的平方根抑制,整體的負載阻抗、電感量以及 L-C 諧振特性並不會發生突變 48。 這造就了 304 不銹鋼在感應加熱上獨特的「長跑者」性格:雖然起步緩慢、初期無效損耗高(Slow start),但在邁向 700°C 甚至更高溫的高負載階段,系統完全不會遭遇居里點阻抗崩潰的危機。只要感應電源的總容定功率(kW)足夠覆蓋輻射熱散失,且感應線圈具備強大的冷卻系統來對抗自體發熱,304 不銹鋼能夠以恆定且平穩的斜率,被穩健地推升至極端的高溫領域(Strong finish / Stamina)13。
五、 現場價值:工班功率設定與設備優化策略
物理理論的解析最終必須落實於工程實踐。深刻理解 P91 與 304 不銹鋼的熱效應分歧後,現場工程團隊必須徹底屏棄「一套參數打天下」的迷思。面對這兩種不同性格的管材,必須從設備選擇、線圈配置、頻率調校到保溫策略,採取量身定做的優化手段,以避免熱處理任務失敗、耗時過長或設備過載損壞 50。
5.1 P91 合金鋼管材的 PWHT 加熱優化與斷崖補償策略
針對 P91 管材的 PWHT 任務,核心挑戰在於如何「預防高溫阻抗崩潰」並「極小化熱量散失」,以確保管材能穩定跨越 749°C 居里點,並在 760°C 的恆溫浸泡區間內完成碳化物的均勻析出 9。
- 導入寬頻自適應調諧設備(Wide-Frequency Auto-Tuning): 既然居里點導致的μr 崩跌無法避免,工程師唯一能介入操作的物理變數就剩下「操作頻率 f」。當 P91 跨越居里點、趨膚深度δ 暴增導致阻抗驟降時,設備必須能夠即時偵測到諧振偏移,並「主動且大幅地」提高操作頻率 29。例如,若設備原本以 5 kHz 運行,在偵測到失磁後,應自動將頻率拉升至 15 kHz 甚至 20 kHz。藉由高頻率(f 在分母)的強制壓縮效應,人為地將暴增的趨膚深度重新壓薄,藉此挽救流失的表面等效阻抗,強行將電能再次「逼」進管材表層 26。因此,現場應淘汰固定頻率的老舊電源,全面改用具備 DSP/FPGA 數位控制與動態頻率追蹤技術的先進感應電源 51。
- 極限緊密纏繞與阻絕熱散失(Tight Winding & Insulation): 在跨越居里點進入非磁性階段後(>749°C),磁力線的耦合能力大幅衰退。為了維持足夠的能量轉移,感應線圈與管壁之間的電磁耦合氣隙(Air gap)必須盡可能縮小。然而,這與高溫保溫產生了矛盾:根據斯特凡-波茲曼定律(Stefan-Boltzmann Law),金屬在 750°C 時的輻射熱散失率極為驚人 10。若熱量流失的速度超越了跨越斷崖後殘存的加熱功率,升溫將無可避免地停滯。 實務上,工班必須在管材銲道周圍精準包覆厚度適中、耐溫等級達 1200°C 以上的高品質陶瓷纖維保溫毯(Ceramic Insulation Blankets)。接著,必須要求操作人員將水冷感應線圈「極度緊密且均勻地(Tightly winding)」纏繞於保溫毯外側,嚴禁線圈之間出現不均勻的空隙 10。這種配置既能在物理上封鎖輻射熱能,避免熱量在功率斷崖期流失,又能將電磁耦合距離控制在臨界範圍內,確保剩餘的渦流能量能順利傳遞。
- 多熱電偶分區智慧控溫(Multi-Thermocouple Control): 功率斷崖發生時,熱能生成的動態極不穩定。由於熱對流(Convection currents)效應,管材上方往往比下方熱。若單憑一根熱電偶進行回饋控制,極易導致局部過熱(超出 775°C 的法規上限,引發材料再奧氏體化)或局部溫度不足 6。工班應沿著管徑圓周配置至少 3 至 4 組 K 型熱電偶(Thermocouples)。利用控制系統的邏輯迴路,在升溫斜率段(Ramp up)以最熱的熱電偶作為上限箝制,而在進入關鍵的 760°C 保溫段(Soak)時,監控最冷的熱電偶確保其跨越門檻,從而保障整個 P91 銲道截面獲得完美的微觀組織轉變 10。
5.2 304 不銹鋼管材的頻率選擇與線圈配置策略
對於 304 不銹鋼而言,沒有居里點斷崖的恐懼,但現場工程面臨的挑戰是「極度低下的耦合效率」與「線圈燒毀的風險」13。
- 強制切換至中高頻段操作(High Frequency Selection): 由於 304 不銹鋼的μr 永遠為 1,這是無法改變的材料宿命。為了克服 4 mm 以上的深厚趨膚深度與伴隨而來的低阻抗「短路」效應,唯一解方是從電源端著手。現場嚴禁使用傳統用於加熱碳鋼的低頻(1~5 kHz)感應設備來處理 304 不銹鋼。工班應切換至 20 kHz 甚至高達 50 kHz 的中高頻段操作 25。透過高頻的強力介入,迫使渦流退回並集中於管壁極表層,顯著提升表面等效阻抗。這不僅能大幅改善初期令人詬病的「慢熱」現象,更能有效提升電熱轉換效率。
- 導入高規格李茲線(Litz Wire)與極限冷卻系統: 如前文所述,在加熱 304 不銹鋼等順磁性材料時,系統會產生極高的無效循環電流。研究數據表明,高達 20% 的輸出功率最終可能並非傳遞給管材,而是消耗在感應線圈自身的焦耳熱(I2R Loss)上(相較之下,加熱鐵磁性鋼時線圈自身的熱耗損僅約 5%)13。若現場工班圖方便,僅採用傳統的單根空心水冷銅管來纏繞 304 管材,極易在長時間加熱的過程中,因自身的趨膚效應與鄰近效應(Proximity effect)導致銅管局部過熱、熔毀甚至引發漏水工安事故。 針對此痛點,實務上強烈建議捨棄傳統銅管,改採「多股絞合且各自絕緣」的高頻特製李茲線(Litz Wire)作為感應線圈 13。李茲線能強制電流均勻分布於數百根細小的銅線中,徹底消除線圈自身的趨膚效應,將線圈本體的廢熱降至最低 13。此外,必須為設備配備具有足夠散熱餘裕與高流量的工業冰水主機(Chiller),以應付持續輸出的龐大無效功率。唯有硬體防護到位,才能真正發揮 304 不銹鋼不受居里點限制的高溫續航優勢,穩健達成熱處理目標 13。
六、 結論
本研究透過嚴謹的電磁物理運算與材料熱力學分析,系統性地解構了 P91 潛變強度強化鐵素體鋼與 304 奧氏體不銹鋼在感應加熱過程中的行為分歧。研究結果證實,材料微觀層級的晶格結構與磁性本質,絕對性地決定了其在宏觀工程上的熱效應軌跡,並為現場施工帶來截然不同的挑戰。
首先,在加熱機制與能量分布方面,P91 鋼在室溫下受惠於體心立方結構帶來的極高相對磁導率(μr ≒ 200),不僅擁有額外的磁滯損耗紅利,其極度壓縮的趨膚深度(小於 0.3 mm)更創造了完美的電磁耦合阻抗,使其在初期展現超過 95% 的驚人加熱效率。相對地,304 不銹鋼因其面心立方結構而呈現穩定的純順磁性(μr ≒ 1),毫無磁滯損貢獻,且電流深入管壁導致耦合阻抗低落,初期加熱效率僅約 80%,呈現鮮明的「慢熱」特性。
其次,在高溫演變與極限行為方面,P91 鋼的加熱過程隱藏著致命的物理陷阱。當溫度攀升至約 749°C(1380°F)時,材料跨越居里點引發二級相變,鐵磁性瞬間瓦解。磁導率的陡降導致趨膚深度暴增超過二十倍,負載阻抗引發雪崩式的崩潰,導致感應電源輸出失配,形成了嚴重阻礙 PWHT 進行的「功率斷崖」。反觀 304 不銹鋼,雖然起步效率不佳,但因其在升溫至高達 800°C 的過程中毫無磁性突變,阻抗變化極為平穩可預測,展現出無懼高溫的強大續航力。
最終,在工程實務與現場價值的落實上,本研究指出了精確調控的必要性。面對 P91 鋼的功率斷崖,現場工班必須採用具備寬頻自適應調諧(Auto-tuning)能力的先進電源以高頻率彌補阻抗流失,同時配合極限緊密的線圈纏繞與高品質保溫毯封鎖熱散失,並輔以多熱電偶箝制溫差。面對 304 不銹鋼,則必須強制採用 20 kHz 以上的中高頻段操作以克服深趨膚深度,並絕對依賴高頻李茲線(Litz Wire)與強大的冷卻系統,以對抗高達 20% 的線圈無效熱損耗。
透過精確掌握材料的電磁物性隨溫度的動態演變,現場工程團隊的思維將從過去盲目增加輸出功率的「黑箱操作」,昇華為藉由科學化頻率調度與線圈配置的「精準打擊」。這不僅能大幅優化能源消耗與設備壽命,更能實質保障各類特殊合金銲道在微觀組織轉變上的絕對完美,進而確保現代發電廠與石化設施在極端環境下的長期運行安全與結構完整性。
參考文獻
- Growing experience with P91/T91 forcing essential code changes, https://www.ccj-online.com/growing-experience-with-p91-t91-forcing-essential-code-changes/
- T91 / P91 Steel – Metals Piping, http://www.metalspiping.com/t91-p91-steel.html
- ASTM A335 P91 Type1 and Type2 Alloy Steel Pipe Specification, https://www.botopsteelpipes.com/astm-a335-p91/
- Alloy Steel P91 Pipes: Properties, Characteristics and Applications, https://www.pragatimetal.com/blog/alloy-steel-p91-pipes-properties-characteristics-and-applications/
- Non-destructive characterisation of N/Al level in P91 steels using electromagnetic sensors, https://www.tandfonline.com/doi/full/10.1179/1743284714Y.0000000642
- Welding “Grade 91” Alloy Steel – Sperko Engineering Services, https://sperkoengineering.com/wp-content/uploads/2025/09/Grade-91-R-8-12.pdf
- Structure of properties of the heat affected zone of P91 creep resistant steel – ResearchGate, https://www.researchgate.net/publication/30388000_Structure_of_properties_of_the_heat_affected_zone_of_P91_creep_resistant_steel
- Meet the Demanding Requirements of Welding P91 Pipe With Advanced Wire Processes, https://www.millerwelds.com/resources/article-library/meet-the-requirements-of-welding-p91-pipe-with-wire-processes
- Optimization of PWHT of Simulated HAZ Subzones in P91 Steel with Respect to Hardness and Impact Toughness – MDPI, https://www.mdpi.com/2075-4701/10/9/1215
- Debunking Four Common Myths About Induction Heating in Welding Applications, https://www.millerwelds.com/resources/article-library/debunking-four-common-myths-about-induction-heating
- Heating P91 boiler pipe – The Fabricator, https://www.thefabricator.com/tubepipejournal/article/tubepipefabrication/heating-p91-boiler-pipe
- Overcoming the Challenges of Welding P91 Pipe, https://sea.itwwelding.com/Article/6/Article-Overcoming-the-Challenges-of-Welding-P91-Pipe
- Austenitic or ferritic stainless steel, induction heating efficiency. – ID Partner, https://www.induction-partner.com/blog/2020/05/06/austenitic-or-ferritic-stainless-steel-induction-heating-efficiency/
- INDUCTION HEATING – Thermopedia, https://www.thermopedia.com/cn/content/874/
- Induction heating – Wikipedia, https://en.wikipedia.org/wiki/Induction_heating
- Basics of Induction Heating | Radyne Corporation, https://www.radyne.com/what-is-induction-heating-2/basics-of-induction-heating/
- Hysteresis Loss and Eddy Current Loss – TutorialsPoint, https://www.tutorialspoint.com/article/hysteresis-loss-and-eddy-current-loss
- What is Induction Heating and How Does it Work – HVH Industrial Solutions, https://hvhindustrial.com/blog/induction-heating-principles
- Eddy Current & Hysteresis Loss, https://www.idc-online.com/technical_references/pdfs/electrical_engineering/Eddy_Current_&_Hysteresis_Loss.pdf
- Can You Trust Your Magnet During Heat Treating? – Knife Steel Nerds, https://knifesteelnerds.com/2019/03/18/magnet-heat-treating/
- Chapter 2 Magnetic Materials and Their Characteristics, https://coefs.charlotte.edu/mnoras/files/2013/03/Transformer-and-Inductor-Design-Handbook_Chapter_2.pdf
- Hysteresis and eddy current losses of magnetic material by Epstein frame method-novel approach – theijes, https://theijes.com/papers/ICIEEE/K085093.pdf
- How induction heating works – TavoTech, https://tavotech.com/how-induction-heating-works/
- How Induction heating works?|Eddy current heating|Hysteresis loss – YouTube, https://www.youtube.com/watch?v=0dUDqxVSQ-8
- Skin effect – Wikipedia, https://en.wikipedia.org/wiki/Skin_effect
- Inductive Heating | Material Challenge – Himmelwerk, https://www.himmelwerk.com/en/technology/conductive-materials/
- Skin Depth Interactive Calculator – Firgelli Automations, https://www.firgelliauto.com/blogs/engineering-calculators/skin-depth-calculator
- Skin Depth Calculator – everything RF, https://www.everythingrf.com/rf-calculators/skin-depth-calculator
- Induction Heating Frequency Optimization: Skin, Edge End Effects – SimuTech Group, https://simutechgroup.com/induction-heating-frequency-optimization-skin-edge-and-end-effects/
- Not all induction cookware is created equal – Modern Energy Cooking Services, https://mecs.org.uk/blog/not-all-induction-cookware-is-created-equal/
- What stainless steels are good for induction heating? – Engineering Stack Exchange, https://engineering.stackexchange.com/questions/3150/what-stainless-steels-are-good-for-induction-heating
- Material Data Sheet, https://4.imimg.com/data4/FT/YG/MY-4947466/p92-alloy-steel.pdf
- Enhancing Heat Treatment Conditions of Joints in Grade P91 Steel: Looking for More Sustainable Solutions – MDPI, https://www.mdpi.com/2075-4701/11/3/495
- Non-destructive characterisation of N/Al level in P91 steels using electromagnetic sensors, https://www.researchgate.net/publication/272254225_Non-destructive_characterisation_of_NAl_level_in_P91_steels_using_electromagnetic_sensors
- Table of Resistivity and Conductivity at 20°C of some materials Material ρ (Ω, https://faculty.ksu.edu.sa/sites/default/files/table.pdf
- Induction cooking – Wikipedia, https://en.wikipedia.org/wiki/Induction_cooking
- Modelling the magnetic permeability of general steels – Sente Software, https://www.sentesoftware.co.uk/site-media/magnetic-permeability
- The Curie Effect – RMCybernetics, https://www.rmcybernetics.com/science/diy-experiments/curie-effect
- In-depth Induction Heating of Large Steel Slabs by means of DC Saturating Field produced by SC Coils – Superconductivity News Forum (SNF) – IEEE CSC, https://snf.ieeecsc.org/files/ieeecsc/slides/ST501_Morandi.pdf
- Critical temp or Curie Point? – Metallurgy and other enigmas – Bladesmith’s Forum Board, https://www.bladesmithsforum.com/index.php?/topic/5872-critical-temp-or-curie-point/
- Ac1 temperatures of P92 and P91weld metals and the effect of Ni + Mn content (see online version for colours) – ResearchGate, https://www.researchgate.net/figure/Ac1-temperatures-of-P92-and-P91weld-metals-and-the-effect-of-Ni-Mn-content-see-online_fig1_264437362
- Grade 304 Stainless Steel Technical Data, https://askzn.co.za/stainless-steel/tech-grade-304.htm
- Stainless Steel Magnetic Properties | Carpenter Technology, https://www.carpentertechnology.com/blog/magnetic-properties-of-stainless-steels
- AISI Type 304 Stainless Steel – ASM Material Data Sheet – MatWeb, https://asm.matweb.com/search/specificmaterial.asp?bassnum=mq304a
- https://inductivelogic.co.uk/how-it-works/#:~:text=Magnetic%20materials%20like%20iron%20produce,adjacent%20to%20the%20heating%20coil.
- Elevated temperature physical properties of stainless steels, https://bssa.org.uk/bssa_articles/elevated-temperature-physical-properties-of-stainless-steels/
- How Induction Heating works – Inductive Logic, https://inductivelogic.co.uk/how-it-works/
- Skin Effect Depth Interactive Calculator – Firgelli Automations, https://www.firgelliauto.com/blogs/calculators/skin-effect-depth-calculator
- Induction Heating: Working, Applications & Benefits Explained – Jindal Stainless, https://www.jindalstainless.com/glossary/induction-heating/
- Top 10 Induction Hardening Problems & Solutions, https://www.focoinduction.com/top-10-induction-hardening-problems-solutions/
- Quick Fixes for Induction Heating System Malfunctions – Canroon, https://www.canroon.com/Industry-Insights/Quick-Fixes-for-Induction-Heating-System-Malfunctions
- The Goal of Induction Heating Analysis – JMAG, https://www.jmag-international.com/fea/ih/
- A Brief Guide To understand Alloy Steel P91 – Amardeep Steel, https://www.amardeepsteel.com/blog/SpecificBlog/alloy-steel-p91/a-brief-guide-to-understand-alloy-steel-p91.html