
一、 超超臨界發電技術發展與異種金屬銲接之工程背景
在全球能源需求持續擴張與減少溫室氣體排放的雙重驅動下,現代常規火力發電廠與熱回收蒸汽發生器(Heat Recovery Steam Generator, HRSG)正全面朝向超超臨界(Ultra-Supercritical, USC)以及先進超超臨界(Advanced Ultra-Supercritical, A-USC)技術邁進。為了極大化熱力學循環效率並降低單位發電成本,鍋爐主蒸汽與再熱蒸汽的運行溫度與壓力參數被不斷推升,這對機組內部承壓部件的材料科學提出了極度嚴苛的考驗1。在這樣的極端高溫高壓環境下,發電廠管線與集管(Headers)材料的選擇必須依據各部件所承受的實際溫度梯度與應力分佈,進行「適材適所」的精細化工程設計。
在溫度介於 550°C 至 600°C 之間的中高溫區段,以 P91(X10CrMoVNb9-1)及後續改良型 P92、T91 為代表的 9% 鉻潛變強度強化鐵素體鋼(Creep Strength Enhanced Ferritic, CSEF steels)成為了業界的標準材料1。相較於早期的 P22(2.25Cr-1Mo)與 P9(9Cr-1Mo)合金鋼,P91 鋼透過精確添加 0.18% 至 0.25% 的釩(V)、0.06% 至 0.10% 的鈮(Nb)以及微量的氮(N),在高溫下形成了高度穩定的碳氮化物(Carbonitrides)微細析出相,這些析出相有效地釘扎了差排(Dislocations)的滑移與攀移,從而賦予了材料卓越的高溫潛變強度與抗熱疲勞性能4。這種高強度的特性使得工程師能夠採用更薄的管壁設計,不僅降低了材料成本,也大幅減輕了系統整體的熱應力負擔。然而,當鍋爐部件(如過熱器與再熱器)的運行溫度超過 600°C 甚至達到 700°C 以上時,P91 鋼的抗高溫蒸汽氧化與抗熱腐蝕能力便顯得捉襟見肘。此時,必須改用含有 18% 至 25% 鉻元素的高級沃斯田鐵系不銹鋼(例如 TP347H、Super 304H、HR3C 以及 TEMPALOY 系列)來填補材料性能的缺口 1。
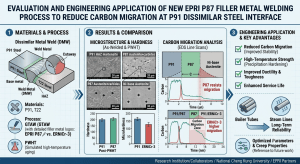
這種基於運行溫度分區的混合材料設計,無可避免地導致了鍋爐系統內部存在大量的馬田散鐵系 P91 鋼與高級沃斯田鐵系不銹鋼之間的異種金屬銲接(Dissimilar Metal Welds, DMWs)5。異種金屬銲接一直以來都是電力設備中最容易發生早期失效(Premature Failure)的薄弱環節。長期的運行經驗與大量的失效分析明確指出,DMWs 在高溫服役環境下的失效時間取決於服役條件、銲接參數以及所涉及合金的綜合交互作用8。導致這類接頭提早破斷的核心物理與冶金機制,主要歸咎於兩側母材之間熱膨脹係數(Coefficient of Thermal Expansion, CTE)的巨大差異、介面微觀組織的急遽不連續性,以及在長期高溫化學勢梯度驅動下所引發的破壞性「碳遷移(Carbon Migration)」現象 9。為了徹底克服這些傳統技術瓶頸,美國電力研究院(Electric Power Research Institute, EPRI)聯合了 Metrode Products Ltd 等業界先驅,歷經多年的基礎研究與配方改良,成功開發出了一種獲得專利保護、專為 CSEF 鋼與沃斯田鐵鋼異種銲接設計的新型高合金鎳鐵基銲材——EPRI P87 5。
二、 P91 異種鋼接頭早期失效的物理與熱力學機制
要深刻理解 EPRI P87 銲材的革命性突破,必須先從微觀與宏觀層面剖析傳統 P91 異種金屬銲接接頭在高溫服役過程中所面臨的雙重毀滅性挑戰:熱膨脹應力疲勞與化學驅動的碳遷移。
2.1 熱膨脹係數(CTE)不匹配與熱機械疲勞
P91 鋼的微觀組織主要為回火馬田散鐵,這類體心立方(BCC)或體心正方(BCT)結構的鐵素體系合金,其物理特性之一便是相對較低的熱膨脹係數。數據顯示,在 20°C 至 600°C 的典型服役溫度範圍內,P91 的平均線性熱膨脹係數約落在 10.6 至 12.6 μm/m·°C 之間 13。相對地,用於高溫區段的沃斯田鐵系不銹鋼(如 316L、347 或 TEMPALOY 系列)具有面心立方(FCC)晶體結構,其熱膨脹係數顯著較高,通常在 17.3 至 18.0 μm/m·°C 的範圍內 13。
當火力發電廠機組經歷日常的負載變化、啟動與停機等熱循環(Thermal Cycling)時,這種高達 30% 至 40% 的熱膨脹係數差異,會導致接頭兩側材料在熱脹冷縮的過程中產生極度不一致的體積變化。這種不一致性在銲接介面(熔合線)處轉化為巨大的交變熱應力與局部剪切應變10。在材料力學的「雙元件模型(Two-element model)」分析中,這種橫跨銲接接頭的機械性質不連續性會引發非均勻的應變分佈,進一步使得應力高度集中於潛變強度最弱的區域 16。
傳統工程實踐中,為緩解此一宏觀熱應力梯度,常採用鎳基合金(如 ERNiCr-3 / Inconel 82 或 ERNiCrMo-3 / Inconel 625)作為過渡銲材。鎳基合金的熱膨脹係數約為 14.0 至 15.0 μm/m·°C,恰好介於鐵素體鋼與沃斯田鐵鋼之間,能發揮「熱應力緩衝層」的作用 13。然而,即便宏觀應力梯度得到一定程度的平緩,微觀上的應力集中依舊存在。更嚴重的是,當這種交變的熱機械疲勞應力疊加上介面處因高溫擴散而產生的冶金劣化時,便會迅速促發疲勞裂紋的萌生與災難性的擴展 18。
2.2 碳遷移(Carbon Migration)的擴散動力學與相變退化
碳遷移是決定 P91 異種鋼銲接接頭長期存活率的最關鍵冶金因素。當含碳量約 0.1%、含鉻量約 9% 的 P91 鋼,與高鉻含量的沃斯田鐵鋼或傳統鎳基銲材(如 ERNiCr-3,其鉻含量高達 18% 至 22%)直接銲接並暴露於 500°C 以上的高溫環境時,碳原子會在介面區域發生劇烈的間隙擴散(Interstitial Diffusion)7。
2.2.1 化學勢梯度驅動的「上坡擴散」
碳遷移的本質並非單純由濃度梯度引起,而是受控於熱力學中的「化學勢(Chemical Potential)梯度」。鉻元素作為一種極強的碳化物形成元素,能夠大幅降低固溶體中碳原子的熱力學活度(Activity)。在 P91 鋼與高鉻鎳基銲材的熔合線兩側,即便 P91 側的初始總碳含量(約 0.1%)高於或等於銲材側(如 ERNiCr-3 的典型含碳量低於 0.02%),但由於銲材側高達 20% 的鉻含量極大地壓抑了碳活度,導致游離的碳原子受到強烈的化學勢驅動,從 P91 母材及其熱影響區(HAZ)跨越熔合線,向高鉻的銲縫金屬內部發生違反濃度直覺的「上坡擴散(Uphill Diffusion)」7。
2.2.2 軟化區與硬化區的伴生危害
這種持續的碳流失會導致 P91 側緊鄰熔合線的區域形成一個寬度可達數毫米的「脫碳區(Decarbonized Zone / Carbon Denuded Zone)」。在此區域內,原本負責提供高溫潛變強度的細小碳化物(如M23C6鉻碳化物與 MX 相)會因碳元素的抽離而溶解,使得原本強韌的回火馬田散鐵基體退化為粗大、缺乏強度的白色肥粒鐵組織,形成嚴重的「軟化區」7。顯微硬度測試數據證實,正常 P91 母材的基礎硬度約為 210 HV,但在發生碳遷移的接頭中,HAZ 靠近熔合線的區域硬度會出現不穩定的崩跌,完全喪失抵抗高溫變形的能力 21。
與此同時,大量越過熔合線進入銲縫金屬的碳原子,會迅速與銲材中高濃度的鉻結合,在銲材側邊界析出連續且粗大的 Type I 或 Type II 碳化物,形成一條極窄但異常堅硬的「碳富集區(硬化區)」。這種緊鄰分佈的極端軟化區與極端硬化區(Steep microstructural and mechanical property gradients),不僅構成了嚴重的力學不連續性,其介面處生成的粗大碳化物更成為了潛變空洞(Creep Cavities)成核的絕佳場所 9。在高溫交變熱應力的反覆撕扯下,潛變空洞迅速沿著粗大晶界或相界連線,引發微裂紋,最終導致整個接頭發生毫無預警的低延展性斷裂失效 10。
過去的研究,如針對使用 MAGNA 8N12 或是常規 ERNiCr-3 進行長時間(高達 720°C/512 小時)高溫模擬熱處理的實驗顯示,即便鎳基 FCC 結構的碳活度與碳擴散率已經低於鐵基合金,但只要介面存在顯著的鉻濃度差,碳遷移現象依舊無法避免地從 P91 往鎳基銲材方向發展21。因此,要從根本上解決 DMWs 的長期可靠性問題,唯有透過創新銲材的化學成分設計,徹底抹平介面兩側的碳化學勢梯度。
三、 新型 EPRI P87 銲材之冶金設計與材料特性解析
針對傳統鎳基銲材在 P91 異種鋼銲接中無法克服的熱力學先天缺陷,EPRI 透過深度的冶金計算與廣泛的實驗試錯,開發出了具有高度針對性的新型耗材——EPRI P87。此銲材在化學組成上突破了傳統純鎳基或純鐵基合金的界線,被定義為一種「高合金化鎳鐵基沃斯田鐵(High alloy austenite)」合金。
3.1 核心化學成分設計理念
EPRI P87 的成分配比是為了精準應對碳遷移、熱膨脹不匹配以及銲接高溫裂紋這三大工程挑戰。表 1 詳列了 EPRI P87 與常見 P91 母材及傳統 ERNiCr-3 鎳基銲材的典型化學成分對比。
| 元素 (wt.%) | P91 母材 (X10CrMoVNb9-1) | EPRI P87 (典型銲縫金屬) | ERNiCr-3 (Inconel 82) |
| C (碳) | 0.08 – 0.12 | 0.10 – 0.11 | 0.10 max (典型值 ~0.02) |
| Cr (鉻) | 8.0 – 9.5 | 8.52 – 9.0 | 18.0 – 22.0 |
| Ni (鎳) | ≤ 0.40 | Balance (~45-50%) | 67.0 min (典型值 ~72%) |
| Fe (鐵) | Balance | 38.0 – 38.8 | 3.0 max |
| Mo (鉬) | 0.85 – 1.05 | 2.0 – 2.02 | 無故意添加 |
| Nb (鈮) | 0.06 – 0.10 | 1.0 – 1.09 | 2.0 – 3.0 |
| Mn (錳) | 0.30 – 0.60 | 1.5 – 1.55 | 2.5 – 3.5 |
| Si (矽) | 0.20 – 0.50 | 0.16 – 0.30 | ≤ 0.5 |
| 資料來源綜合自多項研究與製造商規範 1。 |
3.1.1 完美匹配的 9% 鉻含量:阻斷碳遷移的熱力學根源
EPRI P87 最具革命性的特徵,在於將其銲縫金屬中的鉻含量精確調控在約 9%(具體介於 8.52% 至 9.0% 之間),這一數值與 P91 母材的鉻含量(8.0% 至 9.5%)實現了完美的冶金匹配1。由於熔合線兩側的鉻濃度達到了均勢,兩側固溶體中碳原子的熱力學活度趨於一致。這一設計從源頭上徹底抹除了驅動碳原子發生跨介面「上坡擴散」的化學勢梯度 3。實驗證實,這種匹配設計使得在長期高溫服役環境下,P91 側的熱影響區幾乎不再發生碳流失,從而完整保留了其原始的微觀組織與潛變強度。
3.1.2 鐵與錳含量的精細調控:控制高溫熱膨脹效應
為了縮小與 P91 鋼之間的熱膨脹係數差異,EPRI P87 在鎳基體中大膽引入了高達約 38.8% 的鐵(Fe),將其轉化為一種鎳鐵基合金,利用鐵元素的物理特性來調降整體的高溫熱膨脹率 1。此外,傳統沃斯田鐵或鎳基銲材(如 ERNiCr-3)常添加高達 2.5% 至 3.5% 的錳(Mn)以增加流動性並防止熱裂紋,但過高的錳會顯著增加材料的熱膨脹係數。因此,EPRI P87 嚴格將錳含量限制在 2% 以下(典型值為 1.5% 至 1.55%)1。這些調控使得 EPRI P87 的熱膨脹係數比標準鎳基銲材更貼近 P91 母材,進一步削弱了熱循環期間在熔合線處誘發的交變剪切應力 11。
3.1.3 鈮碳比(Nb:C)的優化:根除凝固微裂紋
全沃斯田鐵組織的銲縫金屬在凝固過程中極易受到硫、磷等低熔點雜質在晶界偏析的影響,從而產生凝固熱裂紋(Solidification cracking 或 Micro-fissuring)。為確保卓越的銲接性,EPRI P87 精確優化了鈮(Nb)與碳(C)的比例,使得 Nb:C > 10 的關係式得以成立(典型設計中 Nb 約佔 1.09%,C 約佔 0.11%)1。充裕的鈮元素能夠在銲池凝固的晚期,優先與游離的碳原子結合,形成均勻彌散且高熔點的碳化鈮(NbC)微粒。這不僅有效清除了可能在晶界形成低熔點液膜的游離碳,還發揮了極佳的析出強化(Precipitation strengthening)效果,徹底解決了沃斯田鐵銲材的微裂紋隱患 5。
3.2 綜合機械性能與工業應用標準
EPRI P87 在開發完成後,進行了包含被覆金屬電弧銲(SMAW)、鎢極氣體保護電弧銲(GTAW)等多種工法的全面評估,並證明其適合在全位置(如 ASME 5G/6G 固定管線位置)進行直流正極(DC+ve)或負極(DC-)銲接 11。其純銲縫金屬具備極高的高合金沃斯田鐵穩定性,表 2 展示了 EPRI P87 在常溫與高溫(593°C)下的典型機械性能數據。
| 測試環境 | 狀態條件 | 抗拉強度 (UTS, MPa) | 0.2% 降伏強度 (MPa) | 延伸率 (4d, %) | 斷面收縮率 (%) | 衝擊能量 (20°C, J) |
| 常溫 | 銲後原態 (As-welded) | 560 – 575 | 360 – 375 | 28 – 34 | 30 – 49 | 80 – 150 |
| 高溫 (593°C) | 銲後原態 (As-welded) | 530 | 340 | 21 | 24 | — |
| 高溫 (593°C) | 正火+回火 (N+T) | 440 | 225 | 25 | 33 | — |
| 資料來源彙整自 11。 |
儘管在常溫下,純 EPRI P87 銲縫金屬的抗拉強度(約 560 MPa)可能略低於 P91 母材的規範下限(585 MPa),但由橫向拉伸測試(Transverse tests)所獲得的接頭整體強度依然能滿足 P91 基材的最低要求。更為關鍵的是,在高溫(如 593°C)服役條件下,EPRI P87 銲縫展現了優異的熱強性,其高溫抗拉與降伏強度均超越了 P91 母材的對應規範底線,確保了其在高溫壓力容器與管線應用中的結構安全性 11。在實務的工安與儲存考量上,P87 的銲煙組成(如鐵 9%、錳 5%、鎳 6%、鉻 2.5%、氟 12%)符合工業排放標準,且原廠採用氣密金屬罐包裝,擁有無限期保存壽命,若受潮則可透過 200-250°C 烘烤 1-2 小時輕鬆恢復其最佳狀態 11。
四、 碳遷移抑制機制的實證分析與高溫微觀組織演化
理論上的熱力學設計是否能禁得起實際工程環境中長時間高溫操作的考驗,必須依賴嚴謹的高溫老化試驗與顯微組織分析來驗證。多個國際獨立研究機構針對 EPRI P87 與傳統填充金屬在異種鋼銲接中的表現進行了深度的顯微對比分析。
4.1 脫碳弱化區(White Zone)寬度的極大化縮減
在波蘭進行的一項針對先進沃斯田鐵鋼 TEMPALOY A-3(含 22% Cr, 15% Ni,高溫下受 Z 相與M23C6 碳化物強化)與 T91 鋼的異種管件銲接研究中,採用了 EPRI P87 進行 GTAW 對接。高倍率顯微金相切片分析證實,由於 P87 的 9% 鉻含量完美平衡了化學勢,銲接接頭在熔合線過渡區幾乎沒有出現傳統銲材必定伴隨的明顯脫碳區 24。
透過精密的顯微量測數據顯示,採用 EPRI P87 銲接的 T91 側熔合線邊界所產生的脫碳弱化區寬度僅為微不足道的 0.007 mm。相較之下,在同樣的測試條件下,若使用傳統的 Inconel 82 (ERNiCr-3) 銲材,該弱化區的寬度是 P87 的 18 倍以上;而若使用 Inconel 617,弱化區寬度更擴大至 P87 的 24 倍以上1。這種數量級上的顯著差異,無可辯駁地證實了 EPRI P87 確實從根本上消除了碳遷移的驅動力,完整保護了 P91/T91 鋼熱影響區的機械完整性。
4.2 硬度分佈平滑化與有害 Type I 碳化物的抑制
另一項針對新世代馬田散鐵鋼 THOR 115(T115,具有更高鉻含量及延遲 Z 相形成的特性)的對比研究中,分別測試了成分匹配的鐵素體銲材 CrMo91 與 EPRI P87。跨越接頭斷面的微硬度(Micro-hardness)分佈圖清晰顯示,在使用 EPRI P87 的接頭中,從 T115 母材(硬度 212-216 HV),過渡到粗晶熱影響區(CGHAZ, 硬度 232-245 HV),再進入銲縫金屬(硬度 124-180 HV),整體硬度呈現出合理且平緩的過渡梯度。並未出現因嚴重脫碳所導致的異常軟化凹谷,也未在銲縫邊界檢測到因劇烈滲碳而形成的異常尖峰硬化區 23。
此外,EPRI 所執行的超過 10,000 小時的高溫老化與潛變特徵尺寸(Feature-sized)試驗報告進一步指出,在使用如 A617 等高鉻鎳基銲材的接頭中,長時間高溫暴露會使得 9% 鉻鋼側的熔合線處大量析出連續且排列粗大(Aligned and coarse)的 Type I 碳化物。這些粗大碳化物介面是潛變空洞(Creep Cavities)成核的溫床。相對地,採用 EPRI P87 銲材的接頭,其熔合線處僅觀察到細小且孤立(Isolated)的碳化物分佈,這種微觀結構的改善大幅度降低了界面的脆化敏感度,極顯著地延緩了 Type IV 型裂紋及介面潛變裂紋的萌生 5。
4.3 高溫殘餘 δ-肥粒鐵的消解
銲接熱循環過程中,CGHAZ 的局部溫度會飆升至材料的相變臨界點之上,導致 P91 的部分組織轉變為高溫 δ-肥粒鐵(δ-ferrite)。在隨後的冷卻過程中,如果該區域的碳原子因為向高鉻銲材擴散而發生嚴重枯竭(Carbon depletion),這些 δ-肥粒鐵將無法順利轉變回具備高潛變強度的馬田散鐵,最終作為缺乏強度的軟化相被保留在室溫組織中。深度的熱力學與動力學模擬結果證實,殘留 δ-肥粒鐵的數量與 CGHAZ 內的碳枯竭程度呈現高度的線性正相關。在眾多填料金屬的橫向評估中,Alloy 625 導致了最嚴重的碳枯竭與最多的殘留 δ-肥粒鐵,其次為 Alloy 617 與 Alloy 82;而 EPRI P87 則表現出極低的碳枯竭率以及幾近於無的殘留 δ-肥粒鐵,徹底保全了 HAZ 的高溫承載能力 22。
五、 突破傳統框架的銲接工法:免 PWHT 與回火銲珠技術
除了在冶金配方上的創新,EPRI P87 的另一大顛覆性貢獻,在於它為現場施工與緊急搶修提供了前所未有的工法彈性,特別是在免除或重塑銲後熱處理(Post-Weld Heat Treatment, PWHT)規範的限制上。
5.1 常規 PWHT 規範的困境與 ASME 法規演進
由於 P91 等 CSEF 鋼具備極高的淬透性,為了避免氫誘發冷裂紋(Hydrogen-induced cracking)並促使脆硬的初生馬田散鐵轉變為具備優異韌性與潛變強度的回火馬田散鐵,國際主流規範(如 ASME Section I 與 B31.1)嚴格要求在銲接 P91 時必須進行預熱(通常約 200°C),並在銲後實施嚴密的 PWHT(通常要求在 760°C 恆溫保持一段時間,如每英吋厚度 1 小時以上)4。
值得注意的是,現行 ASME 各章節對於 P No. 4 等級材料的 PWHT 溫度規範存在矛盾(例如 B31.1 與 B31.3 曾要求 1300-1375°F,而 Section I 與 VIII 僅規定最低 1100°F)。EPRI 的研究強烈建議,PWHT 溫度應精確設定在 1200-1300°F(約 650-705°C)區間,以保護材料免受相變區間熱處理的潛在損傷 26。然而,現場執行 PWHT 耗時、耗能且風險極高。一旦溫度控制失誤,超過 P91 的下臨界轉換溫度AC1(約 1425°F 或 775°C),其精心建立的高溫潛變強度將遭到災難性且不可逆的破壞 27。此外,在發電廠遭遇突發性破管需緊急停機搶修時,架設局部加熱設備極其困難,延長的停機時間將造成巨大的營運損失。
5.2 回火銲珠技術(Temper Bead Technique)的應用突破
為了解決緊急搶修無法進行 PWHT 的困境,EPRI 積極推動利用 P87 銲材進行「回火銲珠工法(Temper Bead Technique 或 Controlled Deposition)」的研究與法規認證 3。回火銲珠的核心理念在於:透過精確控制後續銲道(銲珠)的熱輸入量,利用電弧產生的熱能,對前一層銲道及其下方的熱影響區(HAZ)進行「原位熱處理(In-situ heat treatment)」,使其達到回火的效果,從而合法且安全地免除後續的整體 PWHT 3。
以 SMAW 工法搭配 EPRI P87 銲條為例,典型的控溫沉積操作程序(如 Temperbead A 與 B 方案)涉及極端嚴謹的參數控制:
- 初始層(Root/First layer):採用較小直徑的電銲條(例如 3/32 吋或2.5 mm),在 300°F (150°C) 的受控預熱條件下進行銲接。此溫度刻意設定在馬田散鐵完成溫度(Martensite Finish, Mf)之下,確保銲道在覆蓋下一層前已完全轉變為脆硬的馬田散鐵。
- 回火加熱層(Second layer):第二層改用較大一號直徑的電銲條(例如 1/8 吋或3.2 mm),並確保相鄰銲珠的重疊率達到 50%。由於電極直徑增大,熱輸入量精確增加了 30% 至 80%。這股較大的熱能會精準穿透並加熱第一層的 HAZ,將其溫度提升至亞臨界回火範圍,從而有效軟化並增韌先前的馬田散鐵。
- 後續填充電層(Fill passes):隨後的填充電層進一步將電極增加至 5/32 吋(4.0 mm),並將道間溫度嚴格控制在 600°F (315°C),持續這種熱量疊加的回火效應 1。
根據 ASME 壓力技術規範支援計畫(如 STP-PT-058)與 TWI 等機構的硬度圖譜測繪(使用 5kg 宏觀載荷,0.15mm-0.20mm 密集取樣間距)驗證,採用 EPRI P87 進行回火銲珠的 HAZ 硬度完全符合驗收標準 28。其鎳基銲縫具備絕佳的斷裂韌性與對氫致裂紋(氫脆)的低敏感性,使其在免除 PWHT 的殘餘應力狀態下,仍能保持優異的抗裂性能。此工法目前已被 ASME 相關委員會廣泛討論並納入特定修理案例中(如 Code Case),大幅度縮短了鍋爐管件的維修工期 3。
5.3 工廠預先塗銲與正火回火程序(Workshop Buttering + N&T)
對於新建機組的管線預製,EPRI P87 提供了另一種極具吸引力的工程製造工法:「塗銲(Buttering)結合完全正火與回火(N+T)」7。
- 在受控的工廠環境下,首先使用 EPRI P87 在 P91 管件的對接端面上進行塗銲(堆銲一層過渡金屬)。
- 將整個經過塗銲的 P91 管件送入大型熱處理爐,進行標準的完全正火與回火熱處理(例如:1060°C 保持 1 小時,隨後 760°C 保持 2 小時)。這種全面性的高溫處理能讓 P91 母材及 HAZ 獲得最優化的均勻潛變強度組織,同時 P87 銲材的高合金穩定性使其在經歷 N+T 後仍保有 440 MPa 以上的高溫(593°C)抗拉強度。
- 當管件運送至發電廠現場進行安裝時,現場的對接銲接僅發生在兩側的 EPRI P87 塗銲層之間(或者 P87 與沃斯田鐵不銹鋼之間)。由於銲接熱循環不再觸及底層的 P91 基材,因此現場銲接完成後 完全不需要進行 PWHT 7。
這項工法不僅規避了現場 PWHT 常見的溫度控制風險與設備架設難題,同時也確保了最終銲接接頭擁有不亞於原始母材的頂級高溫力學性能。
六、 實際工程應用案例與破壞性試驗驗證
自 2002 年啟動先期研發以來,EPRI P87 透過了廣泛的 Varestraint 熱裂紋敏感度測試(涵蓋 0.25% 至 7% 的應變範圍,確認無液化裂紋與凝固裂紋疑慮)後,已成功從實驗室走向了全面的商業應用 8。其首次大規模的商業化里程碑,是在 Babcock and Wilcox Co. (B&W) 承建的美國電力公司 (American Electric Power) John W. Turk 超超臨界燃煤電廠建設中投入實戰 5。後續由多個獨立機構進行的研究,進一步提供了豐富的實測數據來支撐其優異性能。
6.1 先進沃斯田鐵鋼與 CSEF 鋼異種銲接接頭驗證
在結合 TEMPALOY AA-1(含 18% Cr, 10% Ni, 另添加 3% Cu、Nb、Ti 以促進細小富銅相析出強化的無肥粒鐵高級沃斯田鐵鋼)與 T92 鋼(P91 添加 1.7% W 與降低 Mo 以提升 30% 潛變強度的改良型號)的銲接評估中,以 GTAW 方法(5G 上坡銲位置)完成了外徑 50.8 mm、壁厚 9 mm 的管件對接 27。 破壞性與非破壞性檢驗結果顯示:
- 抗拉強度:銲接接頭的靜態拉伸強度達到了 621 MPa,成功超越了 TEMPALOY AA-1 的規範下限(500 MPa)與 T92 的規範下限(620 MPa),斷裂位置均位於母材而非脆弱的熱影響區 27。
- 衝擊韌性:在另一組 TEMPALOY A-3(含 22% Cr, 15% Ni)與 T91 的測試中,室溫 Charpy 衝擊能量測試結果優異。P87 銲縫區的衝擊能量達到 37 J,而 T91 側的 HAZ 高達 47 J,均遠高於歐盟法規(如 EN 12952-6)要求的 24 J 及 27 J 安全底線 9。
- 彎曲試驗:接頭正面與根部經歷 180 度極端彎曲後,表面無任何微裂紋或瑕疵,完全符合 EN 15614-1 及 EN ISO 5173 嚴苛的品質規範 9。
表 3 總結了 P87 在不同鋼種組合測試中的關鍵機械性能表現。
| 銲接組合
(管件) |
銲材 | 靜態抗拉強度 (MPa) | 接頭彎曲結果 | 銲縫衝擊能量 (J) | HAZ 衝擊能量 (J) | 脫碳區寬度 (mm) |
| TEMPALOY AA-1 / T92 | EPRI P87 | 621 | 通過 180° 彎曲 | – | – | 極窄 |
| TEMPALOY A-3 / T91 | EPRI P87 | 646 / 629 | 通過 180° 彎曲 | 37 | 47 (T91側) | 0.007 |
| T115 (THOR 115) 對接 | EPRI P87 | 560 | – | 32 | – | 無軟化區 |
| 資料來源彙整自 1。 |
6.2 跨接頭潛變與熱機械疲勞(Thermomechanical Fatigue)分析
為預測機組在長達數十年的實際運轉壽命,EPRI 與相關研究機構進行了大量的交叉銲接(Cross-weld)潛變破裂試驗。在具有拘束效應(Constraint)的特徵尺寸試片測試中,有限元素分析(FEA)評估銲接接頭內的熱應力分佈結果證實,相較於傳統使用單一鎳基銲材的常規 GTAW 接頭,採用 EPRI P87 所製造的功能梯度銲接(Functionally Graded Weld, FGW)接頭,在系統內部表現出顯著平緩且較低的熱應力水平 16。
在反覆熱循環的動態模擬研究中,EPRI P87 接頭表現出更為優越的熱機械疲勞壽命(Thermomechanical fatigue life)。這得益於兩個相輔相成的物理與冶金機制:第一,其匹配的 9% 鉻含量有效防止了碳遷移引起的局部軟化區,從根本上消除了疲勞應變高度集中的「冶金缺口(Metallurgical notch)」;第二,調控後的鐵錳比例降低了熱膨脹係數,大幅減緩了材料在熱脹冷縮過程中所誘發的宏觀交變剪切應變幅度 16。這些實驗與模擬數據,為將 EPRI P87 作為新一代 USC/A-USC 機組中廣泛應用 DMWs 的首選解決方案,提供了堅實的科學證據。
七、 結論
隨著全球電力能源系統朝向高效率與低排放的超超臨界技術演進,確保 P91 等潛變強度強化鐵素體鋼與高級沃斯田鐵不銹鋼之間異種金屬銲接的長期可靠性,已成為電力工程界無法迴避的核心挑戰。本研究全面評估了新型 EPRI P87 銲材在冶金設計原理、破壞性力學檢測、創新銲接工法以及實際工程應用上的表現,得出以下關鍵性結論:
- 徹底阻斷碳遷移的熱力學驅動力:EPRI P87 透過精巧的高合金鎳鐵基沃斯田鐵配方設計,將銲縫金屬中的鉻含量精準控制在約 9%,與 P91 母材達成完美的化學勢平衡。此舉從源頭上阻止了高溫服役期間碳原子的「上坡擴散」,將傳統鎳基銲材必然產生的有害「脫碳弱化區」寬度縮減至趨近於零(0.007 mm),並徹底消除了容易誘發潛變空洞的粗大 Type I 碳化物。
- 熱膨脹係數的精細優化與熱疲勞應力緩解:藉由大膽引入約8% 的鐵元素以及嚴格將錳含量限制在 2% 以下,EPRI P87 的熱膨脹係數被顯著調降,比傳統沃斯田鐵或純鎳基銲材更為接近 P91 鋼。這一物理特性的優化,大幅削減了鍋爐在啟停與負載熱循環過程中作用於銲接介面的交變剪切應力,顯著提升了接頭的熱機械疲勞壽命。
- 卓越的綜合機械性能與微裂紋免疫力:透過 Nb:C > 10 的精密比例設計,EPRI P87 成功克服了全沃斯田鐵銲縫常見的凝固熱裂紋問題。各項針對 TEMPALOY 系列與 T115 鋼的拉伸、衝擊與彎曲破壞性試驗均證明,P87 銲接接頭不僅在常溫下表現出色,更具備優於基材的高溫潛變承載能力。
- 賦能革命性的免 PWHT 銲接工法:EPRI P87 為現場施工帶來了顛覆性的彈性。其使「回火銲珠技術(Temper Bead Technique)」在 P91 鋼的現場緊急修復中成為合法且安全的可行方案,並完美支援「工廠塗銲加整體正火回火(Buttering + N&T)」的預製工法。這些創新工法將現場的銲接安裝從繁雜、耗時且高風險的銲後熱處理(PWHT)程序中徹底解放出來,極大地提升了施工效率與電廠運營的綜合經濟效益。
綜上所述,EPRI P87 不僅僅是一項創新的電銲耗材產品,它更代表了針對高溫異種金屬銲接老化機制的一種系統性、跨領域的冶金解決方案。隨著其銲接工法指導方針與 ASME 法規案例(Code cases)的持續完善與推廣,EPRI P87 必將在未來的新型先進火力發電廠建設,以及現役機組的延壽與搶修改造中,發揮不可替代的關鍵作用。
參考文獻
- (PDF) APPLICATION OF EPRI P87 IN DISSIMILAR AUSTENITIC- MARTENSITIC WELDED JOINTS OF TEMPALOY AA-1 AND T92 STEEL GRADES – ResearchGate, https://www.researchgate.net/publication/305302931_APPLICATION_OF_EPRI_P87_IN_DISSIMILAR_AUSTENITIC-_MARTENSITIC_WELDED_JOINTS_OF_TEMPALOY_AA-1_AND_T92_STEEL_GRADES
- 鍋爐燃燒效率提昇及氮氧化物抑低, https://report.ndc.gov.tw/ReportFront/PageSystem/reportFileDownload/C10004105/001
- AGENDA – The National Board of Boiler and Pressure Vessel Inspectors, https://www.nationalboard.org/SiteDocuments/NBIC%20Meetings/Agenda%20RA%20Specific%200113.pdf
- What Grade is P91 Pipe? – Knowledge, https://www.vicsteelpipe.com/info/what-grade-is-p91-pipe-97697240.html
- EPRI P87: A promising new filler metal for dissimilar metal welding – ResearchGate, https://www.researchgate.net/publication/292548127_EPRI_P87_A_promising_new_filler_metal_for_dissimilar_metal_welding
- Alloy Steel P91 Pipes: Properties, Characteristics and Applications, https://www.pragatimetal.com/blog/alloy-steel-p91-pipes-properties-characteristics-and-applications/
- 銲接填料對TP347-P91 異種金屬銲道顯微組織與機械性質的影響 – 富力康, https://www.fullcome.net/wp-content/uploads/2023/03/Magna.pdf
- Weldability of EPRI P87 – ASM International, https://dl.asminternational.org/am-epri/proceedings-pdf/AM-EPRI2010/84659/995/700125/epri2010p0995.pdf
- Microstructural evolution and high temperature failure of ferritic to austenitic dissimilar welds, https://www.sfsa.org/folio/2012-Q3/imr199-1.pdf
- Review of Dissimilar Metal Welding for the NGNP Helical-Coil Steam Generator – INL Digital Library – Idaho National Laboratory, https://inldigitallibrary.inl.gov/sites/sti/sti/4559361.pdf
- EPRI P87 – Rapid Welding, https://www.rapidwelding.com/files/EPRIP87-X.pdf
- EPRI P87 – ASM International, https://dl.asminternational.org/alloy-digest/article-pdf/60/1/Ni-685/373926/ad_v60_01_ni-685.pdf
- Dissimilar Metal Welding: 2.25Cr-1Mo to 316SS Procedure Guide – Industrial Monitor Direct, https://industrialmonitordirect.com/blogs/knowledgebase/welding-225cr-1mo-to-316ss-procedure-temperature-control
- T91 / P91 Steel – Metals Piping, http://www.metalspiping.com/t91-p91-steel.html
- Stainless Steel – Grade 420 (UNS S42000) – AZoM, https://www.azom.com/article.aspx?ArticleID=972
- Development of EPRI P87 solid wire – ResearchGate, https://www.researchgate.net/publication/233645334_Development_of_EPRI_P87_solid_wire
- 72 – Marcegaglia Fagersta Stainless, https://www.fagersta.marcegaglia.com/wp-content/uploads/2025/09/2.4806-Alloy-82-R906.72-ENG-2025-Edition-1.pdf
- EPRI P87 – RICH-TEK.CO.TH, https://rich-tek.co.th/product/pdf/eprip87-mma-eng.pdf
- ASME WELD NUMBER TABLES P NUMBER BASE & F NUMBER FILLER, https://info.thinkcei.com/hubfs/Campaigns/P%20number%20content%20offer/2020%20P%20Number%20eBook.pdf
- P92 steel and inconel 617 alloy welds joint produced using ERNiCr-3 filler with GTAW process – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC10447995/
- EPRI P87 – Lincoln Electric, https://ch-delivery.lincolnelectric.com/api/public/content/bd816fa7d7574583b3f5e60719f284cc?v=fdf3ed38
- Manufacture and Performance of Welds in Creep Strength Enhanced Ferritic Steels – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC6678561/
- Microstructure and Mechanical Properties of Modern 11%Cr Heat-Resistant Steel Weld Joints – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC8234092/
- application of epri p87 in dissimilar austenitic- martensitic welded joints of tempaloy a-3 and t91 – ResearchGate, https://www.researchgate.net/publication/305302929_APPLICATION_OF_EPRI_P87_IN_DISSIMILAR_AUSTENITIC-_MARTENSITIC_WELDED_JOINTS_OF_TEMPALOY_A-3_AND_T91
- Welding of Joints in New Generation Martensitic Steel THOR®115, https://bulletin.is.gliwice.pl/download/file/fid/9087
- Technical Basis to Minimize Post Weld Heat Treatment Requirements – EPRI, https://restservice.epri.com/publicdownload/000000000001003291/0/Product
- Welding “Grade 91” Alloy Steel – Sperko Engineering Services, https://sperkoengineering.com/wp-content/uploads/2025/09/Grade-91-R-8-12.pdf
- Evaluation of options for weld repair of Grade 91 piping and components: Metallographic characterization – ResearchGate, https://www.researchgate.net/publication/272223902_Evaluation_of_options_for_weld_repair_of_Grade_91_piping_and_components_Metallographic_characterization
- Full article: Welding and weldability of candidate ferritic alloys for future advanced ultrasupercritical fossil power plants – Taylor & Francis, https://www.tandfonline.com/doi/full/10.1179/1362171813Y.0000000152
- Temper Bead Hardness Acceptance Criteria | PDF | Welding | Construction – Scribd, https://www.scribd.com/document/895848511/ASME-STP-PT-058-2013
- Contents – The National Board of Boiler and Pressure Vessel Inspectors, https://www.nationalboard.org/SiteDocuments/SC%20RA%20July%202018%20All%20Attachments.pdf
- MINUTES – The National Board of Boiler and Pressure Vessel Inspectors, https://www.nationalboard.org/SiteDocuments/NBIC%20Restricted/RA%20SC%20Minutes%20-%207-30-18%20-%20Final.pdf
- MINUTES – The National Board of Boiler and Pressure Vessel Inspectors, https://www.nationalboard.org/SiteDocuments/NBIC%20Meetings/MINUTES%20%20RA%20Specific%20revised%200113.pdf
- Welding and Repair Technology for Power Plants 11th International EPRI Conference – Global Renewable News, https://globalrenewablenews.com/event_doc/doc_event_1394656344_11474.pdf
- A Functionally Graded Joint between P91 Steel and AISI 316L SS – ResearchGate, https://www.researchgate.net/publication/353356992_A_Functionally_Graded_Joint_between_P91_Steel_and_AISI_316L_SS