
一、 緒論:潛變強度強化鐵素體鋼(CSEF)之發展與能源產業挑戰
在全球能源轉型與追求極致碳排放削減的雙重驅動下,現代火力發電廠已全面邁向超臨界(Supercritical, SC)與超超臨界(Ultra-Supercritical, USC)乃至先進超超臨界(A-USC)世代。為了提升機組的熱轉換效率,主蒸汽管線與再熱蒸汽管線的運轉溫度已突破 600°C 甚至逼近 650°C,且承受高達 250 至 300 bar 的極端壓力1。傳統的低合金鉻鉬鋼(如 1.25Cr-0.5Mo 的 P11 與 2.25Cr-1Mo 的 P22)在超過 550°C 的環境中,其抗潛變能力與抗高溫蒸汽氧化性能會發生急遽衰退,無法滿足長達 100,000 小時以上的設計壽命需求4。
為突破此一材料力學瓶頸,冶金學界與工業界於 1970 年代起,致力於發展潛變強度強化鐵素體鋼(Creep Strength Enhanced Ferritic Steels, CSEF)。其中,由美國橡樹嶺國家實驗室(ORNL)研發的 ASTM A335 Grade 91(P91),以及隨後由日本新日鐵(Nippon Steel)改良開發的 Grade 92(P92),成為當今高能管線系統的基石5。CSEF 鋼的絕對優勢在於其卓越的高溫容許應力,相較於 P22 鋼,P91/P92 能夠將管壁厚度削減近三分之二,大幅降低系統整體重量與因厚壁導致的熱疲勞應力(Thermal Fatigue Stress),進而賦予電廠更佳的負載追隨能力與調峰彈性1。
然而,CSEF 鋼的卓越性能伴隨著一個巨大的冶金悖論:其賦予材料極高潛變強度的複雜亞穩態微觀組織,對於製造過程中的熱循環(如銲接)與塑性變形(如冷作彎管)展現出極端的敏感性10。在長期的極高溫與應力交變環境下,傳統的銲接接頭熱影響區(Heat-Affected Zone, HAZ)極易發生早期且災難性的第四型潛變破裂(Type IV Creep Cracking)11。此外,不當的加工若未配以極度精確的成形後熱處理(PBHT),亦將導致材料潛變強度的不可逆喪失13。本研究旨在從微觀物理冶金、熱力學相變、銲接工序控制、管線幾何應力分析,以及先進非破壞檢測(NDE)等多重維度,深度剖析 P91/P92 鋼材之 Type IV 潛變破裂機制,並系統性論證大半徑冷作彎管工法在取代傳統 1.5D 銲接彎頭、根絕 Type IV 裂紋風險上的工程價值與應用實務。
二、 微觀物理冶金學基礎與潛變強化機制
2.1 合金成分設計之演進與熱力學意義
P91 與 P92 鋼的高溫性能,絕非單純依賴單一元素的固溶強化,而是源自於極度精密的微觀析出強化(Precipitation Strengthening)體系與基體結構的完美協同。P91(9Cr-1Mo-V-Nb)透過精確控制碳(C)含量,並微量添加強碳氮化物形成元素釩(V)、鈮(Nb)與氮(N),實現了潛變抗性的飛躍4。為進一步提升適用溫度,P92 鋼(9Cr-0.5Mo-1.8W-V-Nb)應運而生,其核心冶金策略是以 1.5% 至 2.5% 的鎢(W)取代了大部分的鉬(Mo)14。
| 核心合金元素 | Grade 91 (P91) (wt.%) | Grade 92 (P92) (wt.%) | E911 (wt.%) | 物理冶金意義與微觀強化機制 |
| 碳 (C) | 0.08 – 0.12 | 0.07 – 0.13 | 0.10 – 0.13 | 決定麻田散鐵硬化能,與 Cr, Mo 等結合形成析出相,為維持高溫強度之基礎4。 |
| 鉻 (Cr) | 8.00 – 9.50 | 8.50 – 9.50 | 8.50 – 9.50 | 提供優異的抗高溫蒸汽氧化能力;於回火時沿晶界大量析出富鉻碳化物,阻擋晶界滑移4。 |
| 鉬 (Mo) | 0.85 – 1.05 | 0.30 – 0.60 | 0.90 – 1.10 | 提供固溶強化,但長期高溫下易促成粗大 Laves 相(Fe2Mo)析出,損害韌性4。 |
| 鎢 (W) | Trace – 0.50 | 1.50 – 2.50 | 0.90 – 1.10 | 取代部分 Mo,不僅提供更強的固溶強化,更顯著推遲 M23C6 碳化物的粗化動力學15。 |
| 釩(V) / 鈮(Nb) | V: 0.18-0.25, Nb: 0.06-0.12 | V: 0.15-0.25, Nb: 0.04-0.12 | V: 0.18-0.25, Nb: 0.06-0.10 | 形成具極高熱穩定性的細小 MX 型奈米碳氮化物,強烈釘扎差排,提供核心潛變抗性4。 |
| 氮 (N) | 0.030 – 0.070 | 0.030 – 0.070 | 0.050 – 0.080 | 作為奧氏體穩定劑,參與 MX 質點形成,防止長期高溫服役下之溶解或過度粗化4。 |
| 硼 (B) | Very low ppm | Very low ppm | Very low ppm | 偏析於碳化物與基體之介面,降低介面能,抑制粗化並延緩 Type IV 破裂發生15。 |
鎢的加入顯著強化了基體的固溶強度,並減緩了碳化物的粗化速率,使得 P92 鋼在 600°C 條件下的長期潛變破裂強度較 P91 提升了約 30%14。然而,高鎢含量亦帶來了雙面刃效應。當 W 濃度超過 2 wt-% 時,極易促進粗大 Laves 相(Fe2W)的析出,同時鎢亦是強烈的鐵素體形成元素,可能促進有害的 δ-鐵素體生成,進而損害材料的潛變延展性與衝擊韌性19。因此,合金設計中必須極度精確地平衡鎢與其他微合金元素的比例。
E911 是一種先進的 9% 鉻等級潛變強度強化鐵素體/麻田散鐵鋼(CSEF),主要應用於火力發電廠中需承受高溫與高壓的鍋爐、蒸汽管線及閥門等組件。 它是透過歐洲 COST 501 研究計畫,以 P91 鋼為基礎進行改良所開發出來的鋼種,目的是為了進一步提升材料在 600°C 環境下的潛變性能。在化學成分設計上,E911 保留了 P91 原有約 9% 的鉻(Cr)與 1% 的鉬(Mo),但額外添加了約 1% 的鎢(W),並精確控制釩(V)、鈮(Nb)與氮(N)等微量元素的比例。
2.2 析出釘扎效應(Zener Pinning)與亞穩態微觀組織
P91/P92 的卓越性能仰賴極度嚴格的兩階段熱處理製程。首先,材料必須在大於 1040°C(通常介於 1040°C 至 1080°C)進行正常化(Normalizing)處理,使所有合金元素完全固溶於單相奧氏體中,隨後透過空冷或淬火,轉變為佈滿高密度差排(Dislocation Tangles)的板條狀麻田散鐵(Lath Martensite)結構4。接著,於 730°C 至 800°C 區間進行高溫回火(Tempering),釋放殘餘應力並穩定組織4。
在此熱力學重構過程中,形成了兩種主導潛變強度的關鍵析出相:
- M23C6 型碳化物: 優先沿著原奧氏體晶界(Prior-Austenite Grain Boundaries, PAGBs)與麻田散鐵板條邊界大量析出。這些碳化物構建了穩固的晶粒骨架,有效抑制了高溫下的晶界滑動(Grain Boundary Sliding)與晶粒粗化4。
- MX 型碳氮化物(如 V(C,N) 或 Nb(C,N)): 在板條內部廣泛且彌散地析出。這類奈米級別的球狀質點展現出驚人的高溫穩定性,發揮強大的「釘扎效應」(Zener Pinning),死死卡住高密度差排與亞晶界,阻礙差排的滑移與攀爬6。
三、 銲接熱循環與熱影響區(HAZ)之退化動力學
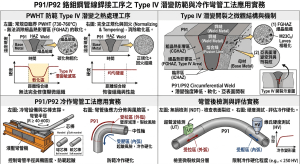
在管線預製與現場安裝過程中,銲接所產生的劇烈熱循環會對 P91/P92 鋼母材的亞穩態微觀組織造成毀滅性的破壞。根據距離熔合線的遠近與所經歷的峰值溫度差異,熱影響區(HAZ)在冶金學上被嚴格劃分為三個特徵迥異的亞區12:
| HAZ 亞區 | 經歷之峰值溫度 | 微觀組織演化與碳化物溶解狀態 | 潛變力學特徵與影響 |
| 粗晶熱影響區 (CGHAZ) | 遠高於上臨界溫度 (AC3) | 原有 M23C6 與 MX 碳化物完全溶解入奧氏體。失去晶界釘扎力導致原奧氏體晶粒顯著粗化12。 | PWHT 後析出新碳化物,硬度較高,展現出相對優異的短時潛變強度,但長期延展性較差12。 |
| 細晶熱影響區 (FGHAZ) | 略高於上臨界溫度 (AC3) | 奧氏體相變剛完成,但因停留時間極短,部分富 V/Nb 的 MX 與大尺寸 M23C6 未完全溶解。未溶解質點強烈限制晶粒生長,形成極細小的等軸晶結構11。 | Type IV 裂紋高風險區。 細小晶粒導致晶界滑動主導變形,碳化物溶解使差排網絡迅速多邊形化,失去潛變抗力16。 |
| 臨界熱影響區 (ICHAZ) | 介於AC1與 AC3 之間 | 經歷嚴重的過回火效應。部分奧氏體化使原有碳化物嚴重粗化且分佈極度不均勻,失去 Zener Pinning 效應12。 | Type IV 裂紋萌生區。 基體發生嚴重軟化,在低應力長時間潛變下,粗大的碳化物成為潛變孔洞成核點6。 |
3.1 異質銲接接頭(DMWs)中的碳遷移效應
在實際電廠或工廠運轉中,P91/P92 鋼常需與抗高溫腐蝕能力更佳的奧氏體不銹鋼(如 AISI 304H, 316LN)進行異質金屬銲接(Dissimilar Metal Welds, DMWs)12。異質接頭不僅面臨宏觀上熱膨脹係數不匹配引發的熱疲勞應力,更在微觀層面上遭遇嚴峻的碳遷移挑戰12。
由於 P91/P92 側富含鉻、鉬、鎢、釩、鈮等強碳化物形成元素,這些元素大幅降低了 BCC 鐵素體基體中的碳化學活度。在長期高溫服役下,碳原子受到化學勢梯度的驅動,會發生「逆濃度梯度」現象,從 P91/P92 側向奧氏體銲縫區擴散25。此一擴散過程會在 P91/P92 側緊鄰熔合線的區域形成一條致命的脫碳層。脫碳效應迫使穩定晶界的 M23C6 碳化物大量溶解,徹底摧毀了該區域的析出強化機制,導致局部發生極端軟化,進一步催化了潛變孔洞的成核,使得異質接頭的 Type IV 潛變壽命呈現斷崖式縮減16。
四、 Type IV 潛變破裂之物理成因與力學行為
在高溫高應力的短時潛變測試中,材料變形由差排潛變主導,試片通常會出現明顯的宏觀頸縮,並伴隨高延展性的延性斷裂17。然而,在長期低應力(高於 550°C)的實際服役環境中,潛變變形機制轉由擴散主導的 Nabarro-Herring 潛變接管,潛變應變率與應力呈線性正比,且對溫度具有極強的依賴性27。在此階段,銲接接頭的 FGHAZ 與 ICHAZ 成為最為脆弱的環節,發生於此區域的早期脆性潛變斷裂,即在冶金學上被嚴格定義為「Type IV 潛變破裂」1。
4.1 微觀結構回覆與有害相(Z 相與 Laves 相)之析出
Type IV 裂紋的演化是一個結合了微觀結構回覆與沉澱相劣化的複雜過程。首先,在 FGHAZ 與 ICHAZ 中,由於晶粒細小,晶界滑動對總應變的貢獻比例大幅上升16。同時,碳化物的溶解與粗化使得板條麻田散鐵失去了釘扎,高密度的差排網絡迅速發生回覆與多邊形化,轉變為潛變抗力極低的等軸鐵素體網絡16。
其次,長期的熱暴露促使熱力學上更為穩定的有害相開始析出。原本提供強大潛變抗性的細小 MX 質點,會逐漸被富含鉻、釩、鈮的粗大 Z 相吞噬,這不僅直接瓦解了差排釘扎機制,Z 相本身更因尺寸過大而無法提供任何強化效果6。另一方面,鎢與鉬元素會促使粗大的 Laves 相(如 Fe2W 或 Fe2Mo)在晶界析出。儘管 P92 鋼中的 Fe2W 相比於 P91 中的 Fe2Mo 在 600°C 下具有較佳的穩定性與較慢的粗化速率,但這些硬脆的大顆粒與軟化的基體之間存在嚴重的變形不匹配。當局部應變達到臨界值時,潛變孔洞便會在此類硬質夾雜物與基體的介面處成核8。
隨著潛變時間推進,孔洞增殖速率呈指數型加速。在第三階段潛變,這些孔洞相互連結,孤立了基體晶粒,最終沿著晶界形成連續的 Z 字形微裂紋,導致銲接接頭在無明顯宏觀頸縮的狀態下發生極低延展性(<10%)的脆性斷裂11。這解釋了為何 P91 與 P92 鋼在 600°C 測試中,斷面收縮率會出現極大變異,甚至無法達到設計要求的 40% 最低延展性目標17。
五、 銲接工序控制與 PWHT 之極端熱力學界限
為了對抗 Type IV 裂紋,針對 P91/P92 的銲接工序與銲後熱處理(PWHT)必須採取近乎苛刻的控制。CSEF 鋼的銲接容錯率極低,任何參數的微小偏差皆可能導致材料退化為一般低合金鋼的強度13。
5.1 高效銲接工法(FCAW/SAW)與擴散氫控制
雖然手工鎢極氬弧銲(GTAW)與被覆銲條電弧銲(SMAW)是 P91/P92 最傳統的銲接方式,但其生產率受限。為提升工廠預製效率,潛弧銲(SAW)與包芯線電弧銲(FCAW)逐漸被應用於厚壁管件的銲接14。然而,FCAW 銲材必須使用特定的金紅石或鹼性助銲劑,且必須取得 H4 低擴散氫認證,嚴格限制 X-Factor,以防止在未回火的高硬度麻田散鐵銲道中引發氫致冷裂紋與延遲破裂29。
5.2 預熱、層間溫度與麻田散鐵轉變之時序管控
P91/P92 銲接時的預熱與層間溫度控制極為關鍵:
- 預熱: 必須嚴格維持在 220°C 甚至 250°C 以上。這有助於減緩冷卻速率,促進擴散氫逸出。根部銲道進行 GTAW 時,管內必須使用高純度氬氣進行持壓充氬保護,且母材溫度達到 220°C 時才可開始充氬5。
- 層間溫度: 應控制在 350°C 以下。過高的層間溫度將導致 HAZ 晶粒過度粗化,溶解有益碳化物,並促使有害的高溫相析出,嚴重損害韌性與潛變強度5。
- 冷卻與麻田散鐵轉變視窗: 銲接完成後,絕對禁止立即進行 PWHT。必須先將銲道均勻緩冷至 80°C – 100°C 區間(確保低於麻田散鐵轉變終止溫度 Mf 約 200°C),並保溫至少 1 小時。若未完全冷卻即升溫,殘留奧氏體將在 PWHT 後轉變為極脆的未回火麻田散鐵,成為致命的裂紋源3。若無法於 8 小時內進行 PWHT,則必須實施 260°C-400°C 的氫烘烤處理25。
5.3 Ni+Mn 含量對 AC1下臨界溫度之危險下拉效應
PWHT 的核心目的在於釋放殘餘應力並回火麻田散鐵,促使二次碳化物均勻析出,ASME B31.1 及業界規範通常將 P91/P92 的 PWHT 溫度設定在 730°C 至 775°C 的次臨界回火區間5。然而,工廠實務操作上最危險的陷阱在於銲材中鎳(Ni)與錳(Mn)的含量3。
為提升低溫衝擊韌性並抑制 δ-鐵素體生成,銲材中常加入 Ni 與 Mn。但 Ni 與 Mn 皆為強烈的奧氏體穩定元素,會顯著拉低材料的下臨界相變溫度( AC1)3。相變測試證實:
- 當銲材中 Ni+Mn 總量 < 1.0% 時, AC1溫度約維持在 800°C 至 815°C,允許的最高 PWHT 溫度可達 790°C 甚至 800°C3。
- 當 Ni+Mn 超過5% 時,AC1溫度將暴跌至 740°C 甚至更低1。
若現場實施 PWHT 時,加熱溫度不慎超過了局部銲縫或 HAZ 的 Ac1 溫度,材料將重新開始奧氏體化,徹底摧毀辛苦建立的碳化物釘扎網絡。冷卻後將形成極脆的未回火結構,使高溫潛變強度發生不可逆的暴跌。因此,最新 ASME 規範強制要求 P91/P92 銲材的 Ni+Mn 含量必須 ≦1.0%,且 PWHT 溫度應保持在 AC1 溫度以下至少 15°C5。
六、 「多彎少銲」策略與 ASME B31.1 幾何力學解析
面對 1.5D 銲接彎頭在超高溫環境下暴露出的嚴重冶金與力學缺陷,現代高能管線設計積極導入「多彎少銲」策略,利用中頻感應加熱彎管或極端冷作彎管工法,製造彎曲半徑達 3D 甚至 5D 的一體成型彎管,以從根本上消滅位於幾何轉折處的高風險銲縫5。
6.1 應力集中與 Type IV 裂紋的空間解耦
傳統 1.5D 鍛造對銲彎頭的曲率半徑極小,幾何剛性高。根據 ASME B31.1 規範,此種設計在熱膨脹循環中會產生極高的應力強度因子5。最致命的是,1.5D 彎頭必須透過環銲道與直管連接,這使得系統中最大的幾何彎矩應力集中處與最脆弱的冶金結構(HAZ 的 ICHAZ/FGHAZ)在物理空間上完全重疊,迫使 Type IV 潛變裂紋提早萌生5。
透過 ASME B31J 標準推導,大半徑彎管展現出壓倒性的力學優勢。對於 P91/P92 這類徑厚比極低(D0/T < 10)的極端厚壁管線,實體金屬體積強烈抑制了 Karman 橢圓化效應18。測試證明,3D 與 5D 彎管的應力強度因子與柔性因子被強制收斂至理論下限 1.01。這證實了 5D 彎管具備等同於完美直管的優異表現,且將必須的環銲道推移至遠離彎曲段的低應力直管區域,成功實現了幾何應力集中與冶金弱點的空間解耦5。
6.2 減薄裕度(Thinning Allowance)與流動加速腐蝕(FAC)的根絕
ASME B31.1 嚴格規範了彎管外弧減薄所需的補償厚度。若採用 3D 彎管,其最小母管壁厚需達設計厚度的 1.25 tm(25% 減薄裕度),這往往迫使設計選用更昂貴的特厚母管5。相對地,5D 彎管的減薄裕度僅需 1.08 tm(8% 減薄裕度),這一平衡點允許直接使用標準壁厚管材,大幅減輕系統自重並節省成本1。
在流體力學層面,1.5D 彎頭極為緊湊的轉向空間會激發出強烈的二次渦流。強大的局部剪應力更會剝離管壁內側具保護性的磁鐵礦(Fe3O4)氧化層,引發流動加速腐蝕(FAC),造成管壁非線性的快速減薄5。5D 彎管平順的流線有效抑制了渦流,將摩擦壓降減少 20% 至 30%,並徹底根絕了 FAC 的發生條件1。
七、 冷作彎管應變誘導之微觀損傷與 N+T 熱處理機制
儘管大半徑彎管在宏觀幾何與力學上近乎完美,但冷作或中頻感應彎管過程會對 P91/P92 材料的微觀晶格產生極為劇烈的破壞19。
7.1 極限纖維伸長率與幾何必要差排(GND)網絡
根據 ASME Section I PG-19 規定,管線彎曲產生的成形應變(極限纖維伸長率,ϵ)計算公式為13:
ϵ=r/R×100%
其中 r 為管子公稱外半徑,R 為彎曲中心線半徑。對於 3D 彎管,其塑性應變可高達 16% 至 20%;即便是 5D 彎頭,應變量亦在 10% 左右5。
這種宏觀的塑性變形引發了差排的雪崩式增殖,並產生了大量的幾何必要差排(Geometrically Necessary Dislocations, GNDs)。利用電子背向散射繞射分析,GND 密度的估算公式為25:
ρGND=α⋅θKAM/b⋅x
高密度的 GND 網絡破壞了原本穩定的回火麻田散鐵結構。連通的差排管為碳原子提供了短路擴散通道,使得碳的有效擴散係數呈非線性暴增,加速了碳化物的粗化與溶解,導致潛變壽命衰減25。
7.2 跨越相變線之全面正常化與回火(N+T)PBHT 的絕對必要性
針對 P91/P92 對應變極度敏感的特性,ASME 嚴格規定:若冷作塑性應變超過 20%,或在 600°C 以上運作且應變超過 5% 者,絕對禁止僅使用次臨界應力消除熱處理,而必須進行跨越相變線的全面正常化與回火(N+T)熱處理13。
N+T 成形後熱處理的微觀物理冶金重建過程如下:
- 沃斯田鐵化: 將彎管整體加熱至 1040°C 至 1090°C 區間,使受損晶體結構完全重置,讓粗化的 M23C6 與 MX 碳氮化物重新溶解,徹底消除 GND 網絡與加工硬化13。
- 冷卻跨越 Mf 點: 將溫度降至 100°C 以下,形成嶄新且具備高應變能的板條麻田散鐵網絡18。
- 高溫回火: 精準加熱至 745°C – 775°C 進行回火,使奈米級 MX 質點與晶界 M23C6 均勻彌散析出,完美重建潛變釘扎機制13。
八、 潛變壽命預測模型與先進非破壞檢測(NDE)實務
長期高溫運轉中的 P91/P92 管線系統仍需仰賴極高精度的潛變壽命評估與非破壞檢測。
8.1 Larson-Miller 參數(LMP)與區域分割分析(RSA)
在潛變壽命預測中,Larson-Miller 參數是最廣泛使用的時間-溫度等效關係,其方程式為28:
P=T(log10tr+C)
對於傳統碳鋼或低合金鋼,C 值通常取定為 20 37。然而,大量針對 P91/P92 鋼的破裂數據顯示,高鉻麻田散鐵鋼變形過程伴隨極大熵變,因此 C 值必須向上修正至 30 甚至 35.28 38。此外,國際評估委員會導入了區域分割分析法(RSA),以 50% 的 0.2% 降伏應力為邊界進行分析,研究表明在長期區域中材料破裂延展性會顯著下降,此為 Type IV 破裂典型特徵28。
8.2 覆膜金相技術與微觀孔洞分類標準
針對服役中的銲道 HAZ,實地檢測手段是覆膜金相技術,檢驗晶界上的潛變孔洞密度與形態35。業界評估主要採用以下標準44:
| 損傷等級 | Neubauer 階段 | 微觀損傷特徵描述 | 潛變孔洞密度與型態 |
| Class 0 / 1 | Undamaged | 無明顯潛變損傷或無孔洞 | 孔洞密度 < 100 顆/mm²44。 |
| Class 2a / 2b | A (Isolated) | 孤立或分散的潛變孔洞 | 100 ≦ 密度 < 400 顆/mm²,無明顯方向性31。 |
| Class 3a / 3b | B (Oriented) | 沿晶界定向排列之孔洞或孔洞鏈 | 密度 > 400 顆/mm²,孔洞鏈最大長度 < 200 µm31。 |
| Class 4 | C (Microcracks) | 晶界孔洞連結形成微裂紋 | 微裂紋長度大於 100 µm 但小於 2 mm31。 |
| Class 5 | D (Macrocracks) | 形成可由常規 NDT 檢測之宏觀裂紋 | 裂紋長度 > 2 mm,面臨立即破裂風險31。 |
8.3 PAUT 與 TFM 技術之次表面檢測突破
覆膜金相技術的盲點在於僅能觀測表面損傷,而 P91/P92 的 Type IV 潛變孔洞往往在次表面萌生35。相位陣列超音波檢測(PAUT)結合全聚焦方法(TFM)展現了突破性的能力41。相較於傳統掃描,TFM 能夠極大化提升訊號雜訊比與空間解析度,精準捕捉到二次潛變階段中期的微小孔洞散射特徵,將 Type IV 裂紋的檢測極限值大幅提前26。
九、 全壽命週期成本(LCCA)與未來展望
採用 5D 冷作彎管結合跨相變線的 N+T 熱處理,其期初資本支出確實高於傳統的 1.5D 鍛造彎頭與常規 PWHT 設備19。然而,基於全壽命週期成本分析,「多彎少銲」策略展現出壓倒性的價值1:
- 營運風險與停機成本的徹底消弭: 透過將高幾何應力集中區與脆弱的 HAZ 空間解耦,從根本上拔除了 Type IV 潛變破裂的隱患,避免了非預期停機1。
- NDE 檢測與維護成本的大幅縮減: 消滅了大量的彎頭環銲道,電廠或工廠在歲修時,可免去針對這些高風險銲道進行搭架與 PAUT 檢測的龐大費用1。
- 熱力學效率紅利: 5D 彎管減少了流體壓降,並徹底消除了引發流動加速腐蝕(FAC)的條件1。
結合嚴謹 ASME 力學設計的大半徑冷彎工法與先進熱處理技術,依然是防範 Type IV 潛變破裂最可靠且具經濟效益的工程解方。
參考文獻
- Type IV Cracking of Weldments in Enhanced Ferritic Steels – TWI, https://www.twi-global.com/technical-knowledge/published-papers/review-of-type-iv-cracking-of-weldments-in-9-12cr-creep-strength-enhanced-ferritic-steels/
- FABRICATION & PROCESSING OF GRADE 91 MATERIAL – Indian Institute of Metals, Tiruchy, http://www.iimtiruchy.org/pdf/FAB%2091%20Final.pdf
- PROPERTIES OF T/P92 STEEL WELD METALS FOR ULTRA SUPER CRTITICAL (USC) POWER PLANT, http://nickelalloys.com.br/Metrode%20CD%202011/Technical%20Literature/CrMo%20-%20P92/P92%20paper-IIW%20Conference-Graz.pdf
- 基於晶體塑性與損傷力學之高溫管線銲接熱影響區(Type IV)與彎管應力耦合潛變失效有限元模擬:以9~12% Cr 耐熱鋼(如P91/P92)超超臨界蒸汽管線為例(Finite Element Simulation of Stress-Coupled Creep Failure in Type IV Weld HAZ and Pipe Bends Based on Crystal Plasticity and Damage Mechanics – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E5%9F%BA%E6%96%BC%E6%99%B6%E9%AB%94%E5%A1%91%E6%80%A7%E8%88%87%E6%90%8D%E5%82%B7%E5%8A%9B%E5%AD%B8%E4%B9%8B%E9%AB%98%E6%BA%AB%E7%AE%A1%E7%B7%9A%E9%8A%B2%E6%8E%A5%E7%86%B1%E5%BD%B1%E9%9F%BF%E5%8D%80/
- 5D 冷作彎管(IH-PBHT) 與5D 電銲彎頭(PWHT) 差異化分析研究(A Comparative Study on Power Piping Fabrication under ASME B31.1 (2026) – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/2026-asme-%E8%A6%8F%E7%AF%84%E4%B8%8B-b31-1-%E5%8B%95%E5%8A%9B%E7%AE%A1%E7%B7%9A%E6%96%BD%E5%B7%A5%E5%B7%A5%E6%B3%95%E4%B9%8B%E6%B7%B1%E5%BA%A6%E5%89%96%E6%9E%90%EF%BC%9A5d-%E5%86%B7%E4%BD%9C%E5%BD%8E/
- An Investigation of Creep Resistance in Grade 91 Steel through Computational Thermodynamics – Engineering, https://www.engineering.org.cn/engi/EN/10.1016/j.eng.2019.12.004
- Guidelines and Specifications for High-Reliability Fossil Power Plants – EPRI, https://restservice.epri.com/publicdownload/000000003002009233/0/Product
- Root Cause of Degradation in the Creep Strength of Martensitic Steel, https://ccsenet.org/journal/index.php/jmsr/article/download/0/0/46361/49453
- 基於ASME B31.1 規範探討P91 鋼管極端冷彎後中頻感應熱處理(IH-PBHT)的製程優化與全流程微觀/巨觀質量控制及其實務應用評估(Optimization of Intermediate Frequency Induction Post-Bending Heat Treatment (IH-PBHT) for P91 Steel Pipes After Extreme Cold Bending and Full-Process Micro/Macro Quality Control Based on ASME B31.1 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E5%9F%BA%E6%96%BC-asme-b31-1-%E8%A6%8F%E7%AF%84%E6%8E%A2%E8%A8%8E-p91-%E9%8B%BC%E7%AE%A1%E6%A5%B5%E7%AB%AF%E5%86%B7%E5%BD%8E%E5%BE%8C%E4%B8%AD%E9%A0%BB%E6%84%9F%E6%87%89%E7%86%B1%E8%99%95%E7%90%86/
- Recent Status of ASME Code on Creep Strength Enhanced Ferritic Steels – ResearchGate, https://www.researchgate.net/publication/257726695_Recent_Status_of_ASME_Code_on_Creep_Strength_Enhanced_Ferritic_Steels/fulltext/0267908d0cf2946d9a21edd5/Recent-Status-of-ASME-Code-on-Creep-Strength-Enhanced-Ferritic-Steels.pdf
- Investigation on mechanism of type IV cracking in P92 steel at 650 °C | Journal of Materials Research, https://www.cambridge.org/core/journals/journal-of-materials-research/article/investigation-on-mechanism-of-type-iv-cracking-in-p92-steel-at-650-c/6FAC1636E7D503F1FFD7AE276B3DC3F3
- 探討冷彎誘導位錯密度對P91/P92 異質銲接接頭高溫碳遷移行為與IV 型裂紋敏感性之影響 … – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E6%8E%A2%E8%A8%8E%E5%86%B7%E5%BD%8E%E8%AA%98%E5%B0%8E%E4%BD%8D%E9%8C%AF%E5%AF%86%E5%BA%A6%E5%B0%8D-p91-p92-%E7%95%B0%E8%B3%AA%E9%8A%B2%E6%8E%A5%E6%8E%A5%E9%A0%AD%E9%AB%98%E6%BA%AB%E7%A2%B3%E9%81%B7/
- Fabrication of Grade 91/92 Tubes | PDF | Heat Treating | Strength Of Materials – Scribd, https://www.scribd.com/presentation/323996206/Gr9192-Forming-Reqt-Mr-RaviKumar-Worked
- Welding Consumables for P92 and T23 Creep Resisting Steels – Tedelbi, https://tedelbi.com/wp-content/uploads/2021/01/P92-P23-EPRI-2002-1.pdf
- P91 vs P92: Composition, Heat Treatment, Properties & Applications Exp – Metal Zenith, https://metalzenith.com/blogs/steel-compare/p91-vs-p92-v2
- Welding Consumables for P92 and T23 Creep Resisting Steels, https://netlite.com.my/wp-content/uploads/2021/10/P92-T23-ESOPE-France-2004.pdf
- Creep fracture in tempered martensitic steels – MedCrave online, http://medcraveonline.com/IPCSE/IPCSE-03-00068.pdf
- 極高溫(650°C)P92蒸氣管線多彎少銲之冷作彎管可行性評估 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E6%A5%B5%E9%AB%98%E6%BA%AB%EF%BC%88650c%EF%BC%89p92%E8%92%B8%E6%B0%A3%E7%AE%A1%E7%B7%9A%E5%A4%9A%E5%BD%8E%E5%B0%91%E9%8A%B2%E4%B9%8B%E5%86%B7%E4%BD%9C%E5%BD%8E%E7%AE%A1%E5%8F%AF%E8%A1%8C/
- Type IV cracking in ferritic power plant steels – Phase Transformations and Complex Properties, https://www.phase-trans.msm.cam.ac.uk/2006/MST7520.pdf
- High performance creep resistant steels for 21st century power plants, https://www.phase-trans.msm.cam.ac.uk/2005/LINK/84.pdf
- Report on the 2-day online international conference 27-28 October 2020 materials, inspection, monitoring & assessment (MIMA) – Taylor & Francis, https://www.tandfonline.com/doi/pdf/10.1080/09603409.2021.1970408
- (PDF) Influence of Post-Weld Heat Treatment on the Mechanical Properties and Microstructure of a Seamless Pipe of an ASTM A335 Gr P91 Steel – ResearchGate, https://www.researchgate.net/publication/390188538_Influence_of_Post-Weld_Heat_Treatment_on_the_Mechanical_Properties_and_Microstructure_of_a_Seamless_Pipe_of_an_ASTM_A335_Gr_P91_Steel
- 極端規格(5″~5″ XXS)P91厚壁蒸汽管線以3D冷作彎管取代銲接彎頭之全壽命週期可靠度、應力解析與EPC資產完整性評估深度分析研究(In-Depth Analysis and Research on Life-Cycle Reliability, Stress Analysis, and EPC Asset Integrity Assessment of Substituting Welded Elbows with 3D Cold-Bent Pipes for Extreme-Specification (2.5 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E6%A5%B5%E7%AB%AF%E8%A6%8F%E6%A0%BC%EF%BC%882-55-xxs%EF%BC%89p91%E5%8E%9A%E5%A3%81%E8%92%B8%E6%B1%BD%E7%AE%A1%E7%B7%9A%E4%BB%A53d%E5%86%B7%E4%BD%9C%E5%BD%8E%E7%AE%A1%E5%8F%96%E4%BB%A3%E9%8A%B2/
- Creep rupture behaviour of P92 steel weldment – Semantic Scholar, https://www.semanticscholar.org/paper/7fb4ff8b026a90ba5bda4e7bc67d62c5e3e2a09f
- Grade 91/92 Welding Techniques Guide | PDF – Scribd, https://www.scribd.com/document/730768609/Presentation-on-Grade-91-welding
- Modelling of Phased Array Ultrasonic Inspection of a Steam Generator Dissimilar Metal Weld – ResearchGate, https://www.researchgate.net/publication/305623614_Modelling_of_Phased_Array_Ultrasonic_Inspection_of_a_Steam_Generator_Dissimilar_Metal_Weld
- Review of creep deformation and rupture mechanism of P91 alloy for the development of creep damage constitutive equations under – SciSpace, https://scispace.com/pdf/review-of-creep-deformation-and-rupture-mechanism-of-p91-4hsti1kc18.pdf
- Creep Rupture Strength of T/P92 Steels | PDF | Fracture – Scribd, https://www.scribd.com/document/488376337/CREEP-DEFORMATION-RUPTURE-STRENGTH-AND-RUPTURE-DUCTILITY-OF-GRADES-T-P92-STEELS-kimura
- Increasing P91 Welding Productivity With FCAW: Page 1 of 40 | PDF – Scribd, https://www.scribd.com/document/464698198/38-pdf
- Manufacturing Standards for Grade 91 & 92 | PDF | Welding | Construction – Scribd, https://www.scribd.com/document/886650613/d50a169-manufacturing-Standard-for-Handling-Manufacturing
- Influence of Post-Weld Heat Treatment on Microstructure and Toughness Properties of 13MnNiMoR High Strength Low Alloy Steel Weld Joint – MDPI, https://www.mdpi.com/1996-1944/14/18/5336
- Cr-Mo Steel Max Interpass Temp: 700°F Welding Guide – Industrial Monitor Direct, https://industrialmonitordirect.com/blogs/knowledgebase/max-interpass-temperature-for-cr-mo-steels-up-to-9-cr
- erection welding practices for sa335 p91/p92, sa182 f91/f92 & sa217 c12a materials – Tenders, https://tenders.bhel.com/sites/default/files/SCT1940TCCPart4of4CH11to14-2021-02-09-12%3A55%3A26.pdf
- Ac1 temperatures of P92 and P91weld metals and the effect of Ni + Mn content (see online version for colours) – ResearchGate, https://www.researchgate.net/figure/Ac1-temperatures-of-P92-and-P91weld-metals-and-the-effect-of-Ni-Mn-content-see-online_fig1_264437362
- Creep Classification of Grade 91 Steel | Tetra Engineering, https://www.tetra-eng.com/whitepaper/creep-classification-of-grade-91-steel
- https://yz-pipe-bending.com.tw/%E5%9F%BA%E6%96%BC-asme-b31-1-%E8%A6%8F%E7%AF%84%E6%8E%A2%E8%A8%8E%E5%86%B7%E5%BD%8E%E5%BE%8C%E4%B8%AD%E9%A0%BB%E6%84%9F%E6%87%89%E7%86%B1%E8%99%95%E7%90%86/
- Larson–Miller relation – Grokipedia, https://grokipedia.com/page/Larson%E2%80%93Miller_relation
- IAEA-CN245-040 Creep Resistance and Fracture Toughness of Recently-Developed Optimized Grade 92 and Its Weldments for Advanced Fast Reactors – OSTI, https://www.osti.gov/servlets/purl/1376380
- (PDF) Larson–Miller Constant of Heat-Resistant Steel – ResearchGate, https://www.researchgate.net/publication/257707838_Larson-Miller_Constant_of_Heat-Resistant_Steel
- Larson-Miller plot of T/P92 weld metals and base metal with C = 36 (see online version for colours) – ResearchGate, https://www.researchgate.net/figure/Larson-Miller-plot-of-T-P92-weld-metals-and-base-metal-with-C-36-see-online-version_fig4_264437362
- Re-evaluation of Long-term Creep Strength of Base Metal of ASME Grade 91 Type Steel, https://www.researchgate.net/publication/317653957_Re-evaluation_of_Long-term_Creep_Strength_of_Base_Metal_of_ASME_Grade_91_Type_Steel
- Full article: Creep data sheet for 9Cr-1Mo-V-Nb steel tubes, plates and pipe, https://www.tandfonline.com/doi/full/10.1080/27660400.2025.2588872
- Creep Damage Assessment in Boiler Tubes | PDF – Scribd, https://www.scribd.com/document/340844985/Assessment-of-Microestructure-Degradation-of-Creep-Exposed-Boiler-Steels
- CREEP DAMAGE OF LOW-ALLOY STEELS AFTER LONG-TERM EXPOSURE AND ITS EVALUATION BY REPLICA METHOD Zdeněk KUBOŇ 1, Jana KOSŇOVSKh, https://www.confer.cz/metal/2018/read/1166-creep-damage-of-low-alloy-steels-after-long-term-exposure-and-its-evaluation-by-replica-method.pdf
- Remaining life assessment of 1Cr-0.5Mo boiler steel after long-term service in creep conditions – DIVK, http://divk.inovacionicentar.rs/ivk/ivk25/259-IVK2-2025-SB-MT-ZK.pdf
- creep cavitation behaviour of p91/p92 steels during long-term creep tests, https://www.confer.cz/metal/2024/read/4939-creep-cavitation-behaviour-of-p91-p92-steels-during-long-term-creep-tests.pdf
- Guidelines For Evaluating In-Service Creep Damage | PDF – Scribd, https://www.scribd.com/document/337582466/Guidelines-for-evaluating-in-service-creep-damage
- ASME-B31.1.pdf – Future Energy Steel, https://energy-steel.com/wp-content/uploads/2025/03/ASME-B31.1.pdf
- 國光電廠二期擴建工程P91/P92 管線預製冷作彎管技術之應用:基於, https://yz-pipe-bending.com.tw/%E5%9C%8B%E5%85%89%E9%9B%BB%E5%BB%A0%E4%BA%8C%E6%9C%9F%E6%93%B4%E5%BB%BA%E5%B7%A5%E7%A8%8B-p91-p92-%E7%AE%A1%E7%B7%9A%E9%A0%90%E8%A3%BD%E5%86%B7%E4%BD%9C%E5%BD%8E%E7%AE%A1%E6%8A%80%E8%A1%93%E4%B9%8B/
- A COMPREHENSIVE APPROACH TOWARDS DETECTION OF SUB-SURFACE MICROSCOPIC DAMAGE IN LOW ALLOY FERRITIC STEELS USING ULTRASONIC TECHN – Brunel University Research Archive, https://bura.brunel.ac.uk/bitstream/2438/24865/1/FulltextThesis.pdf
- Full article: Report on the 2-day online international conference 27-28 October 2020 materials, inspection, monitoring & assessment (MIMA) – Taylor & Francis, https://www.tandfonline.com/doi/full/10.1080/09603409.2021.1970408