
一、 緒論與研究背景
隨著全球對發電效率與降低溫室氣體排放的標準日益嚴苛,先進燃煤及複循環發電廠已全面朝向超臨界(Supercritical, SC)與超超臨界(Ultra-Supercritical, USC)技術邁進。現代 USC 機組的蒸汽運轉溫度普遍達到 600°C 至 650°C,且運轉壓力超過 30 MPa,此等極端的熱力學與應力環境對材料的高溫潛變強度與抗氧化性能提出了前所未有的挑戰1。回顧耐熱鋼的發展歷史,早期的低合金鉻鉬鋼(如 P22,包含 2.25Cr-1Mo)在超過 550°C 的環境下,其容許應力急遽下降,無法滿足現代高壓管線的薄壁化設計需求4。在此背景下,自二十世紀七十年代起,美國橡樹嶺國家實驗室(ORNL)研發了以微合金化(Microalloying)為基礎的改良型 9Cr-1Mo 鋼(即 ASTM Grade 91),用以取代早期的 EM12 與 X20CrMoV12-1 等材料4。隨後,為了進一步提升 600°C 以上的長時潛變壽命,工業界開發了以鎢(W)部分取代鉬(Mo)的 Grade 92(源自日本 NF616)與 E911 等潛變強度強化鐵素體/馬氏體鋼(Creep Strength Enhanced Ferritic/Martensitic Steels, CSEF/M)4。與傳統 P22 相比,P91/P92 鋼的容許應力顯著提升,允許工程師大幅削減主蒸汽管線與高溫集管的壁厚,從而減輕了系統因熱膨脹不匹配所引發的熱疲勞應力,並提升了熱傳導效率6。
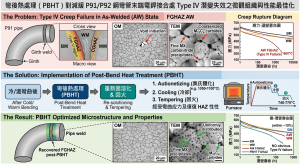
然而,CSEF 鋼的優異高溫性能並非單純來自於其化學成分,而是極度依賴於其經過精確的正常化與回火(Normalizing and Tempering, N&T)熱處理所建立的「回火馬氏體(Tempered Martensite)」階層式微觀組織與奈米級析出物網絡10。在電廠管線的預製與現場安裝生命週期中,冷作彎管(Cold Bending)與融合銲接(Fusion Welding)是不可或缺的加工程序。冷彎會在管材內部引入大量的高密度位錯(Dislocations)與殘餘應變,而銲接過程則會在管端接合處產生具有強烈微觀組織梯度的熱影響區(Heat-Affected Zone, HAZ)4。大量實地運轉數據與實驗室加速潛變測試表明,這兩種製造效應的疊加,使得冷作彎管末端銲接接頭在長期高溫服役中,極易於細晶熱影響區(FGHAZ)或臨界熱影響區(ICHAZ)萌生無巨觀預警的「第四型潛變裂紋(Type IV Creep Cracking)」,導致管線發生災難性破裂1。
為減緩此一致命的冶金退化現象,針對彎管末端實施精確的彎後熱處理(Post-Bending Heat Treatment, PBHT)以及後續的銲後熱處理(Post-Weld Heat Treatment, PWHT)成為了確保系統壽命的關鍵。本報告將以深度冶金力學與熱力學視角,全面解析 P91/P92 鋼在冷作應變與銲接熱循環耦合作用下引發 Type IV 潛變失效的微觀物理機制。探討範疇涵蓋位錯動力學、碳遷移動力學、Laves 相與 Z 相之析出演化,並結合 ASME 規範,深度論證中頻感應加熱(IH-PBHT)應用於厚壁鋼管參數之最佳化策略,以期為 USC 電廠管線系統的長效安全服役提供具體之科學依據。
二、 P91/P92 鋼之物理冶金特性與微觀強化機制
P91 與 P92 鋼同屬 9% 鉻系列的 CSEF 鋼,其化學成分的設計是一項極度精密的冶金工程,旨在於高溫環境下維持極高的組織穩定性。兩者的高溫潛變抗力並非單純依賴基體的固溶強化(Solid Solution Strengthening),而是源於多重強化機制的精密協同,包含固溶強化、亞晶界強化(Sub-grain Boundary Strengthening)以及最為核心的析出強化(Precipitation Strengthening)6。
| 合金元素 | P91 典型含量 (wt%) | P92 典型含量 (wt%) | 物理冶金意義與微觀強化機制 |
| 碳 (C) | 0.08 – 0.12 | 0.08 – 0.12 | 提供基礎淬透性,並與 Cr、Mo、W、V、Nb 等強碳化物形成元素結合,生成發揮核心釘紮作用的碳化物與碳氮化物。 |
| 鉻 (Cr) | 8.00 – 9.50 | 8.50 – 9.50 | 主要提供抗高溫蒸汽氧化與耐腐蝕能力,同時是M23C6碳化物的主要構成元素。 |
| 鉬 (Mo) | 0.85 – 1.05 | 0.30 – 0.60 | 進入鐵素體晶格提供強大的基體固溶強化。P92 中部分 Mo 被 W 取代以提升長時超高溫穩定性。 |
| 鎢 (W) | ≦ 0.05 | 1.50 – 2.00 | P92 獨有之核心強化元素。因其原子半徑大且擴散係數極低,能提供持久的固溶強化,延緩碳化物粗化,並促進 Laves 相的形成。 |
| 釩 (V) | 0.18 – 0.25 | 0.15 – 0.25 | 與碳、氮形成熱力學高度穩定的奈米級 MX 型碳氮化物,緊密釘紮晶內位錯。 |
| 鈮 (Nb) | 0.06 – 0.10 | 0.04 – 0.09 | 與 V 協同形成 MX 相,強烈釘紮原奧氏體晶界(PAGBs)與馬氏體板條界,防止高溫下晶粒粗化與亞晶合併。 |
| 氮 (N) | 0.03 – 0.07 | 0.03 – 0.07 | 沃斯田鐵穩定劑,參與 MX 型(Cr, V, Nb)碳氮化物的形成,有效防止高溫下碳化物的過度溶解與聚集。 |
| 鎳 (Ni) + 錳 (Mn) | Ni≤0.40,Mn≤0.60 | Ni≤0.40,Mn≤0.60 | 強烈的沃斯田鐵穩定劑,兩者的總和會顯著壓抑相變溫度(特別是 AC1下臨界溫度),在製造與熱處理時必須嚴格控管以防越界。 |
在鋼廠製造過程中,管材需經歷高於 1040°C 的全面正常化(Normalizing)使其完全沃斯田鐵化(Austenitization),確保所有初生碳化物充分溶解入基體。隨後,依據連續冷卻轉變(CCT)曲線,管材必須以大於 200°C/h 的冷卻速率進行空冷或淬火,以確保沃斯田鐵完全轉變為麻田散鐵,避免形成鐵素體與貝氏體的混合組織16。最終,管材在 730°C 至 770°C 的區間進行高溫回火(Tempering),此程序釋放了麻田散鐵的內部應力,並促進了第二相粒子的均勻析出6。
這種精密的 N&T 處理確立了 P91/P92 鋼標誌性的階層式微觀結構(Hierarchical Microstructure)。首先,基體轉變為回火馬氏體板條(Tempered Martensitic Laths),提供了極高密度的亞晶界(Sub-grain boundaries)與位錯網絡,初始位錯密度通常高達1013 至1014m-2 21。其次,富含鉻與鎢/鉬的M23C6 型碳化物(尺寸約為 100-200 nm)主要沿著原奧氏體晶界(PAGBs)與馬氏體板條邊界析出,這些碳化物發揮了強大的晶界釘紮效應,有效阻礙了高溫下的晶界滑動(Grain Boundary Sliding)與亞晶界遷移6。再者,極為細小的 MX 型碳氮化物(尺寸通常小於 50 nm)彌散分佈於板條內部,憑藉其極高的熱力學穩定性,成為阻擋高溫位錯攀移(Dislocation Climb)與滑移的最前線屏障12。
三、 銲接熱影響區 (HAZ) 之微觀組織演化與 Type IV 潛變失效機制
當 P91/P92 鋼管件進行電弧銲接(如 GTAW, SMAW 或 SAW)時,銲道周邊的母材會經歷極其劇烈的非平衡加熱與冷卻熱循環。由於距離熔合線(Fusion Line)的遠近不同,材料經歷的峰值溫度(Peak Temperature, Tp)呈現陡峭的幾何梯度,從而在母材中創造出多個冶金特徵迥異的熱影響區(HAZ)亞區4。這種因銲接而生的微觀不均勻性,正是日後引發 Type IV 潛變破裂的根本物理來源。
基於相變溫度的不同,HAZ 可細分為三個主要區域:粗晶熱影響區(CGHAZ)、細晶熱影響區(FGHAZ)以及臨界熱影響區(ICHAZ)。粗晶熱影響區(CGHAZ)緊鄰熔合線,其經歷的峰值溫度遠高於上臨界溫度(AC3,約 900°C-940°C)。在此極端高溫下,原本作為晶界釘紮劑的M23C6 與 MX 析出物幾乎完全溶解進入沃斯田鐵基體中,失去釘紮效應的原奧氏體晶粒發生了顯著的粗化。快速冷卻後,該區域形成高碳過飽和的未回火馬氏體,在隨後的銲後熱處理(PWHT)中會重新析出密集的碳化物。通常,CGHAZ 展現出整個接頭中最高的硬度與相對優異的短時潛變強度4。
相對於此,細晶熱影響區(FGHAZ)經歷的峰值溫度僅略高於AC3。在此狹窄的溫度區間內,沃斯田鐵相變剛剛完成,但由於溫度不夠高且高溫停留時間極短,大量富 V、Nb 的 MX 碳氮化物與部分粗大的M23C6 未能完全溶解。這些未溶解的難熔質點強烈限制了新生成奧氏體晶粒的生長邊界,導致冷卻後形成極為細小且密集的等軸晶結構(Grain Refinement)4。而臨界熱影響區(ICHAZ)經歷的峰值溫度則落於下臨界溫度(AC1,約 800°C-830°C)與AC3 之間。此區域處於 α-鐵素體與 γ-沃斯田鐵的兩相共存區,部分材料發生相變而部分保留原狀,承受了最為嚴重的「過回火(Over-tempering)」效應。原有的馬氏體板條結構在此區域發生局部的回覆與多邊形化(Polygonization),碳化物異常粗化且分佈極度不均勻,導致該區在 PWHT 後硬度降至最低12。
在超過 100,000 小時的高溫(600°C-650°C)且相對低應力的長期服役環境中,FGHAZ 與 ICHAZ 無可避免地成為整個銲接接頭中最為脆弱的「阿基里斯之腱」,引發致命的 Type IV 裂紋1。Type IV 破裂的本質是一種由微觀組織漸進性崩潰所主導的脆性沿晶斷裂(Intergranular Fracture),其核心物理演化機制可歸納為以下三個相互關聯的維度。
首先是M23C6 碳化物的加速溶解與粗化。由於 FGHAZ 內晶粒極度細小,晶界總面積大幅增加,而高溫下溶質原子的晶界擴散(Grain Boundary Diffusion)速率遠高於晶格體擴散。 M23C6粒子在長時潛變中不可避免地發生奧斯華熟化(Ostwald Ripening),較小的粒子溶解以供給較大粒子的生長。一旦失去M23C6 的釘紮保護,馬氏體板條界迅速吸收過剩的位錯並發生靜態回覆(Static Recovery),板條寬度顯著增加,最終轉變為潛變抗力極低的等軸鐵素體網絡12。
其次,是金屬間化合物 Laves 相(Fe2W 或Fe2MO)的異常析出與粗化。特別是在以鎢強化為主的 P92 鋼中,Laves 相的析出在服役初期雖能透過阻礙位錯運動提供短暫的析出強化,但其在 600°C 以上的環境中具有極高的粗化速率1。當 Laves 相顆粒在晶界或三叉晶界(Triple Junctions)處長大並突破 1 μm 的臨界尺寸時,不僅會大量消耗基體中的固溶強化元素(Mo、W)導致基體軟化,其巨大且硬脆的本體與柔軟鐵素體基體之間的界面更會形成嚴重的局部應力集中(Stress Concentration Sites)。這些界面完美地充當了潛變空洞(Creep Cavities)萌生的幾何位置1。
最後,是 Z-相(Cr(V,Nb)N)的相變侵蝕。在長時熱暴露(超過 30,000 小時)下,原本高穩定性的 MX 相會逐漸被熱力學上更穩定的 Z 相所吞噬。Z 相的粗大化直接剝奪了微觀組織中最關鍵的亞晶界位錯釘紮力,引發潛變強度的斷崖式下降(Breakdown of Creep Strength)1。微觀潛變空洞在粗大的 Laves 相與M23C6 粒子周圍成核後,由於 FGHAZ 的晶粒極為細小,空洞極易沿著密集的晶界發生串連(Cavity Coalescence)。研究透過 Sinh 潛變空洞生長模型(Sinh Equation-based Cavitation Model)進行約束與非約束模擬,證實這種空洞的擴展會導致材料在幾乎沒有巨觀塑性變形(極低延展性)的狀態下,引發致命的 Type IV 裂紋擴展與管線破裂1。基於 Larson-Miller 參數(LMP)的外插評估更殘酷地指出,發生組織劣化的 P91 管線,其 100,000 小時的預期破斷強度可能從標準的 90 MPa 跌落,潛變壽命縮短高達兩個數量級(例如從 100,000 小時銳減至 20,000 小時內)3。
四、 彎管冷作形變對微觀組織之破壞與位錯動力學效應
在電廠管線的預製過程中,將 P91/P92 直管透過冷彎成形(如旋轉拉彎 Rotary Draw Bending 或滾彎 Roll Bending)以配合複雜的 3D 空間佈局是一項標準的工業操作。為了克服薄壁或極小半徑(如 1.5D 或 3D 半徑)彎曲時的管壁塌陷,冷作加工會在管材的引伸側(Extrados)與壓縮側(Intrados)引入巨大的塑性變形5。然而,若管端(即將進行現場銲接的區域)保留了高水準的冷作殘餘應變,將在後續的銲接熱循環與高溫服役中引發災難性的協同破壞效應12。
室溫下的冷彎加工因缺乏足夠的熱激活能,無法啟動位錯攀移與動態回覆。多晶體材料內不同取向的馬氏體板條束與原奧氏體晶粒在承受外力時會產生嚴重的非均勻塑性形變。為了協調這些形變梯度並維持晶格的連續性,大量的「幾何必須位錯(Geometrically Necessary Dislocations, GNDs)」會在晶界、相界及板條界處迅速堆積,形成密集的位錯纏結網絡12。研究指出,當管材外彎側的等效冷塑性應變達到 8% 至 20% 時,內部位錯密度會呈非線性指數級激增,材料急遽加工硬化,展現出極高的殘餘應力與類似陶瓷的脆性特徵12。
冷作應變對 Type IV 潛變失效最具破壞性的物理影響,在於高密度 GND 網絡所引發的「管擴散(Pipe Diffusion)」動力學效應12。在後續的高溫服役或銲接熱循環中,這些密集的 GND 位錯核心(Dislocation Cores)成為了碳(C)、鉻(Cr)、鎢(W)與鉬(Mo)等溶質原子擴散的「短路通道(Short-circuit Channels)」12。碳原子沿著位錯管核心移動的擴散速率,可達常規晶格體擴散(Lattice Diffusion)的數個數量級之上2。
這種高速的短路擴散對微觀組織的穩定性產生了毀滅性的打擊。首先是加速碳化物的溶解;碳原子沿位錯網絡的快速流失,打破了局部區域M23C6 碳化物與基體間的熱力學平衡,迫使這些原本起到關鍵釘紮作用的碳化物以前所未有的速度發生溶解,導致 FGHAZ 區域迅速軟化8。其次,是 Laves 相的爆發性生長;碳的大量流失使得原本被束縛在碳化物晶格內的 Mo 和 W 原子被釋放,導致局部區域這些元素的過飽和度驟升。同時,密集的位錯網絡同樣為大原子半徑的 W 和 Mo 提供了輔助的短路擴散通道,這使得硬脆的 Laves 相在冷彎誘導的晶界上異常成核,並在僅僅數百小時的服役時間內即粗化至突破 1 μm 以上12。
量化研究殘酷地證實了這一微觀崩潰的宏觀後果:相較於無初始應變的狀態,帶有 10% 初始冷作應變的 P91/P92 試件,其高溫蠕變破斷壽命暴跌逾 66%;而承受 20% 應變的極端試件,其潛變壽命衰減更將近 88%12。這清楚地表明,冷作應變與銲接 HAZ 細晶區的不穩定性一旦疊加,將使原本設計壽命達 100,000 小時的組件,在極短的時間內即爆發 Type IV 災難性斷裂3。
五、 彎後熱處理 (PBHT) 與銲後熱處理 (PWHT) 之最佳化策略
為修復冷彎巨量塑性變形與融合銲接對 P91/P92 微觀組織造成的雙重破壞,ASME B31.1 (Power Piping) 及 ASME Section I 規範制定了極為嚴格的成形後熱處理(PBHT)與銲後熱處理(PWHT)準則6。其核心決策邏輯在於:根據冷作應變量的大小以及管線的設計運轉溫度,選擇進行次臨界回火(Subcritical Tempering)或是徹底的全面正常化與回火(Normalizing & Tempering, N&T)。
5.1 次臨界回火 (Subcritical Tempering) 的物理機制與侷限性
次臨界熱處理通常在材料的AC1 下臨界溫度以下進行(對於 P91/P92 通常設定在 730°C 至 760°C 之間)。根據現行 ASME 規範的彈性規定,若冷彎產生的外徑纖維應變小於 20%,且運轉溫度低於特定極限值(如 1115°F 或 600°C),製造商得合法採用次臨界的應力消除熱處理6。次臨界處理的優勢在於其操作風險較低,能有效規避大型預製管段在高溫奧氏體化過程中的重力塌陷與幾何變形風險。
然而,最新的高解析度冶金研究深刻地指出,對於未來需要進行現場同質或異質銲接的彎管「管端」區域,次臨界熱處理存在著致命的冶金侷限性。次臨界回火的主要物理機制僅限於釋放巨觀殘餘應力(Stress Relief)以及透過促使碳化物的適度粗化來降低整體硬度12。它絕對無法提供足夠的熱力學激活能來殲滅因冷彎加工所產生的高密度 GND 網絡,也無法修正 FGHAZ/ICHAZ 內極度不均勻的晶粒尺寸與溶解的析出物相30。這意味著,即使經過了合規的次臨界 PBHT,管端內部那層密密麻麻的位錯「短路擴散」通道依舊完好存在。當該區域在現場進行銲接並投入高溫服役後,這些位錯通道仍會無情地加速碳的流失與 Laves 相的粗化,Type IV 裂紋的定時炸彈並未被拆除。
5.2 全面正常化與回火 (N&T) 之微觀組織重置
為徹底消除隱患,對於冷彎應變大於 20% 的管段(學術界基於安全考量,強烈呼籲對於「涉銲區」,只要應變大於 8% 即應納入此範疇),規範強制要求進行全面的 N&T 熱處理6。N&T 是對 P91/P92 鋼進行「微觀組織徹底重置(Microstructural Reset)」的唯一有效冶金手段6。
其第一階段為正常化(Normalizing):將管材加熱至 1040°C 至 1060°C 的單相奧氏體區並進行深度保溫。在此極端高溫下,先前的晶界與亞晶界完全解體,冷彎引入的高密度位錯網絡被徹底消滅(Annihilation)。同時,除了少部分熱力學極度穩定的 MX 相外,所有粗大且分佈不均的碳化物全部重新溶解入基體中,實現了合金元素的完美均質化分佈6。隨後,依據 CCT 曲線,必須以大於 200°C/h 的速率進行冷卻(通常為強制空冷),促使奧氏體發生無擴散相變,轉變為高硬度的新鮮板條馬氏體16。
第二階段為回火(Tempering):在確認材料完全冷卻並完成馬氏體轉變後,再次將管材加熱至 730°C 至 770°C 進行回火。此步驟能釋放馬氏體相變產生的內應力,並促使M23C6 在新的 PAGBs 上均勻且微細地重新析出,同時驅動 MX 粒子在板條內密集分佈。透過這一完整的 N&T 循環,完美重建了 CSEF 鋼應有的階層式潛變強化微觀結構,徹底消除了冷彎加工帶來的潛在破壞12。
對於在服役中已發生微觀組織劣化(如熱老化 Thermal Ageing)的 P92 鋼材,文獻亦指出,透過實施特定條件的短時活化熱處理(Rejuvenation Heat Treatment,如在 740°C 下短時退火 1 小時並快速水淬),能促使粗大的 Laves 相部分溶解並重塑析出物分佈,從而將劣化的衝擊韌性完全恢復至初始 N&T 狀態,這進一步證實了精準熱處理對微觀組織修復的巨大潛力45。
5.3 相變溫度 (AC1, AC3) 與合金元素 (Ni+Mn) 的嚴格限制
在執行 PBHT 或 PWHT 時,回火溫度的上限設定是一項極具風險且不容妥協的冶金操作。P91 的理論 AC1溫度約為 820°C 至 830°C,而 P92 因鎢的加入,其AC1 略低,約在 800°C 至 820°C 左右3。然而,在實際工業鋼管或銲材的熔煉中,不可避免地會混入微量的沃斯田鐵穩定元素,特別是鎳(Ni)與錳(Mn)。這兩種元素的總和會強烈且非線性地壓抑AC1 相變溫度6。
為防止熱處理過溫,ASME B31.1 規範對此做出了極其嚴苛的限制矩陣:
| 母材或銲縫金屬中 (Ni+Mn) 總含量 | ASME 規範允許之最高 PBHT/PWHT 溫度限制 |
| ≦ 1.0% | 790°C (1454°F) |
| > 1.0 且 ≦ 1.2% | 780°C (1436°F) |
| > 1.2 且 ≦ 1.5% | 760°C (1400°F),且規範強烈建議必須低於實際量測之AC1 溫度至少10°C |
跨臨界加熱(Intercritical Heating)的災難性後果:若現場熱處理的溫控失準,導致實際溫度超過了受 Ni+Mn 壓抑後的AC1 溫度,材料將進入α+γ 跨臨界兩相區。此時,部分回火馬氏體會逆向轉變為富碳的奧氏體。當保溫結束材料冷卻至室溫時,這些新生的奧氏體會轉變為未回火的新鮮馬氏體(Untempered Fresh Martensite)。這種高硬度的脆性相不僅導致局部硬度異常飆高(甚至高於 400 HV),極易誘發應力腐蝕破裂(SCC),更會徹底摧毀材料的潛變壽命,使其退化至與低階 P9 鋼相當的低劣水準36。
5.4 馬氏體轉變終止溫度 (Mf) 的絕對控制
另一個常被現場施工忽略卻極其致命的細節,在於實施 N&T 的正常化冷卻階段,或是銲接完成準備進行 PWHT/PBHT 之前,管材必須完全冷卻至馬氏體轉變終止溫度(Mf)以下。P91 的Mf 理論值約為 96°C,因此工業最佳實踐強烈要求降至 90°C 以下甚至室溫6。 若未確保材料溫度降至Mf 以下即匆忙啟動後續的回火升溫程序,基體內部將殘留一定比例的「殘留奧氏體(Retained Austenite)」。這些奧氏體在隨後的高溫回火階段不會發生任何冶金變化,卻會在回火結束後的最終冷卻過程中,相變為致命的未回火馬氏體,導致銲道或彎管區域在熱處理後硬度依然超標,完全喪失了 PWHT/PBHT 的意義6。
六、 中小管徑厚壁管之中頻感應熱處理 (IH-PBHT) 工程控制實務
面對 USC 機組中中小管徑、極端厚壁(例如公稱管徑落於 3 英吋至 10 英吋之間,但壁厚達到 XXS 甚至更厚規格,如 3″ XXS 或 4″ XXS49)的 P91/P92 高壓主蒸氣與再熱蒸氣管線,採用傳統的遠紅外線電阻加熱毯(Ceramic Pad Heaters)往往難以保證金屬體積在徑向(內外徑)與軸向溫度的絕對均勻性6。特別是中小管徑厚壁管的徑厚比極小(低 D/T 比),其內部熱傳導與散失動態與大管徑截然不同,極易引發難以消除的熱應力。因此,運用電磁感應原理的中頻感應加熱(Intermediate Frequency Induction Heating, IH-PBHT)成為現場或工廠處理此類極端厚壁管的首選技術35。
然而,IH-PBHT 的參數設定需要高度的電磁學與熱力學耦合考量,針對中小管徑必須進行特殊優化,絕非套用常規參數即可: 首先是頻率控制與集膚效應(Skin Effect)的最佳化。高頻電磁波會導致能量過度集中於管材極薄的外表面,造成嚴重的徑向溫度梯度。針對中小管徑厚壁 CSEF 鋼管,必須將交流設備的頻率大幅調降至中頻範圍(通常小於 1-2 kHz,甚至在某些極端厚壁情況下採用 60 Hz 級別)。較低的頻率能顯著增加電磁波的透入深度(Penetration Depth),使熱源(Eddy Currents)能在管壁深層甚至直達狹窄的內徑處產生,確保管材內徑(ID)與外徑(OD)在加熱過程中的溫差被嚴格壓縮在 ±10°C的安全裕度內6。
其次是線圈幾何配置與保溫策略。為了確保軸向溫度的平緩過渡並適應較小的外徑幾何,必須增加感應電纜的纏繞圈數(如 16 圈以上),並適度放寬線圈間距以擴大加熱帶。同時,必須在感應線圈外圍覆蓋極寬(寬度必須遠大於實際加熱區)的高密度矽酸鋁陶瓷纖維保溫毯,迫使表面產生的熱量穩定地向管壁內部傳導。更關鍵的是,由於中小管徑內部的煙囪效應流速可能更快,必須嚴密封閉管件的兩側開口,徹底阻斷管內空氣對流,防止內徑熱量被帶走43。
最後是精確的熱力學監控。由於中小管徑內部空間狹小,通常難以在內部深處安裝熱電偶,必須在管壁外表面及開口端內表面直接透過電容放電銲接(Capacitor Discharge Welding)固定高精度熱電偶,結合熱力學模型精準推算升溫率、保溫溫度(Soaking Temperature)與降溫率。對於 P91/P92 材質,為了避免在厚壁內產生導致微裂紋的二次熱應力,升溫與降溫速率必須被嚴格控制在60°C/h 至100°C/h 之間6。
七、 異質銲接接頭 (DMW) 中碳遷移之協同效應與深度防護
在先進 USC 機組的設計中,由於不同鍋爐區段的運轉溫度與腐蝕/氧化環境差異巨大,工程上無可避免地需要將 P91/P92 等鐵素體/馬氏體鋼與高溫耐蝕性更佳的奧氏體不銹鋼(如 AISI 304H, 316L, Super 304H)或鎳基超合金進行異質金屬銲接(Dissimilar Metal Welding, DMW)12。這種異質金屬的結合,若發生在已經歷過冷彎變形的管端,將會引發比同質銲接更為棘手且致命的冶金挑戰——宏觀熱應力與微觀碳遷移(Carbon Migration)的雙重打擊12。
7.1 宏觀熱膨脹不匹配與微觀上坡擴散 (Uphill Diffusion)
在宏觀力學層面,異質銲接接頭的兩側母材存在巨大的熱膨脹係數(Coefficient of Thermal Expansion, CTE)差異。奧氏體不銹鋼的 CTE(約 18.5 μm/m/K)遠大於鐵素體鋼(約 12.6 μm/m/K)53。這種不匹配在電廠頻繁的啟停熱循環中,會在熔合線與 HAZ 區域產生巨大的交變熱剪應力,為微裂紋的萌生提供了強大的力學驅動力。
在微觀冶金層面,界面兩側存在著巨大的晶體結構(BCC/BCT 鐵素體 vs. FCC 奧氏體)與合金元素(特別是鉻 Cr 和鎳 Ni)濃度差異。這種差異導致了兩側的「碳化學勢(Carbon Chemical Potential 或 Carbon Activity)」出現了極其陡峭的梯度12。熱力學定律指出,原子擴散的真正驅動力並非濃度梯度,而是化學勢梯度。儘管 P91/P92 鋼側的碳濃度(~0.10 wt%)可能低於或等同於奧氏體銲縫金屬,但由於其碳活度遠高於奧氏體側,在高溫環境下(無論是在 PWHT 還是長期的 600°C 服役期間),碳原子會發生違反直覺的「上坡擴散(Uphill Diffusion)」,從 P91/P92 母材跨越熔合線,源源不絕地遷移至奧氏體/鎳基銲縫中12。
7.2 脫碳層 (CDZ) 的形成與 Type IV 裂紋的指數級惡化
碳遷移的直接毀滅性結果,是在 P91/P92 一側緊鄰熔合線的熱影響區內形成了一層極度脆弱的「脫碳層(Carbon-Depleted Zone, CDZ)」,而在銲縫側則相應形成硬化且脆性的「增碳層(Carbon-Enriched Zone, CEZ)」8。
脫碳層的出現對 P91/P92 鋼的抗潛變能力是致命的。CDZ 內的碳濃度急遽下降,直接打破了 M23C6碳化物與金屬基體間的熱力學平衡,導致原本佈滿晶界、起到關鍵釘紮作用的碳化物發生大規模溶解32。這與 FGHAZ/ICHAZ 本身的晶粒細化與過回火效應相互疊加,造成該區域極度軟化,徹底喪失了析出強化與晶界強化機制。
更為險惡的是,若該異質接頭的管端在銲接前經歷了冷彎變形且未經 N&T 徹底消除應變,高密度的 GNDs 網絡將充當碳原子的「管擴散」高速通道41。這種短路擴散通道與介面極高的碳化學勢梯度形成了極度強烈的協同作用,呈指數級加速了碳的流失與 CDZ 的向內擴展速度。在 CTE 不匹配所產生的巨大熱應力持續拉扯下,這個軟化的脫碳區極易成為蠕變空洞的發源地,促使 Type IV 裂紋以難以預測的速度爆發擴展,導致接頭在遠低於設計壽命的時間內斷裂55。
7.3 碳遷移的防治策略與過渡層 (Buffer Layers) 應用
為減緩異質銲接處的碳遷移危害,工業界透過大量失敗教訓與實驗室驗證,強烈建議絕對避免直接使用奧氏體不銹鋼銲材(如 ER309)接合 P91/P92 與不銹鋼管件。當前公認的最佳實踐是採用特定成分的鎳基超合金(Ni-based alloys,如 Inconel 82, 182, 617 或 625)作為隔離銲材,或在鐵素體鋼側實施多層預敷銲(Buttering Layer)30。
鎳基合金的高鎳含量發揮了雙重防護作用:首先,鎳元素能顯著降低碳在晶格中的擴散係數,如同在介面建立了一道動力學的減速牆;其次,鎳基合金的碳化學勢與 P91 較為接近,大幅削弱了熱力學上的上坡擴散驅動力28。最新研究進一步指出,在 IN625 預敷層與 P91 之間再加入一層純鎳(Ni-1 buffer layer)作為中間緩衝層,能更徹底地抑制碳遷移,完全防止 CDZ 與 CEZ 的形成,並使 P91 熱影響區的衝擊韌性在 PWHT 後顯著提升達 14% 28。這種複合過渡層設計,能同時吸收部分 CTE 差異產生的熱剪應力,是目前延長管線 DMW 系統服役壽命的最有效工程策略。
八、 結論與工程建議
彎管末端與電銲接合處的 Type IV 潛變失效,是當前超臨界與超超臨界(USC)發電機組 P91/P92 鋼管線系統中最難以預測且最具破壞性的完整性威脅。本研究深度剖析了冷彎變形誘導的高密度幾何必須位錯網絡(GNDs)、銲接熱影響區(FGHAZ/ICHAZ)的微觀熱力學不穩定性、以管擴散(Pipe Diffusion)為主導的碳遷移動力學,以及 Laves 相異常粗化與 Z 相侵蝕之間的複雜物理冶金交互作用。
基於上述深度冶金力學與熱力學分析,為達成微觀組織與高溫性能的極致最佳化,提出以下具體工程操作與規範建議:
- 摒棄次臨界回火的僥倖心理,重塑冷彎容許極限:對於冷作應變量超過 8%(而非傳統規範寬鬆的 20%)的管端涉銲區域,傳統的次臨界 PWHT/PBHT 僅能消除巨觀應力,完全無法修復充當碳與合金元素擴散短路通道的位錯網絡。必須強制執行全面正常化與回火(N&T),藉由高溫奧氏體相變徹底重置微觀晶格,殲滅 GNDs,重建均勻的回火馬氏體與奈米析出物網絡,從根本上拔除 Type IV 裂紋的溫床。
- 極致嚴控相變邊界溫度 (AC1,Mf):在執行現場 PBHT/PWHT 時,必須精準查驗母材與銲材的 Ni+Mn 實際化學成分。若 Ni+Mn 偏高(>1.0%),回火溫度的設計上限必須嚴格依據規範下調,絕不可跨越受壓抑的AC1 溫度而進入跨臨界區。同時,在正常化冷卻階段或銲接結束後,務必確保厚壁管的內外徑皆確實降溫至馬氏體轉變終止溫度(Mf,即 < 90°C)以下再進行回火,徹底杜絕殘留奧氏體轉變為脆性未回火馬氏體的致命危害。
- 精細化 IH-PBHT 加熱參數控制:針對中小管徑厚壁高壓管線,應全面採用中低頻(< 2kHz 或 60Hz)感應加熱設備,搭配超寬幅保溫層、多圈線圈配置與兩端嚴密封堵策略,以物理手段克服電磁集膚效應與小內徑帶來的煙囪效應。確保徑向與軸向溫度的絕對均勻(ΔT < ±10°C),並將升降溫速率嚴控於60~100°C/h,避免熱處理過程中引入無法消除的二次熱應力。
- 異質接頭 (DMW) 的強制隔離防護:若 P91/P92 管端需與奧氏體不銹鋼接合,嚴禁直接銲接。必須強制採用高鎳合金(如 IN617/625 或複合 Ni-1 緩衝層)作為隔離銲材或實施預敷銲(Buttering)。這能從熱力學(降低化學勢梯度)與動力學(降低擴散係數)雙重層面阻斷碳的上坡遷移,徹底防止脫碳層(CDZ)的形成與 Type IV 裂紋的惡化。
透過對底層冶金物理機制的深刻認識,並嚴格執行上述高度精細化的製造與熱處理規範,方能有效確保 P91/P92 等 CSEF 鋼在極端高溫環境下的長期潛變強度,從而保障現代高效率 USC 發電廠的長效運轉安全與經濟效益。
參考文獻
- Type IV cracking and creep damage evolution of P92 steel weldment after long-team service, https://www.researchgate.net/publication/407094756_Type_IV_cracking_and_creep_damage_evolution_of_P92_steel_weldment_after_long-team_service
- Effect of Sigma Phase on Fracture Behavior of Steels and Weld Joints of Components in Power Industry Working at Supercritical Conditions | IntechOpen, https://www.intechopen.com/chapters/57563
- 2025 版ASME鍋爐與壓力容器規範及B31 系列重大修訂:專業管線工程之微觀冶金, https://yz-pipe-bending.com.tw/2025-%E7%89%88-asme%E9%8D%8B%E7%88%90%E8%88%87%E5%A3%93%E5%8A%9B%E5%AE%B9%E5%99%A8%E8%A6%8F%E7%AF%84%E5%8F%8A-b31-%E7%B3%BB%E5%88%97%E9%87%8D%E5%A4%A7%E4%BF%AE%E8%A8%82%EF%BC%9A%E5%B0%88%E6%A5%AD/
- Type IV cracking in ferritic power plant steels – Phase Transformations and Complex Properties, https://www.phase-trans.msm.cam.ac.uk/2006/MST7520.pdf
- P92 X10CrWMoVNb9-2 – PCC Energy Group, https://www.pccenergy.com/documents/onshore/p92.pdf
- 基於ASME B31.1 規範探討P91 鋼管極端冷彎後中頻感應熱處理(IH-PBHT)的製程優化與全流程微觀/巨觀質量控制及其實務應用評估(Optimization of Intermediate Frequency Induction Post-Bending Heat Treatment (IH-PBHT) for P91 Steel Pipes After Extreme Cold Bending and Full-Process Micro/Macro Quality Control Based on ASME B31.1 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E5%9F%BA%E6%96%BC-asme-b31-1-%E8%A6%8F%E7%AF%84%E6%8E%A2%E8%A8%8E-p91-%E9%8B%BC%E7%AE%A1%E6%A5%B5%E7%AB%AF%E5%86%B7%E5%BD%8E%E5%BE%8C%E4%B8%AD%E9%A0%BB%E6%84%9F%E6%87%89%E7%86%B1%E8%99%95%E7%90%86/
- Microstructural Evolution During Long Term Creep Tests of 9%Cr Steel Grades, https://www.researchgate.net/publication/267484571_Microstructural_Evolution_During_Long_Term_Creep_Tests_of_9Cr_Steel_Grades
- FABRICATION & PROCESSING OF GRADE 91 MATERIAL – Indian Institute of Metals, Tiruchy, http://www.iimtiruchy.org/pdf/FAB%2091%20Final.pdf
- 先進燃氣複循環機組P91 高溫蒸汽管線銲口減量策略與數位化實證 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E5%85%88%E9%80%B2%E7%87%83%E6%B0%A3%E8%A4%87%E5%BE%AA%E7%92%B0%E6%A9%9F%E7%B5%84-p91-%E9%AB%98%E6%BA%AB%E8%92%B8%E6%B1%BD%E7%AE%A1%E7%B7%9A%E9%8A%B2%E5%8F%A3%E6%B8%9B%E9%87%8F%E7%AD%96%E7%95%A5/
- Type IV Cracking of Weldments in Enhanced Ferritic Steels – TWI, https://www.twi-global.com/technical-knowledge/published-papers/review-of-type-iv-cracking-of-weldments-in-9-12cr-creep-strength-enhanced-ferritic-steels/
- Type IV creep failure in P92 steel weld joint – INIS-IAEA, https://inis.iaea.org/records/9xxgj-b8w16
- 探討冷彎誘導位錯密度對P91/P92 異質銲接接頭高溫碳遷移行為與IV 型裂紋敏感性之影響 … – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E6%8E%A2%E8%A8%8E%E5%86%B7%E5%BD%8E%E8%AA%98%E5%B0%8E%E4%BD%8D%E9%8C%AF%E5%AF%86%E5%BA%A6%E5%B0%8D-p91-p92-%E7%95%B0%E8%B3%AA%E9%8A%B2%E6%8E%A5%E6%8E%A5%E9%A0%AD%E9%AB%98%E6%BA%AB%E7%A2%B3%E9%81%B7/
- (PDF) Microstructure and properties degradation of P/T 91, 92 steels weldments in creep conditions – ResearchGate, https://www.researchgate.net/publication/265793568_Microstructure_and_properties_degradation_of_PT_91_92_steels_weldments_in_creep_conditions
- 極高溫(650°C)P92蒸氣管線多彎少銲之冷作彎管可行性評估 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E6%A5%B5%E9%AB%98%E6%BA%AB%EF%BC%88650c%EF%BC%89p92%E8%92%B8%E6%B0%A3%E7%AE%A1%E7%B7%9A%E5%A4%9A%E5%BD%8E%E5%B0%91%E9%8A%B2%E4%B9%8B%E5%86%B7%E4%BD%9C%E5%BD%8E%E7%AE%A1%E5%8F%AF%E8%A1%8C/
- P91 vs P92: Composition, Heat Treatment, Properties & Applications Exp – Metal Zenith, https://metalzenith.com/blogs/steel-compare/p91-vs-p92-v2
- Microstructure and Mechanical Properties of P91 Steel during Heat Treatment: The Effect of the Cooling Speed during the Normalization Stage | Request PDF – ResearchGate, https://www.researchgate.net/publication/349444081_Microstructure_and_Mechanical_Properties_of_P91_Steel_during_Heat_Treatment_The_Effect_of_the_Cooling_Speed_during_the_Normalization_Stage
- Comparative study of 9% Cr martensitic-ferritic steels using differential scanning calorimetry, https://www.academia.edu/30083592/Comparative_study_of_9_Cr_martensitic_ferritic_steels_using_differential_scanning_calorimetry
- FABRICATION AND WELDABILITY OF GRADE 23 TUBING AND PIPING A. Poli, S. Caminada – TenarisDalmine, Dalmine, Italy C. Rosellini – – Phase Transformations and Complex Properties, https://www.phase-trans.msm.cam.ac.uk/2005/LINK/68.pdf
- Fabrication of Grade 91/92 Tubes | PDF | Heat Treating | Strength Of Materials – Scribd, https://www.scribd.com/presentation/323996206/Gr9192-Forming-Reqt-Mr-RaviKumar-Worked
- P91 Normalization and Tempering Guide | PDF | Heat Treating | Steel – Scribd, https://www.scribd.com/document/323997387/Normalization-and-Temper-Heat-Treatment-on-P91
- Evolution of dislocation density, size of subgrains and MX-type precipitates in a P91 steel during creep and during thermal ageing at 600 °C for more than 100000 h – ResearchGate, https://www.researchgate.net/publication/44228512_Evolution_of_dislocation_density_size_of_subgrains_and_MX-type_precipitates_in_a_P91_steel_during_creep_and_during_thermal_ageing_at_600_C_for_more_than_100000_h
- Changes in Estimated Dislocation Density during Creep in Martensitic Heat-Resistant Steel, https://ccsenet.org/journal/index.php/jmsr/article/download/51906/28072
- Review of creep deformation and rupture mechanism of P91 alloy for the development of creep damage constitutive equations under – SciSpace, https://scispace.com/pdf/review-of-creep-deformation-and-rupture-mechanism-of-p91-4hsti1kc18.pdf
- A comparative study of two nuclear steel grades welded joints, https://www.imim.pl/files/archiwum/Vol2_2020/10.pdf
- (a) teM microstructure of p92 steel, (b) teM image showing M 23 C 6 and… – ResearchGate, https://www.researchgate.net/figure/a-teM-microstructure-of-p92-steel-b-teM-image-showing-M-23-C-6-and-MX-precipitate_fig11_319639598
- Weld strength reduction in modern tempered martensitic 9 % Chromium creep resistant steels | Request PDF – ResearchGate, https://www.researchgate.net/publication/324694199_Weld_strength_reduction_in_modern_tempered_martensitic_9_Chromium_creep_resistant_steels
- History, Developments and Trends in the Heat Treatment of Steel – MDPI, https://mdpi-res.com/bookfiles/book/3433/History_Developments_and_Trends_in_the_Heat_Treatment_of_Steel.pdf?v=1774832641
- Microstructure and mechanical property relationship for different heat treatment and hydrogen level in multi-pass welded P91 steel joint | Request PDF – ResearchGate, https://www.researchgate.net/publication/317658313_Microstructure_and_mechanical_property_relationship_for_different_heat_treatment_and_hydrogen_level_in_multi-pass_welded_P91_steel_joint
- Effect of tempering temperature on the stress rupture properties of Grade 92 steel | Request PDF – ResearchGate, https://www.researchgate.net/publication/279272249_Effect_of_tempering_temperature_on_the_stress_rupture_properties_of_Grade_92_steel
- Influence of welding process on Type IV cracking behavior of P91 steel – ResearchGate, https://www.researchgate.net/publication/263930735_Influence_of_welding_process_on_Type_IV_cracking_behavior_of_P91_steel
- 依據ASME 2026 規範探討P-No. 15E (P91/P92) 潛變強化鋼種銲接與, https://yz-pipe-bending.com.tw/%E4%BE%9D%E6%93%9A-asme-2026-%E8%A6%8F%E7%AF%84%E6%8E%A2%E8%A8%8E-p-no-15e-p91-p92-%E6%BD%9B%E8%AE%8A%E5%BC%B7%E5%8C%96%E9%8B%BC%E7%A8%AE-%E9%8A%B2%E6%8E%A5%E8%88%87%E5%86%B7%E5%BD%8E%E4%B9%8B/
- Improving creep strength of the fine-grained heat-affected zone of novel 9Cr martensitic heat-resistant steel via modified, http://ijmmm.ustb.edu.cn/cn/article/pdf/preview/10.1007/s12613-023-2760-0.pdf
- Long-term microstructural degradation and creep strength in Gr.91 steel – ResearchGate, https://www.researchgate.net/publication/251608462_Long-term_microstructural_degradation_and_creep_strength_in_Gr91_steel
- Creep rupture behavior of Grade 91 steel | Request PDF – ResearchGate, https://www.researchgate.net/publication/257339705_Creep_rupture_behavior_of_Grade_91_steel
- Induction Pipe Bending – Make Piping Easy, https://makepipingeasy.com/induction-pipe-bending/
- P91 vs. P22: The ‘Ceramic’ Trade-Off in High-Pressure Steam Piping, https://www.zc-pipe.com/P91-vs-P22-The-Ceramic-Trade-Off-in-High-Pressure-Steam-Piping-id46006075.html
- delta ferrite content: Topics by Science.gov, https://www.science.gov/topicpages/d/delta+ferrite+content
- Effect of Mo and W on the Phase Stability of Precipitates in Low Cr Heat Resistant Steels., https://www.researchgate.net/publication/250159977_Effect_of_Mo_and_W_on_the_Phase_Stability_of_Precipitates_in_Low_Cr_Heat_Resistant_Steels
- Vallorec P91 BOOK | PDF | Pipe (Fluid Conveyance) | Heat Treating – Scribd, https://www.scribd.com/document/430621945/Vallorec-P91-BOOK
- Post Bending Heat Treatment Procedure | PDF – Scribd, https://www.scribd.com/document/938922031/Doc-No-PA1-SSB-51357-00-Rev-0-PBHT-for-Tube-Bends
- Welding and PWHT of P91 Steels, https://cdn.ymaws.com/www.vma.org/resource/resmgr/2013_technical_seminar/d_1035am_bill_newell_revised.pdf
- Evolution of phases during tempering of P91 steel at 760 for varying tempering time and their effect on microstructure and mechanical properties – ResearchGate, https://www.researchgate.net/publication/304613449_Evolution_of_phases_during_tempering_of_P91_steel_at_760_for_varying_tempering_time_and_their_effect_on_microstructure_and_mechanical_properties
- An Overview of Welding Processes Influence on P91 Steel’s Mechanical Properties – Remedy Publications LLC, https://www.remedypublications.com/open-access/an-overview-of-welding-processes-influence-on-p91-steel39s-10162.pdf
- Thermomechanical Behavior of Advanced Manufactured Parts, Subcomponents, and Their Weldments for Gen3 CSP – Publications | NLR, https://docs.nlr.gov/docs/fy24osti/90336.pdf
- (PDF) The Effects of Various Conditions of Short-Term Rejuvenation Heat Treatment on Room-Temperature Mechanical Properties of Thermally Aged P92 Boiler Steel – ResearchGate, https://www.researchgate.net/publication/355248574_The_Effects_of_Various_Conditions_of_Short-Term_Rejuvenation_Heat_Treatment_on_Room-Temperature_Mechanical_Properties_of_Thermally_Aged_P92_Boiler_Steel
- The effect of simulated post weld heat treatment temperature overshoot on microstructural evolution in P91 and P92 power plant steels – Loughborough University Research Repository, https://repository.lboro.ac.uk/articles/conference_contribution/The_effect_of_simulated_post_weld_heat_treatment_temperature_overshoot_on_microstructural_evolution_in_P91_and_P92_power_plant_steels/9233750/1/files/16815221.pdf
- Creep-Strength Steel Code Issues | PDF | Heat Treating | Building Materials – Scribd, https://www.scribd.com/presentation/412094377/323994044-Cr-Mo-Issues-of-Concern-6-1-ppt
- Phase Transformation of P91 Steels upon Cooling after Short Term Overheating above Ac1 and Ac3 Temperature | Request PDF – ResearchGate, https://www.researchgate.net/publication/269379303_Phase_Transformation_of_P91_Steels_upon_Cooling_after_Short_Term_Overheating_above_Ac1_and_Ac3_Temperature
- 潁璋Cold Bending 園地 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/news/
- Thermomechanical Welding of Austenitic Stainless Steel – TU Graz Repository, https://repository.tugraz.at/publications/marc21/6qtmd-wbr31/files/75980.pdf?download=1
- CN102618713A – Heat treatment method for welding SA335-P91/P92 steel by ultra-supercritical coal-fired power plant – Google Patents, https://patents.google.com/patent/CN102618713A/en
- CN108176911A – A kind of P91 materials welding and heat treatment method – Google Patents, https://patents.google.com/patent/CN108176911A/en
- Microstructure and Tensile Properties of Dissimilar Weld Joint Between Alloy 800 and Buttered Grade 91 | Request PDF – ResearchGate, https://www.researchgate.net/publication/367329609_Microstructure_and_Tensile_Properties_of_Dissimilar_Weld_Joint_Between_Alloy_800_and_Buttered_Grade_91
- Creep behavior of dissimilar metal weld joints between P91 and AISI 304 – ResearchGate, https://www.researchgate.net/publication/313464311_Creep_behavior_of_dissimilar_metal_weld_joints_between_P91_and_AISI_304
- Influence of Extra Coarse Grains on the Creep Properties of 9 Percent CrMoV (P91) Steel Weldment – ResearchGate, https://www.researchgate.net/publication/200653168_Influence_of_Extra_Coarse_Grains_on_the_Creep_Properties_of_9_Percent_CrMoV_P91_Steel_Weldment
- Research – Engineering, https://www.engineering.org.cn/engi/EN/PDF/10.15302/J-ENG-2015031