
一、 摘要與研究引言
在現代化的大型複循環發電設施 (Combined Cycle Power Plant, CCPP) 與重型工業製程中,燃氣輪機 (Gas Turbine) 扮演著核心動力與能源轉換的關鍵角色。為了維持燃氣輪機系統的極限運轉效能與熱力學穩定性,其周邊必須配置極為複雜且綿密的附屬管線系統 (Auxiliary Piping Systems)。這些附屬管線系統涵蓋了高壓潤滑油管線、冷卻水迴路、高壓蒸汽引壓管、燃料氣體輸送管線以及測溫套管 (Thermowell) 系統等 1。與主蒸汽管線不同,附屬管線通常具有管徑較小 (Small Bore Piping)、幾何佈局複雜且懸臂質量大等特徵 3。更為嚴峻的是,這些管線長期處於高溫、高壓以及極端的高頻振動環境下,面臨著嚴苛的熱機械疲勞 (Thermo-Mechanical Fatigue, TMF) 與高週疲勞 (High-Cycle Fatigue, HCF) 雙重威脅 5。歷史事故數據庫與核能/化石燃料電廠的工業事故調查一致顯示,燃氣輪機附屬管線的無預警失效,絕大多數發生於管件的幾何不連續處,尤其是傳統的銲接接頭,諸如承插銲 (Socket Weld)、對銲彎頭 (Butt-Welded Elbow) 與加工三通 (Fabricated Tee) 等 3。
在現代計算固體力學與管線應力分析領域中,評估這些幾何不連續處疲勞壽命的核心數學參數為「應力密化係數」(Stress Intensification Factor, 簡稱 SIF 或 i -factor) 以及「柔性因子」(Flexibility Factor, 簡稱 k-factor) 10。過去逾半個世紀以來,國際主流的管線設計規範,包含 ASME B31.1 動力管線規範 (Power Piping) 與 ASME B31.3 製程管線規範 (Process Piping),主要依賴其附錄 D (Appendix D) 來決定 SIF 數值 11。然而,附錄 D 的理論演算法建立於 1950 年代 A.R.C. Markl 的基礎疲勞試驗之上,受限於當時的測試設備與運算能力,該理論存在著忽略大徑厚比 (D/T) 效應、未精確區分分支管線扭轉應力、以及無法在數學上有效解耦動態疲勞破壞與靜態塑性崩塌等嚴重理論缺陷 11。
隨著計算機輔助工程 (CAE) 與有限元素分析 (FEA) 技術的成熟,加上數十年間海量實體疲勞測試數據的累積,美國機械工程師學會 (ASME) 進行了一場深遠的法規典範轉移。在近年的最新版次中,ASME 全面且強制性地廢除 B31 規範體系中的附錄 D,並強制導入 ASME B31J《金屬管線元件的應力強度因子與柔性因子決定方法》作為唯一的計算標準 13。這一歷史性的變革對管線系統的設計裕度與應力評估產生了顛覆性的影響,特別是在高振動環境下的燃氣輪機附屬管線設計,許多過去被認定為安全的傳統銲接管件,在 B31J 的嚴格檢視下暴露出極高的疲勞失效風險 16。
本研究報告旨在深入且全面地探討 ASME B31J 規範之導入,對燃氣輪機附屬管線 SIF 計算所帶來的深層物理機制與數學演算法影響。同時,立基於現代非線性疲勞力學理論與材料微觀破壞特徵,本報告將詳盡剖析並比較「冷作彎管 (Cold-Bent Pipe)」與「傳統銲接配件 (Traditional Welded Fittings)」在高頻振動環境下的抗振疲勞效益。透過解析 B31J 演算法矩陣、流體誘發振動 (FIV) 機制、聲學誘發振動 (AIV) 頻譜特徵,以及高階合金鋼材 (如 P91) 的近代 S-N 疲勞曲線修正,為工程設計與工廠維護提供具備高度可靠性之決策依據。
二、 燃氣輪機附屬管線之振動動力學機制與疲勞破壞特徵
燃氣輪機附屬管線系統的破壞機制,在流體力學與固體力學的耦合下,極少是由單一靜態應力所造成,而是熱膨脹應力、內部壓力與動態振動交變應力的高度非線性疊加結果 5。在這些破壞因子中,振動誘發疲勞 (Vibration-Induced Fatigue) 是導致管線無預警洩漏、輻射性或易燃流體外洩,進而引發災難性斷裂與非計畫性停機的最主要元凶 7。
2.1 振動源流場分析:流體誘發振動 (FIV) 與旋渦脫落
在燃氣輪機的輔助系統中,流體誘發振動 (Flow-Induced Vibration, FIV) 是最常見的動態激振來源,通常屬於低至中頻的振動頻譜(小於 200 Hz)6。當高壓或高速的流體流經管線內部的幾何不連續形狀(例如急轉彎的對銲彎頭、漸縮管、T 型盲端、閥門內部或是插入流場中的測溫套管)時,流體邊界層會發生劇烈的分離現象,並在結構尾部產生交替的旋渦脫落 (Vortex Shedding) 2。
這些交替的旋渦會在管壁或套管表面產生週期性的橫向升力與順流向阻力。當此激振頻率(即史特勞哈爾頻率,Strouhal Frequency)逐漸接近附屬管線結構的自然頻率 (Natural Frequency) 時,系統即會進入機械共振 (Mechanical Resonance) 狀態,導致動態彎曲位移與交變應力急遽放大 2。對於燃氣輪機高溫排氣段或蒸汽引壓管線而言,這種 FIV 問題會被環境高溫嚴重放大。因為高溫會顯著降低鋼材的彈性模數 (Young’s Modulus) 與結構剛性 (Stiffness),進而壓低管線的共振頻率,使系統在較低的流速下就極易落入 FIV 的危險鎖定 (Lock-in) 區間 2。
此外,燃氣輪機附屬的往復式壓縮機與高壓化學注藥泵浦,亦會將機械脈動與低頻高振幅的彎曲負載導入管線系統中,這類流體脈動會沿著管線傳播,在每一個彎頭或三通處轉化為不平衡的激振推力 2。
2.2 聲學誘發振動 (AIV) 與殼層模式共振
相較於 FIV,聲學誘發振動 (Acoustic-Induced Vibration, AIV) 屬於高頻率振動領域(通常大於 200 Hz,甚至高達數千赫茲),且其破壞機制更為隱蔽且致命 6。在燃氣輪機的高壓燃料氣體控制閥、蒸汽安全釋放閥或是經歷極端壓力驟降的限制孔板處,流體的壓力降極大,流速可能在節流點達到音速甚至超音速(即窒息流,Choked Flow 狀態)2。
這種極端的壓縮性流體擾動與震波 (Shock Wave),會在管壁內側產生強烈的高能高頻聲波。當這些聲波頻率與管壁的環向自然頻率吻合時,會激發管壁發生高頻的殼層振動 (Shell-mode Vibration),而非整根管子的樑式振動 (Beam-mode Vibration) 2。AIV 產生的交變應力頻率極高,能在極短的時間內(往往少於數週甚至數天),累積超過107 至108 次的疲勞循環,輕易突破金屬材料的高週疲勞極限值,導致管線銲道或分支接頭處產生微觀裂紋並以指數級速度擴展 7。聲學共振在蒸汽系統中尤為關鍵,部分開啟的安全閥或管徑的突變都可能產生駐波,引發遠超旋渦脫落力量的極端加速度 2。
2.3 英國能源學會 (EI) 規範與小管徑分支之脆弱性分析
針對上述複雜的振動疲勞現象,英國能源學會 (Energy Institute, EI) 發布了被廣泛應用於工業界的《避免製程管線振動誘發疲勞失效指南》(Guidelines for the Avoidance of Vibration Induced Fatigue Failure in Process Pipework, 簡稱 EI AVIFF) 4。燃氣輪機系統中充斥著小管徑分支管線 (Small Bore Piping, 通常指 NPS 2 及以下),例如高壓潤滑油管、儀表空氣管與取樣管等 3。EI 規範與眾多學術研究指出,小管徑分支管線是整個動態管線系統中最脆弱的力學環節 4。
這些小管徑管線通常由主幹管 (Main Header) 垂直引出,其端部往往連接沉重的儀表閥門,形成一個懸臂質量極大且根部剛性嚴重不足的動力學系統。EI 規範建議透過重新設計分支長度、改變配件類型、增加管壁厚度等手段,將分支管線的失效可能性 (Likelihood of Failure, LOF) 控制在 0.7 以下 4。研究顯示,EI 速度圖表中的「疑慮線」(Concern Line) 與「問題線」(Problem Line),在統計學上分別對應了第 20 百分位與第 1 百分位的安全包絡線,這些界限的形成高度依賴於管線系統中集中質量(如閥門)的比例以及接頭的柔性 22。在高速氣流(如流速高達 65 m/s、130 m/s 甚至 170 m/s 的天然氣管線)的擾動下,幾何複雜的三通或分支歧管內壁所承受的壓力脈動,遠大於直管段,其幅值不會隨距離衰減,直接衝擊分支銲道 23。
2.4 潤滑油系統失效與油膜渦動效應
在燃氣輪機的輔助系統中,潤滑油系統的管線振動尤為關鍵,因為它直接關乎主軸承的存亡 25。潤滑油在高溫燃燒熱與壓縮空氣的烘烤下(溫度可能超過 700 ˚C),極易發生熱降解與氧化,生成漆膜 (Varnish) 與油泥沉積物 26。這些漆膜不僅會堵塞伺服閥與過濾器,更會附著於軸承墊與軸頸之間,改變極其微小的間隙設計 26。
軸承間隙的改變會影響油膜的流體動力學剛性與阻尼特性,當間隙縮小時,容易引發油膜渦動 (Oil Whirl) 或油膜振盪 (Oil Whip) 等次同步振動現象。這些異常振動會透過軸承座直接傳遞至外部的潤滑油引壓管與軸承頂升油系統 (Lift Oil System) 的管線上 26。文獻中記錄了多起核電廠與發電廠因蒸汽輪機發電機軸承頂升油管線(如 1 吋小管徑排油管)發生嚴重共振疲勞斷裂,導致潤滑油大量洩漏與強制停機的案例 27。這類管線通常佈置於油箱內部或狹小空間,在經歷機組啟動或停機通過共振頻率區間時,若銲接配件的 SIF 過高,極易發生隱蔽的疲勞斷裂 26。
三、 ASME 規範設計哲學之歷史演進與附錄 D 之力學侷限
為確保上述複雜管線系統的安全性,國際工程界高度依賴 ASME B31 系列規範進行靜態應力與動態疲勞分析。了解這些規範在設計哲學上的演進,是評估 SIF 變革並進行管件防振選型的先決條件。
3.1 B31.1 與 B31.3 設計哲學與安全裕度之根本差異
在燃氣輪機廠區內,管線系統的設計依據其流體性質、壓力邊界與服務環境,被嚴格劃分為適用 ASME B31.1(動力管線規範)或 ASME B31.3(製程管線規範)13。這兩套規範雖然在管壁環向應力、基礎幾何厚度以及熱膨脹應力的物理力學模型上具有歷史淵源,但其設計哲學、風險評估與安全裕度 (Safety Margins) 存在著本質的差異 17:
- ASME B31.1 (動力管線規範):此規範專注於發電廠內部連接鍋爐與發電機組的高溫、高壓水與蒸汽動力循環系統(包含鍋爐外部管線 BEP)17。由於這類系統的流體往往處於高能狀態,且操作溫度常落於材料的潛變 (Creep) 區間,一旦發生管線破裂,將導致毀滅性的能量釋放、人員傷亡與廣泛的電網癱瘓。因此,1 強調「極限可靠度」(Maximum Reliability),預設發電廠的設計生命週期長達 40 年 17。基於此,B31.1 採用了極度保守的基礎安全係數 (Factor of Safety),數值約為 4 17。其基本許用應力 (S) 被嚴格限制,最高不得超過材料室溫極限抗拉強度 (UTS) 的 1/4,或高溫下更嚴苛的降伏強度比例 17。在評估偶發性負載 (Occasional Loads,如地震、安全閥排氣推力或水錘衝擊) 時,B31.1 僅允許將計算的縱向應力提升至熱態許用應力 (Sh) 的 1.15 倍至 1.20 倍 17。針對厚壁管件的縱向壓力應力 (Slp),最新版的 B31.1 關閉了傳統薄壁近似公式,改採精確的拉梅方程式 (Lamé Equations) Slp=(Pd2)/(D2-d2 )進行計算,以防範任何非保守的誤差 17。
- ASME B31.3 (製程管線規範):此規範廣泛應用於煉油廠、化學廠與製藥設施 13。雖然其涵蓋了劇毒、易燃或具強腐蝕性的流體(如 Category M 流體),但為了兼顧建廠經濟性與工程佈局的靈活性,3 預設的設計壽命較短,約為 20 至 30 年 17。B31.3 採用了相對較低的基礎安全係數,約為 3 17。其基本許用應力上限為材料 UTS 的 1/3 或降伏強度的 2/3 取低者 17。對於偶然負載的評估,B31.3 允許應力放寬係數高達 1.33 倍Sh 17。
這種基礎強度的差異導致了極大的實務影響。例如,使用 ASTM A106 Gr. B 碳鋼管材時,在相同的溫度下,B31.3 的許用應力可能高達 20.0 ksi,而 B31.1 僅允許 15.0 ksi 17。這意味著在 B31.3 下只需 Schedule 80 厚度的管線,在 B31.1 規範下可能必須提升至 Schedule 100 甚至 120,這顯著增加了管材自重、銲接熱輸入量以及系統結構支撐的負擔 17。然而,無論是極度保守的 B31.1 還是強調經濟的 B31.3,在處理極其關鍵的「動態應力密化效應」時,過去半個世紀卻共同依賴了充滿物理盲點的附錄 D (Appendix D) 12。
| 比較項目 | ASME B31.1 (動力管線) | ASME B31.3 (製程管線) |
| 預設設計生命週期 | 40 年 | 20 – 30 年 |
| 設計哲學與可靠度 | 極限可靠度、窄域應用 | 高度靈活性、跨產業應用 |
| 基礎力學安全係數 | 約 4 | 約 3 |
| 基本許用應力上限 | 低於或等於 1/4 UTS | 低於或等於 1/3 UTS 或 2/3 Sy |
| 偶然負載應力放寬界限 | 1.15 至 1.20 Sh | 1.33 Sh |
3.2 A.R.C. Markl 疲勞方程式與附錄 D 之理論缺陷
自 1950 年代起,ASME B31 規範體系中的應力密化係數 (SIF, i-factor) 與柔性因子 (k-factor) 幾乎完全建構於研究員 A.R.C. Markl 及其團隊的大規模疲勞彎曲實驗之上 11。Markl 團隊使用 4 吋公稱管徑 (NPS 4″)、Schedule 40 的標準碳鋼直管與各類配件,進行了全反轉彎曲疲勞測試 11。基於這些測試,Markl 推導出了著名的疲勞破壞經驗公式:iS = 245,000N-02,其中 S 為破壞處的名目應力幅值,N 為導致破壞的疲勞循環次數 15。
在這個力學框架下,一個完美的直管對接環縫 (Girth Butt Weld) 被定義為疲勞評估的絕對基準點,其 SIF 強制定義為 1.0 31。所有其他的複雜管件(如彎頭、三通、漸縮管),其疲勞壽命皆與此基準環縫進行壽命比對,以此得出該管件對應的 SIF 放大倍率。例如,若某彎頭在承受 100 kN-m 的彎矩時,其疲勞壽命僅為基準環縫的六分之一,則根據N-02 的關係,其 SIF 將大於 1.0,表示該處發生了應力集中 36。
然而,受限於 1950 年代的歷史背景與運算條件,附錄 D 的演算法存在著無法忽視的非保守性缺陷與過度簡化:
- 徑厚比 (D/T) 效應之外推失效:Markl 的公式完全基於 NPS 4″ 的中等厚度碳鋼管,公式中並未包含管徑或厚度作為獨立的自變數修正項 11。當現代工程將這些公式外推應用於大型薄壁管件(如D/T > 50 的排氣導管)或複循環電廠中極度厚壁的高壓管(如 D/T < 10)時,附錄 D 預測的應力經常嚴重偏離實際的 FEA 結果與疲勞測試現象 31。
- 應力方向的模糊性:在早期的1 中,為了簡化手算過程,規範通常不區分面內 (In-plane) 與面外 (Out-of-plane) SIF,甚至將三通的主管與支管 SIF 混為一談,且長期忽視扭轉應力對分支接頭的獨立破壞機制 29。
- 危險的幾何假設:舊版的附錄 D 極度不合理地將所有漸縮異異徑管 (Reducers) 的 SIF 強制設為0 16。這導致過去數十年間,無數承受高頻振動的異徑管未獲得應有的加厚補強,成為工程隱患 16。
- 動態與靜態應力指標的混淆:舊版規範在計算用以預防靜態塑性崩塌 (Static Plastic Collapse) 的持續應力 (Sustained Stress) 時,缺乏獨立的物理指標,僅粗暴地規定使用 SIF 乘以一個經驗常數(例如75i)作為持續應力指數 (Sustained Stress Index, SSI) 14。這種將純動態的高週疲勞參數,強行應用於預測靜態降伏機制的作法,在基礎力學上完全無法自圓其說,經常導致應力軟體算出荒謬的過度保守結果,或是危險的應力低估 14。
四、 ASME B31J 規範之強制導入與物理機制重構
為了解決上述半個多世紀以來的理論盲點,ASME 在近年進行了史無前例的法規重構。ASME B31.3 於 2020 年版(及後續版本)、ASME B31.1 於近期的修訂版中,正式宣告廢除歷史悠久的附錄 D,並強制要求工程界全面導入基於現代高精度有限元素分析 (FEA) 與海量實體疲勞測試數據所建構的 ASME B31J-2017 (現已全面更新至 2023 版),作為計算 SIF 與柔性因子的唯一強制性標準 13。
B31J 的導入不單純是查表數值的更迭,而是整個應力分析物理機制的徹底「解耦」與升級。
4.1 柔性特徵值 (h) 與卡門橢圓化效應的精確化
在管線系統中,彎頭或彎管在承受外部彎曲力矩時,其橫截面會發生顯著的幾何變形,由原本完美的圓形逐漸被彎矩壓扁成橢圓形,此一著名的非線性力學現象被稱為「卡門橢圓化效應」(Karman Ovalization Effect) 15。這種橢圓變形使得彎管截面的最外層纖維(承受最大彎曲應力處)更靠近中性軸,這在物理上大幅降低了截面的慣性矩 (Moment of Inertia),增加了局部的柔性,但也同時導致局部應力異常升高,進而產生應力密化 15。
B31J 延續了 Markl 對此現象的量化思維,利用「無因次柔性特徵值」(Dimensionless Flexibility Characteristic, h) 來描述此效應,但賦予了更精確的定義與應用邊界。對於均勻壁厚的彎頭,其 值公式定義為:
h=T⋅R1 / r22
其中,T 為彎頭或彎管的名目壁厚,R1 為中心線彎曲半徑,r2 為管線的平均半徑 36。
基於此特徵值,B31J 明確解耦了面內與面外應力,並給出了修正後的 SIF 演算法:
SIFin-plane=0.9/h2/3
SIFout-plane=0.75/h2/3
(註:B31J 強制規定,計算得出的 SIF 絕對數值不得小於 1.0)36。
由方程式可知,當管壁越薄(T 越小)或彎曲半徑越急促(R1 越小)時,h 值將趨近於極小值,代表卡門橢圓化效應越劇烈,這將導致算出的 SIF 呈指數級攀升 36。此數學機制精確解釋了為何短半徑彎頭在燃氣輪機高頻振動下的疲勞壽命,總是遠低於大半徑彎管或直管。
4.2 疲勞與靜態崩塌之解耦:SSI (持續應力指數) 的獨立
B31J 最偉大的貢獻之一,在於徹底揚棄了將疲勞 SIF 強行應用於靜態持續應力計算的歷史錯誤 14。B31J 將主導動態疲勞破壞的因子 (SIF, i-factor) 與防止管線因內壓、自重而發生靜態全截面塑性崩塌的指標 (Sustained Stress Index, SSI) 進行了物理機制的完全剝離 14。
在 B31J 規範中,SSI 擁有完全獨立的計算表與有限元素驗證基礎,且明文規定 SSI 不得小於 1.0 47。例如,針對一個高應力集中的三通,其面外動態 SIF 可能高達 3.0 以上,但在評估靜態重力負載時,其 SSI 可能僅為 1.2 14。此外,過去在計算支管持續應力時,業界常採用「有效截面模數」(Effective Section Modulus) 來折減應力,這導致了軟體中 0.75i常數與有效模數互相抵消的危險漏洞 41。B31J 嚴格規定,在計算 SSI 與 SIF 所衍生的應力時,必須回歸使用「匹配直管的標準截面模數」(Section modulus of the matching pipe),徹底封堵了應力低估的漏洞,確保了管線在承受重力與潛變等一次應力 (Primary Stress) 時,擁有不容粉飾的安全邊界 14。
4.3 分支管線 (Tees & Laterals) 的三維參數矩陣與軟體虛擬節點
對於幾何結構最複雜的三通與分支管線,舊版附錄 D 往往讓主管與支管共用相同的 SIF 數值 41。B31J 對此進行了多維度的重構,針對一個標準的銲接三通,B31J 建立了六個完全獨立的應力放大矩陣:包含主管的面內 (iir)、面外 (ior)、扭轉 (itr),以及支管的面內 (iib)、面外 (iob)、扭轉 (itb) SIF 48。此外,B31J 也明確定義了各種過渡幾何參數的作用,例如三通交角處的內部過渡圓角 (Crotch Radius, r1)、外部加強墊厚度 (Tn) 以及漸縮比 (d/D) 對 SIF 的直接影響 30。高階的 FEA 研究證明,較大且平滑的過渡圓角能極為有效地舒緩應力奇異性,從而降低 SIF 數值 50。
在商業應力軟體(如 CAESAR II, AutoPIPE)的實作層面,B31J 的導入促使軟體進行了底層演算法的升級。當處理分支管件時,軟體不再將三通視為一個單一的剛性交點,而是利用靜態矩陣凝縮 (Static Matrix Condensation) 技術,自動在主管表面與支管中心線的實體交界處創建一個「虛擬表面節點」(Surface Node) 30。同時,軟體會在支管內部自動生成一根延伸至主管中心線的「虛擬剛性單元」(Fictitious Rigid Element) 39。這種演算法能極其精確地模擬熱膨脹彎矩與外部激振力在立體空間中的真實傳遞路徑,並將面內、面外的剛性變化完美反映在最終的應力矩陣中 39。
值得注意的是,B31J 所有的公式都有嚴格的適用邊界條件,例如:管件的徑厚比必須在D/T 低於或等於 100 範圍內;支管外徑必須小於或等於主管外徑;且支管的軸線與主管表面的夾角偏差在 45 度之內,這意味著 45 度的斜插支管 (Laterals) 若滿足條件,亦可沿用對應的 90 度支管 SIF 矩陣 38。
五、 傳統銲接配件在 B31J 框架下之極端應力脆弱性
當燃氣輪機的輔助管線繼續沿用傳統的銲接配件時,在強制導入 ASME B31J 的嚴格檢視下,工程界將面臨極為嚴峻的抗振設計挑戰。這些挑戰源自於高頻流體振動 (AIV/FIV) 下,幾何不連續性與銲道缺陷對 SIF 的極限放大效應。
5.1 對接銲縫 (Girth Butt Welds) 的基準偏移與微觀 SCF
在 A.R.C. Markl 的古典疲勞理論中,完美的直管對接環縫 (Girth Butt Weld) 被設定為絕對基準,其 SIF = 1.0 32。然而,現代離岸工程標準(如挪威船級社 DNV 疲勞評估標準)與精密 FEA 掃描研究無情地揭露了這個假設的非保守性。即便是經過 100% 射線檢驗全滲透的平滑對接環縫,相對於完全無銲縫的拋光母材直管,依然具有約 1.35 甚至高達 1.7 至 2.0 的微觀應力集中係數 (Stress Concentration Factor, SCF) 14。
這表示,即便 B31J 將標準對接銲縫的 SIF 定義為 1.0,但若銲縫內部存在些微的錯位 (Mismatch, δavg)、餘高過大或銲趾咬邊,其局部的微觀應力早已經歷了嚴重的放大 14。在最新版 ASME B31.1 (2024 年版) 導入 B31J 的實務規範中,若對接接頭存在厚度漸變或顯著的對準偏差,其 SIF 數值甚至可能被懲罰性地放大至 1.9 17。若將這類含有微觀缺陷的對接銲縫佈置於燃氣輪機的高頻 FIV 或 AIV 振動節點上,名目振動應力將瞬間被放大近兩倍,極易導致疲勞裂紋在數週內貫穿管壁 17。
5.2 承插銲 (Socket Weld) 之先天致命缺陷與極高 SIF
在傳統燃氣輪機管線的建構中,NPS 2″ 以下的小管徑系統大量依賴承插銲接頭 (Socket Welded Fittings) 進行快速組裝 3。然而,從現代疲勞破壞力學的視角檢視,承插銲接頭存在著極為致命的先天力學缺陷 8。
首先,承插銲僅依賴單一的外部角銲道 (Fillet Weld) 來承受管線所有的熱膨脹拉伸、流體內壓與外部振動彎矩 56。其角銲道的銲趾 (Weld Toe) 與深入配件內部的銲根 (Weld Root) 處,存在著極端銳利的幾何斷層,構成了天然的裂紋起點 (Crack Initiator) 3。其次,為了防止銲接熱膨脹導致銲道龜裂,管件插入承插座底部時必須依法規預留約 1.5 毫米的間隙 (Gap)。在燃氣輪機的高頻循環負載下,這個微小的間隙極易引發管件與承插座內壁的微觀摩擦,進一步催生極端的應力奇異點 (Stress Singularity) 8。更甚者,間隙內部會形成流體停滯區,引發嚴重的間隙腐蝕 (Crevice Corrosion),造成腐蝕與振動疲勞的惡性循環耦合 56。
在 ASME B31J 的嚴格運算框架下,承插銲的 SIF 計算極度依賴角銲的幾何尺寸(例如最小角銲腿長 Cx),其預設管材與配件在尺寸上存在匹配誤差 42。相較於對接銲縫,承插銲的面內與面外 SIF 值通常介於 2.1 至 3.0 之間,甚至在劣質銲接下會突破更高的極限。在管線受到高頻橫向振動(如壓縮機脈動)衝擊時,承插銲根部缺乏全滲透融合的弱點便會徹底暴露,且由於其內部缺陷無法透過射線等非破壞檢測 (NDT) 進行驗證,裂紋往往在隱蔽狀態下萌生並瞬間貫穿 56。核能研究所的失效報告明確指出,承插銲在相同應力幅值下的疲勞壽命,僅為對接銲接的數分之一,且常伴隨晶間應力腐蝕開裂 (IGSCC) 8。B31J 所揭示的極高 SIF 數值,是對高振動風險管線中濫用承插銲設計的最嚴厲警告 56。
5.3 短半徑彎頭與非補強加工三通之應力放大效應
對於傳統的管線方向改變,工程界慣用標準的 1.5D 長半徑對銲彎頭 (1.5D Long Radius Butt-Welded Elbow) 58。在舊版 B31.3 的附錄 D 中,這類彎頭的面內與面外 SIF 被粗略標記為單一常數 1.5(對於 R/D大於或等於 1.5 的情況)58。導入 B31J 後,由於嚴格應用前述的h 值與卡門橢圓化效應公式,我們發現其由於曲率半徑過於緊湊,其真實的面內與面外 SIF 數值往往存在顯著差異,且多數情況下皆明顯高於 1.3,甚至在特定徑厚比下逼近 2.5 59。在聲學誘發振動的超高頻擾動下,這種高於 1.0 的應力放大乘數,足以使彎頭背部或腹部產生疲勞撕裂 7。
另一方面,在處理小管徑分支時,現場施工常採用直接在主幹管上開孔並銲接支管的「非補強加工三通」(Unreinforced Fabricated Tee) 58。這類非標準配件是整個管線系統中 SIF 最高的致命元件之一。B31J 明確指出,由於支管開孔嚴重破壞了主幹管的連續結構完整性,且交界處缺乏如鍛造三通 (Forged Tee 或 Weldolet) 般的平滑過渡圓角與加強肉厚,這類加工三通的面外 SIF (Out-of-plane SIF) 高得驚人,往往超過 2.7 甚至逼近 3.0 58。在燃氣輪機壓縮機的強烈氣流脈動激振下,這種非補強三通極易於幾何交角 (Crotch) 處爆發高週疲勞撕裂,釀成重大工安事故 62。此外,對於現場帶壓開孔 (Hot Tapping) 廣泛使用的剖分式三通 (Split Tee 或 Full Encirclement Tee),雖然具有 360 度的全包覆加強,但 B31.3 規範並未給予明確的 SIF 定義,工程師若保守地套用非補強三通的 SIF (面外 2.7),將導致嚴重的應力超標;而若欲獲取精確數值,則必須強制進行高昂的客製化有限元素分析 (FEA) 58。
| 管線接頭 / 配件類型 | B31.3 舊版 Appendix D SIF (歷史參考值) | ASME B31J 規範下之 SIF 特徵與振動疲勞風險評估 |
| 對接直管環縫 (Girth Butt Weld) | 1.0 | 規範基準值 (SIF=1.0)。但實務上具備 1.35 至 2.0 的微觀 SCF,銲道瑕疵或錯位會大幅放大振動疲勞風險。 |
| 承插銲接頭 (Socket Weld Fitting) | 1.3 至 2.1 以上 | 極高 SIF (大於 2.1 至 3.0)。角銲幾何導致應力奇異,銲根間隙為裂紋溫床,抗高頻振動能力極差。 |
| 1.5D 長半徑對銲彎頭 (1.5D Elbow) | 1.5 (面內與面外粗略相同) | 具體取決於 h 值,嚴格區分面內與面外。受卡門橢圓化效應影響,SIF 多顯著大於 1.3,存在局部共振風險。 |
| 鍛造管接頭 (Weldolet / Sweepolet) | 依製造商而異 | B31J 要求建構虛擬表面節點與剛性單元,採用精確局部厚度,SIF 較低但仍受限於安裝銲道品質。 |
| 非補強加工三通 (Unreinforced Tee) | 面內 2.1 / 面外 2.7 | 系統中 SIF 最高的危險元件,缺乏圓角過渡。高頻流體振動下極易於開口邊緣產生致命疲勞撕裂。 |
六、 冷作彎管 (Cold-Bent Pipe) 導入燃氣輪機系統之抗振力學與 B31J 收斂效益
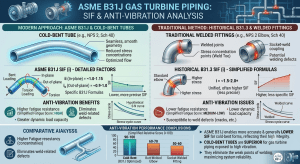
鑑於傳統承插銲、對銲彎頭與加工三通在高 SIF 懲罰下的極端疲勞脆弱性,將一體成型、無接縫的「冷作彎管」(Cold-Bent Pipe, 通常為 3D 或 5D 等大曲率半徑彎管) 導入燃氣輪機的附屬管線系統中,已成為徹底解決振動疲勞失效、符合 EI 規範防振標準的關鍵工程決策 14。
6.1 冷作彎管之h 值倍增與 B31J SIF/SSI 之剛性基礎值收斂
冷作彎管的製造工法,是透過重型機械彎管機,在常溫下以極大力量強制金屬直管發生受控的塑性變形,從而形成平滑、連續的彎曲過渡段 65。與標準的 1.5D 彎頭相比,冷作彎管(如 3D 彎管或 5D 彎管)擁有極大的幾何彎曲半徑 (R1) 14。
從力學演算法的視角切入,若將 3D 或 5D 彎管的幾何參數代入 B31J 的核心柔性特徵值公式 h = T*R1 / r22中,由於分子中的中心線彎曲半徑R1 獲得了顯著的倍數增長,這將直接導致計算出的 h 值大幅飆升 36。這種物理現象在現代燃氣輪機與 CCPP 電廠經常採用的特厚壁耐熱鋼管中尤為極端。例如,一根 NPS 4″ XXS(特厚管壁)的 SA-335 P91 合金鋼管,其徑厚比極小(D0/T≒6.68)64。當極大的管壁厚度 (T) 乘上極大的 5D 彎曲半徑 (R1),其 h 值將突破常規管線的數量級 64。
這導致了一個看似違反傳統薄殼理論直覺的力學現象:極度厚實的管壁加上大半徑的平滑曲率,使得前述的「卡門橢圓化效應」被徹底抑制,橫截面在承受極大彎曲力矩時幾乎不發生 any 扁平變形 36。
根據 ASME B31J 嚴謹的演算法框架,將如此巨大的h 值代入公式後,這類 3D 或 5D 冷作厚壁彎管的理論柔性因子 (k) 實際上計算結果會低於 1.0 64。然而,物理上任何彎管的剛性不可能比等長的直管還要高(直管的柔性因子定義為 1.0),因此規範在此處觸發了保護機制,強制將計算出的低於 1.0 的 k 值,收斂至剛性基礎值(即k=1.0)64。同理,在計算應力密化係數時,面內與面外 SIF 計算公式的結果亦會小於 1.0,規範同樣強制將其收斂為下限安全值(即 i=1.0)64。
這意味著,在 B31J 最先進的應力分析矩陣中,大曲率冷作彎管在面對外部劇烈彎曲力矩與高頻振動負載時,其表現出的結構應力強度與剛性,完全等同於一根完美無瑕的直管,不帶有任何一丁點的幾何形狀懲罰 14。相較於 1.5D 對銲彎頭動輒 1.3 至 2.0 以上的 SIF,冷作彎管在物理源頭上,徹底消除了應力放大的幾何機制 36。
6.2 消除局部熱影響區 (HAZ):疲勞壽命之跨越式躍升
然而,冷作彎管 SIF 數值降至 1.0 的背後,隱含著比數字表面更為深層且致命的材料物理意義。如前所述,B31J 的 SIF 是基於整體管件相對於「平滑銲縫」的疲勞壽命比值,規範在數學上預設了該對接環縫本身的 SIF 為 1.0 14。但是,無數的微觀材料學分析與 DNV 標準皆證明,真實世界中的環縫存在著 1.35 以上的局部應力集中係數 (SCF) 14。更重要的是,銲接過程中產生的極端熱循環,會在銲道兩側形成脆弱的熱影響區 (Heat-Affected Zone, HAZ) 14。HAZ 的材料晶粒結構往往會因為高溫而粗大化,甚至發生材質軟化,成為承受高溫潛變 (Creep) 與高週疲勞 (HCF) 的最薄弱環節 14。
冷作彎管應用於燃氣輪機管線系統中最巨大的工程價值在於:它在應力最為集中、流體方向改變最為劇烈、FIV/AIV 擾動能量最強大的區域(即彎曲轉角段),徹底消除了任何形式的銲縫 14。所有必要的管線連接銲道,皆可透過設計推延至遠離彎曲受力核心的直管切線段 (Tangent Line) 上 14。
這一舉動,不僅消除了幾何變形帶來的宏觀應力集中(使宏觀 SIF 降至 1.0),更猶如釜底抽薪般,拔除了銲縫結構帶來的微觀應力集中(消除了微觀 SCF 放大),並完全避開了 HAZ 熱劣化區域對疲勞極限的削弱 14。在燃氣輪機經歷每日頻繁的調峰啟停 (Start-up / Shut-down) 所帶來的高應變熱疲勞衝擊,或是聲學誘發振動 (AIV) 產生高達數千赫茲的交變應力時,冷作彎管一體成型、平滑過渡的晶粒連續性,能極度有效地阻止微觀疲勞裂紋的萌生 14。其實際的抗振疲勞壽命,相較於採用 1.5D 對銲彎頭或承插銲接頭的系統,將呈現數量級的跨越式躍升。
6.3 現代材料科學與高階合金疲勞曲線之近代修正
儘管冷作彎管在抗振疲勞上展現了壓倒性的物理優勢,但在將其導入燃氣輪機高溫高壓管線(如主蒸汽引壓管)設計時,必須嚴格遵循 B31J 與現代材料科學對合金疲勞曲線的最新修正 32。
過去半世紀,ASME 規範在評估材料疲勞壽命時,僵化地依賴 A.R.C. Markl 針對低溫碳鋼提出的極端破壞試驗公式Sf=245,000×N-0.2,該公式假設所有材料的疲勞衰減斜率皆為平緩的 -0.2 15。然而,近代傑出的工程學者(如 Hinnant 與 Paulin)透過大規模的有限元素掃描與實體疲勞驗證,提出嚴厲的學術警告:對於燃氣輪機與 CCPP 電廠廣泛使用的高階潛變強化合金鋼(例如極端耐熱的馬氏體合金 SA-335 P91),繼續使用 Markl 的 -0.2 斜率曲線將導致極其危險且嚴重的壽命高估 32。
Hinnant 等人的研究無可辯駁地證實,更精確且符合真實破壞物理機制的平均疲勞破壞應力範圍公式,其衰減斜率應大幅度下修為更為陡峭的 -0.335 32:
Sf=1895×N-0.335 (ksi)
此一科學理論的近代修正,在工程實務上具有極為深遠的警示意義 32。它明確指出,在燃氣輪機機組因極端熱循環與超高頻 AIV 所產生的低週期高應力或是高週疲勞環境下,高階合金管件的疲勞衰減速度遠比傳統碳鋼來得迅猛 32。若管線設計師仍僵化地沿用舊版附錄 D 與傳統銲接配件,其預測的設計安全係數將處於極不穩定的崩潰邊緣 32。這進一步確立了將 SIF 降至 1.0 的冷作彎管,是拯救高階合金管線系統免於提早疲勞斷裂的唯一出路。
6.4 ASME B31.1 規範對冷作應變與熱處理之嚴格約束
在追求冷作彎管卓越抗振性能的同時,ASME 規範並未忽視材料過度加工所帶來的潛在風險。當金屬材料被冷作彎曲時,由於其外側管壁受到極大的拉伸應力,會產生顯著的冷作塑性應變 (Cold Forming Strain) 65。過度的冷作應變會耗盡材料的延展性,導致冷作硬化 (Cold Work Embrittlement),使材料在高頻振動下容易發生脆性斷裂 14。
為此,ASME B31.1 (動力管線規範) 第 129 節針對高階合金鋼設有極為嚴格的應變限制與熱處理防護網 65。以燃氣輪機蒸汽管線極其核心的 P91 鋼材(歸類於 P-No. 15E 潛變強化鋼)為例,當冷作彎管的極端外層纖維應變 (Fiber Strain, ε) 落在 5% 至 20% 的危險區間時,法規將強制觸發後彎曲熱處理 (Post-Bending Heat Treatment, PBHT) 64。工程師必須嚴格實施次臨界退應力處理 (Subcritical Stress Relief) 或是更高階的正火加回火處理 (N+T, Normalizing and Tempering) 64。透過嚴密的 PBHT 程序,冷作彎管在獲得 B31J 賦予的 SIF=1.0 完美幾何應力優勢的同時,能徹底消除內部的殘餘應力並恢復優異的微觀韌性,達到抗振性能的巔峰狀態 64。
此外,為確保 P91 在高溫下的材料性能,預製工廠必須實施嚴格的品質控制。次臨界退應力的恆溫區間需精確控制在 730 °C 至 775 °C 之間。在進行感應加熱後彎曲熱處理 (IH-PBHT) 的快速升溫過程中,最高溫度絕對禁止越過 P91 的下臨界相變溫度(約 775 °C 至 780 °C)這一紅線,否則冷卻後會轉為硬脆的未回火馬氏體,引發災難性脆斷 64。熱處理完成後,也必須實施消磁處理,確保管端剩磁降至 20 Gauss 以下的安全極限值,以避免後續現場安裝銲接時產生磁偏吹(Magnetic Arc Blow)導致氣孔或未熔合缺陷 64。
七、 燃氣輪機管線系統 FEA 量化解析與工程決策模型
為了將上述所有高度抽象的流體力學與固體力學理論具象化,我們建立一個燃氣輪機附屬系統(例如一條高頻運作的高壓潤滑油引壓管線,或是一條連接控制閥的燃料氣體管線)的虛擬比較案例。透過定量解析,探討在導入 ASME B31J 後,不同管件在承受相同高頻振動頻譜下,其實際傳遞至材料微觀層面的應力表現。
7.1 B31J 應力解析量化比較矩陣
假設一根公稱管徑為 NPS 2″(外徑 60.3 mm,適用於典型的小管徑分支)的輔助管線,在燃氣輪機全速滿載 (FSNL) 運轉時,承受來自上游高壓閥門孔板產生的流體氣動力激振 (FIV) 或壓縮機脈動,在管線轉角處產生一個穩定的交變動態彎曲力矩M 7。
根據基礎材料力學的尤拉-白努利樑理論 (Euler-Bernoulli Beam Theory),直管表面的名目彎曲應力可計算為:Snom=M/Z (其中 Z 為管線的彈性截面模數)22。然而,在 B31J 的嚴格有限元素運算框架下,實際傳遞至材料晶格結構並導致疲勞斷裂的「峰值交變應力」(Speak),必須乘上局部的應力密化係數:Speak=Snom×SIF 10。
- 工程情境 A:採用承插銲接頭 (Socket Weld Fitting)
- B31J SIF 計算特徵:因角銲根部的幾何極端銳利度,且伴隨銲道間隙,B31J 公式運算常賦予其極高數值。假設經嚴格依據Cx 參數計算,其 SIF 高達5 42。
- 局部動態峰值應力:Speak = 2.5* Snom。
- 振動疲勞風險評估:極端危險。局部承受了5 倍的名目應力,任何微小的管線共振或流速驟增,都會輕易將此處的應力水平推破高週疲勞極限值 (Endurance Limit)。此外,銲根間隙產生的應力奇異性無法量化,這是燃氣輪機管線發生無預警斷裂漏油的最主要情境 8。
- 工程情境 B:採用5D 標準長半徑對銲彎頭 (1.5D Butt-Welded Elbow)
- B31J SIF 計算特徵:利用 B31J 的h 值公式,5D 緊湊的曲率半徑導致明顯的卡門橢圓化變形。假設依據其管厚計算,面內 SIF = 1.45 36。
- 局部動態峰值應力:表面樑應力放大為45* Snom。然而,考慮到與彎頭相連的兩端必定有對接環縫,環縫本身存在微觀 SCF (依 DNV 規範約 1.35) 14。兩者疊加後,銲趾處真實的微觀峰值應力將逼近1.45*1.35*Snom ≒ 1.95* Snom 14。
- 振動疲勞風險評估:高度風險。雖然去除了承插銲的銲根間隙,但在高頻 AIV 音波衝擊或高速氣流 (如 130 m/s 以上) 的脈動下,將近 2 倍的微觀應力放大,依然使彎頭腹部與銲道交界處成為極易撕裂的薄弱環節 7。
- 工程情境 C:採用 5D 冷作彎管 (5D Cold-Bent Pipe)
- B31J SIF 計算特徵:巨大的曲率半徑 (5*D) 使得h 值極大化,卡門效應消散。B31J 理論公式算出的 SIF 小於0,依法規強制保護機制,收斂為 1.0 14。
- 局部動態峰值應力: Speak = 1.0* Snom。由於彎曲段本體完全沒有銲道,不存在35 的微觀 SCF 放大效應 14。材料實際承受的微觀峰值應力,就等於巨觀計算的名目應力Snom。
- 振動疲勞風險評估:安全無虞。動態交變應力被完美地抑制在彈性基線之內。在相同的流體激振力下,其抗疲勞壽命呈現數量級的爆發性增長,徹底根絕了彎曲段疲勞洩漏的可能性 14。
7.2 系統剛性與 SSI 解耦的整體動力學影響
除了 SIF 的戲劇性降低,冷作彎管的導入更深遠地影響了整個附屬管線系統的終端邊界負載 (Terminal Boundary Loads) 與模態特徵 64。在先進的管線應力 FEA 軟體 (如 CAESAR II 或 AutoPIPE) 的模擬中,5D 冷作彎管雖然由於缺乏橢圓化效應,使得其系統柔度 (Flexibility) 不如易變形的 1.5D 彎頭,但這反而為整個懸臂型分支系統帶來了極為穩定且高強度的結構剛性 (Structural Stiffness) 10。這種剛性的提升,能微幅提高管線的自然頻率,有助於避開壓縮機低頻脈動的共振區間 2。
同時,因為 B31J 將靜態防崩塌的 SSI 獨立解耦,當工程師在軟體中評估管線自重、閥門集中質量或是極端高壓流體所產生的靜態持續應力 (Sustained Stress) 時,冷作彎管的 SSI 依然維持在極度安全的 1.0(甚至可以依據實際管厚進行更優化的幾何定義)14。這徹底消除了以往舊版應力軟體,將極高的疲勞 i-factor 錯誤混入靜態重力計算,所導致的「虛假應力超標」或為了通過軟體檢查而盲目增加不必要剛性支撐的設計亂象 14。
八、 總結與工程實務決策建議
ASME B31J 規範在現代工程界的全面強制導入,不僅僅是幾何查表數值的技術性更新,它標誌著管線應力與疲勞分析技術,從過去半世紀極度依賴經驗法則的黑暗時代,正式邁入一個完全奠基於精確有限元素矩陣 (FEA)、實體疲勞驗證與嚴格物理機制解耦的新紀元。在燃氣輪機與複循環電廠 (CCPP) 極其嚴苛的高溫、高頻流體誘發振動 (FIV) 與聲學誘發振動 (AIV) 的操作環境中,B31J 規範無情地解開了舊版附錄 D 所掩蓋的巨大設計風險。它以精確的數學模型,徹底揭露了承插銲接頭、短半徑對銲彎頭以及非補強加工三通,在微觀應力集中與高週疲勞上的極端脆弱性。
本研究報告透過深度的流體力學探討、力學模型量化對比、以及現代材料科學 S-N 曲線的物理機制解析,得出以下具備高度指標性的結論與工程決策建議:
針對燃氣輪機關鍵的附屬管線系統——尤其是極易發生共振斷裂的小管徑分支 (Small Bore Piping)、負責主軸承生死的潤滑油頂升系統、以及承受高頻氣動衝擊的高壓氣體引壓管線,工程界應立即檢討並全面汰換傳統的銲接配件設計,積極導入一體成型的冷作彎管(3D 或 5D 大曲率半徑)作為提升系統抗振疲勞壽命的最優化、也是最根本的工程解方。
冷作彎管不僅在 B31J 最嚴格的演算框架下,享有 SIF 與 k-factor 強制收斂為 1.0 的絕對計算優勢,更從基礎物理層面上排除了幾何變形所誘發的卡門橢圓化效應。其最為核心且無可取代的工程效益在於:大曲率冷作彎管徹底消除了高應力、高擾動方向變換區的局部銲道,猶如外科手術般精準地拔成了微觀應力集中係數 (SCF) 與銲接熱影響區 (HAZ) 的金屬晶粒劣化。
未來,在執行任何燃氣輪機新建工程專案、或是針對現有廠區進行管線振動洩漏的診斷與升級改善時,工程設計團隊必須嚴格遵循 ASME B31J 規範之多維度矩陣演算與 SSI 解耦原則。透過遵守高階合金鋼 (如 P91) 銲接與熱處理規範、於預製工廠實施消磁程序,將冷作彎管列為高頻振動管線佈局之首選標準設計,方能確保燃氣輪機系統在未來數十年的極限運轉中,達到真正的「極限可靠度」,徹底根絕因管線振動疲勞所引發的災難性事故。
參考文獻
- piping handbook, https://azaranstore.com/wp-content/uploads/2022/09/410-Mcgraw-Hill-Piping-Handbook-7E.pdf
- Fatigue Analysis of Thermowells in High-Vibration Environments – Temp-Pro, https://temp-pro.com/2026/03/12/fatigue-analysis-of-thermowells-in-high-vibration-environments/
- IAEA-CN-155-055, https://www-pub.iaea.org/mtcd/publications/pdf/p1362_cd/htm/pdf/session3/055.pdf
- Vibration-Induced Failures in Piping | PDF | Turbulence | Resonance – Scribd, https://www.scribd.com/document/601793112/PIPING-VIBRATION-final-year-report
- A Review on the Corrosion and Fatigue Failure of Gas Turbines – MDPI, https://www.mdpi.com/2075-4701/13/4/701
- Understanding piping vibrations and mitigating them – Turbomachinery Magazine, https://www.turbomachinerymag.com/view/22541-2
- Vibration Induced Fatigue Failure In Process Pipework – SDEA Solutions, https://sdeasolutions.com/vibration-induced-fatigue-failure-in-process-pipework/
- Fatigue evaluation of socket welded piping in nuclear power plant (Conference) | OSTI.GOV, https://www.osti.gov/biblio/404273
- Vibration Fatigue Testing of Socket Welds (PWRMRP-07) – EPRI, https://restservice.epri.com/publicdownload/TR-113890/0/Product
- Stress Intensity Factor (SIF) For Special Geometries In Piping Stress Analyisis – CADE, engineering, https://cadeengineering.com/study-case/stress-intensity-factor-sif-for-special-geometries-in-piping-stress-analyisis/
- Effect of B31J SIF (i) and Flexibility Factors (k) on Pipe Stress Analysis Compared to Appendix D Values | IMECE-INDIA | ASME Digital Collection, https://asmedigitalcollection.asme.org/imece-india/proceedings/IMECE-INDIA2025/89169/V004T08A006/1228861
- ASME Piping Codes: B31.3 Process, https://asmedigitalcollection.asme.org/ebooks/book/chapter-pdf/4105046/861318_ch36.pdf
- ASME B31.3 Guide (2026 Edition): Process Piping Design & SIF Changes – EPCLand, https://epcland.com/asme-b31-3-process-piping-design/
- 基於ASME B31J 規範CCPP 廠高壓蒸汽管線P91 2 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E5%9F%BA%E6%96%BC-asme-b31j-%E8%A6%8F%E7%AF%84ccpp-%E5%BB%A0%E9%AB%98%E5%A3%93%E8%92%B8%E6%B1%BD%E7%AE%A1%E7%B7%9A-p91-2-xxs-5d-%E5%86%B7%E4%BD%9C%E5%BD%8E%E7%AE%A1%E5%B0%8D%E6%AF%94-1-5d-bw/
- 3 Stress Intensification Factors – Little P.Eng. For Engineering Services, https://www.littlepeng.com/single-post/2020/03/29/13-stress-intensification-factors
- American Society of Mechanical Engineers – Submission – Pressure Vessels & Piping® Conference, https://pvp.secure-platform.com/a/solicitations/199/sessiongallery/14093/application/106810
- ASME B31.1 與3 規範下設計強度與安全裕度差異:2024/2026 …, https://yz-pipe-bending.com.tw/asme-b31-1-%E8%88%87-b31-3-%E8%A6%8F%E7%AF%84%E4%B8%8B%E8%A8%AD%E8%A8%88%E5%BC%B7%E5%BA%A6%E8%88%87%E5%AE%89%E5%85%A8%E8%A3%95%E5%BA%A6%E5%B7%AE%E7%95%B0%EF%BC%9A2024-2026-%E5%B9%B4%E7%89%88-b31j/
- Stress Intensification Factors (i-Factors), Flexibility Factors (k-Factors), and Their Determination for Metallic Piping Compone – ASME, https://www.asme.org/getmedia/6514398f-744e-445f-9ed6-2d6ef046707e/toc_b31j_2023.pdf
- Resolving High Vibration on Piping Systems | ZetaQuest, https://zetaquest.com/articles/resolving-high-vibration-on-piping-systems/
- ASME Class 1 Small-Bore Socket Weld Failure Summary., https://www.nrc.gov/docs/ML1006/ML100680787.pdf
- Acoustic Induced Fatigue of Girth Welds – R Discovery, https://discovery.researcher.life/article/acoustic-induced-fatigue-of-girth-welds/a6adc24db05e3648b611e549b98686a5
- Vibration-Induced Fatigue in Piping Systems – Diva-Portal.org, https://www.diva-portal.org/smash/get/diva2:1977108/FULLTEXT01.pdf
- Flow Induced Vibrations of Oil and Gas Piping Systems: Wall Pressure Fluctuations and Fatigue Life Assessment | West Indian Journal of Engineering, https://journals.sta.uwi.edu/ojs/index.php/wije/article/view/9248
- (PDF) Generic Approach for Risk Assessment of Offshore Piping Subjected to Vibration Induced Fatigue – ResearchGate, https://www.researchgate.net/publication/318717586_Generic_Approach_for_Risk_Assessment_of_Offshore_Piping_Subjected_to_Vibration_Induced_Fatigue
- Common Causes of Gas Turbine Failure | Allied Power Group, https://alliedpg.com/latest-articles/common-causes-gas-turbine-failure/
- Varnish’s Effect on Gas Turbine Vibration: A Case Study | Turbomachinery Magazine, https://www.turbomachinerymag.com/view/varnish-s-effect-on-gas-turbine-vibration-a-case-study
- Steam Turbine Generator Lift Oil System Failure And Solution, https://www.mechsol.com/case-study/main-steam-turbine-generator-bearing-lift-oil-system-failure-diagnostics/
- Gas Turbine Lubricant-Related Failures and Solutions – YouTube, https://www.youtube.com/watch?v=q9_3jWfk76g
- ASME B31.1 vs B31.3: Key Differences | PDF – Scribd, https://www.scribd.com/document/319947657/31-1-VS-31-3
- B31J – Review Intersection SIF, Index, & Flexibility Dialog – CAESAR II – Help, https://docs.hexagonppm.com/r/en-US/CAESAR-II-Users-Guide/Version-14/1467881
- Stress Intensification Factors (SIFs) in Pipe Stress Analysis – SimuMech, https://simumech.com/stress-intensification-factors-sifs-in-pipe-stress-analysis/
- 基於2025/2026 ASME B31.1 與B31J 最新規範複循環機組動力管線冷作彎管應力強度因子(SIF)優化與疲勞壽命分析(Optimization of Stress Intensification Factors (SIF) and Fatigue Life Analysis for Cold-Bent Power Piping in Combined Cycle Power Plants Based on the Latest ASME B31.1 and B31J Codes) – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E5%9F%BA%E6%96%BC-2025-2026-asme-b31-1-%E8%88%87-b31j-%E6%9C%80%E6%96%B0%E8%A6%8F%E7%AF%84%E8%A4%87%E5%BE%AA%E7%92%B0%E6%A9%9F%E7%B5%84%E5%8B%95%E5%8A%9B%E7%AE%A1%E7%B7%9A%E5%86%B7%E4%BD%9C%E5%BD%8E/
- New Insights on Girth Butt Weld Fatigue | PDF – Scribd, https://www.scribd.com/document/145676206/PVP2008-Hinnant-and-Paulin
- Fatigue Design of Process Equipment – Pressure Vessel Engineering, https://www.pveng.com/wp-content/uploads/2016/06/hinnant_asme_plant_engineering_presentation.pdf
- SIF, https://sites.google.com/site/fareastpiperreference/analysis/sif
- Understanding SIF for Piping Elbows | PDF | Stress (Mechanics) | Bending – Scribd, https://www.scribd.com/document/961304255/Pipe-ELbow-SIF
- Understanding B31J SIFs and DNV S-N Curves | PDF – Scribd, https://www.scribd.com/document/804200318/Fatigue-B31-3-DNV-stresses
- An Investigation of Stress Intensification Factors of Laterals Compared to Tees | PVP, https://asmedigitalcollection.asme.org/PVP/proceedings/PVP2024/88483/V002T03A030/1209390
- B31J Methods – CAESAR II – Help, https://docs.hexagonppm.com/r/en-US/CAESAR-II-Users-Guide/Version-13/1467329
- (PDF) Stress intensification factor, sustained stress index and flexibility factor analysis of large D/T elbows – ResearchGate, https://www.researchgate.net/publication/343479473_Stress_intensification_factor_sustained_stress_index_and_flexibility_factor_analysis_of_large_DT_elbows
- 3 branch stress own-goal – Stress and Integrity, https://stressandintegrity.com/b31-3-2016-stress-issue/
- B31J Update (2014) (R5-9) | PDF | Pipe (Fluid Conveyance) | Fatigue (Material) – Scribd, https://www.scribd.com/document/992452248/B31J-Update-2014-R5-9
- Fatigue life assessment of welded joints in gas turbine exhaust component – https ://uu.diva-portal.org, https://uu.diva-portal.org/smash/get/diva2:2033651/FULLTEXT01.pdf
- Process Piping ASME Code for Pressure Piping, B31, https://dl.gasplus.ir/standard-ha/Standard-ASME/ASME%20B31.3%202020%20Process%20Piping.pdf
- 3 – CAESAR II – Help – Hexagon PPM Documentation, https://docs.hexagonppm.com/r/en-US/CAESAR-II-Users-Guide/Version-13/1379982
- Stress Intensification – Flexibility in Pipe Stress Analysis PDF | PDF | Bending – Scribd, https://www.scribd.com/document/272058506/Stress-Intensification-Flexibility-in-Pipe-Stress-Analysis-pdf
- Sustained Load Stress Analysis in Piping | PDF – Scribd, https://www.scribd.com/document/961792249/03
- Introduction to ASME B31J Standard – Northern Crescent Inc., https://www.northerncrescent.ca/blog/introduction-to-asme-b31j-standard/
- Apply B31J SIFs and Flexibilities – CAESAR II – Help – Hexagon PPM Documentation, https://docs.hexagonppm.com/r/en-US/CAESAR-II-Users-Guide/Version-13/1447900
- Stress On Tee Conection | PDF | Pipe (Fluid Conveyance) – Scribd, https://www.scribd.com/document/502533936/Stress-on-Tee-Conection
- (PDF) Power Piping ASME Code for Pressure Piping, B31 – Academia.edu, https://www.academia.edu/32405461/Power_Piping_ASME_Code_for_Pressure_Piping_B31
- Improving Stress Intensification and Flexibility Analysis with ASME B31J – YouTube, https://www.youtube.com/watch?v=hHzbt3KdiDg
- Paulin Research Group – FEATools 2025.12.0.3250, https://www.paulin.com/hubfs/Paulin%20Research%20Group/pdf/FEAToolsv15-2022.pdf?hsLang=en
- SIF and Flexibility Factors per ASME B31.3 | PDF | Pipe (Fluid Conveyance) – Scribd, https://www.scribd.com/document/48457026/SIF-B31-3
- CAESAR II: B31.3 Updates Overview | PDF | Strength Of Materials | Creep (Deformation), https://www.scribd.com/document/88104664/C2-CAU-Express-B31-3
- Fillet welds vs butt welds (welding sockets) : r/MechanicalEngineering – Reddit, https://www.reddit.com/r/MechanicalEngineering/comments/16fs7zk/fillet_welds_vs_butt_welds_welding_sockets/
- General-Purpose Gear Units for Petroleum, Chemical and Gas Industry Services, https://static.namatek.com/uploads/2019/08/%D8%A7%D8%B3%D8%AA%D8%A7%D9%86%D8%AF%D8%A7%D8%B1%D8%AF-API_677_2010.pdf
- 3 Split Tee SIF: Design Values Without FEA – Industrial Monitor Direct, https://industrialmonitordirect.com/blogs/knowledgebase/b313-split-tee-sif-selection-without-fea
- Creep Damage Assessment of Elevated Temperature Piping – ASME Digital Collection, https://asmedigitalcollection.asme.org/PVP/proceedings-pdf/PVP2025/89046/V001T01A058/7550679/v001t01a058-pvp2025-155838.pdf
- SIF Calculations for Y-Type Tees | PDF | Stiffness | Beam (Structure) – Scribd, https://www.scribd.com/document/897012363/SIF-and-Flexibility-Calculation-Guideline
- ASME B31J Insights for CAESAR II Users | PDF | Pipe (Fluid Conveyance) – Scribd, https://www.scribd.com/document/654902606/B31J-Webinar-QnA-1
- Case Studies : EDI – Engineering Dynamics Incorporated, https://engdyn.com/case-studies/
- Experimental Evaluation for the Markl Fatigue Methods and ASME Piping Stress Intensification Factors (Part II), https://asmedigitalcollection.asme.org/PVP/proceedings-pdf/PVP2014/46001/4439247/v003t03a025-pvp2014-28268.pdf
- 基於ASME B31J 規範之CCPP 廠高壓蒸汽管線P91 4 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E5%9F%BA%E6%96%BC-asme-b31j-%E8%A6%8F%E7%AF%84%E4%B9%8B-ccpp-%E5%BB%A0%E9%AB%98%E5%A3%93%E8%92%B8%E6%B1%BD%E7%AE%A1%E7%B7%9A-p91-4-xxs-3d-%E5%86%B7%E4%BD%9C%E5%BD%8E%E7%AE%A1%E5%B0%8D%E6%AF%94-1-5d/
- ASME B31.1-2016 – Standards Michigan, https://standardsmichigan.com/wp-content/uploads/2018/01/Proposed-Revision-of-B31.X-Power-Piping-Public-Review-Draft-2346.pdf
- Gas Turbine High Vibration Issue, https://www.machineryanalysis.org/post/gas-turbine-high-vibration-issue-12224540
- Lube oil leakage in to the ge frame 9e gas turbine generator. – Control.com, https://control.com/forums/threads/lube-oil-leakage-in-to-the-ge-frame-9e-gas-turbine-generator.34743/
- Standard tee dimensions, https://www.npihospital.com/assets/userfiles/files/sovupuvow.pdf