
一、緒論與工業乳膠管線防堵之工程背景
在現代化學工業與高分子材料製造領域中,天然橡膠乳膠(Natural Rubber Latex, NRL)以及各類合成乳膠(如苯乙烯-丁二烯橡膠乳膠 SBR、聚偏二氟乙烯乳膠 PVDF 等)被廣泛應用於醫療級手套、保險套、發泡橡膠、黏合劑與高階塗料的生產製程中 1。乳膠本質上是一種極為複雜的水性膠體懸浮液(Aqueous colloidal suspension),其內部包含了大量的橡膠聚合物微粒、蛋白質、脂質以及為了維持膠體穩定而添加的各類界面活性劑 3。在工廠現場的連續性生產過程中,乳膠流體必須透過綿密的管線系統、泵浦與閥門,在不同的儲槽、反應器與成型設備之間進行輸送與分配 4。然而,維持此類流體在管線中穩定流動卻面臨著極大的工程挑戰,其核心問題在於乳膠高度的非牛頓流體(Non-Newtonian fluid)流變特性以及對機械剪切力的極端敏感性 3。
傳統的工業廠房配管設計往往沿用石油化學工業或一般水處理工程的標準規範,為追求空間利用率的最大化與建置成本的最小化,大量採用了曲率半徑較小的1.0D 或1.5D 短半徑彎管(Short and Long radius elbows)來處理管路的轉向需求 12。然而,這種標準化的管路幾何設計對於乳膠而言卻存在著致命的缺陷。當高濃度的乳膠流體以特定流速通過1.5D 等急彎管段時,流道曲率的劇烈變化會誘發強烈的離心力與二次流(Secondary flow),進而在彎管外側壁面產生極端異常的局部壁面剪應力(Wall Shear Stress, WSS),並於彎管內側下游誘發邊界層分離(Flow separation)與流場死區(Dead zones)的形成 15。
當局部的高剪切率突破了乳膠膠體的臨界穩定極限時,保護微粒不致凝聚的靜電雙電層(Electrical Double Layer, EDL)與空間位阻屏障將遭到破壞,導致橡膠粒子發生不可逆的物理性碰撞並引發剪切誘發凝集(Shear-induced coagulation)現象 19。這些微小且具備高度黏附性的凝塊會迅速附著於管壁粗糙處或滯留於流場死區內,形成所謂的「掛料」(Material attachment)現象。隨著生產時間的推移,掛料情況會呈現非線性的惡化,沉積物層層疊加並發生交聯硬化,最終導致管徑嚴重縮減、系統壓降異常飆升、泵浦負載過載,甚至迫使整條生產線無預警停機 3。此外,若管壁上的微小凝塊受流體沖刷而剝落並進入下游的薄膜成型製程(如手套浸漬製程),將直接導致最終產品出現針孔、厚度不均或結構性缺陷,對工廠的產品良率造成毀滅性的打擊 1。
為了因應日益嚴重的管線堵塞問題,工廠營運方被迫採取極端且頻繁的就地清洗(Clean-in-Place, CIP)措施。CIP 系統雖然能在不拆解管線的前提下清除內壁殘留物,但其運作需要消耗巨量的高溫純水、強鹼(如高濃度氫氧化鈉)與酸性除垢劑,不僅產生驚人的化學品採購與廢水處理成本,高頻率的清洗作業更意味著產線必須頻繁停工,形成了龐大的機會成本(Opportunity cost)與運維負擔(OPEX)23。
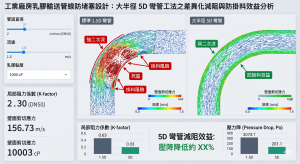
基於上述深刻的工業痛點,本研究旨在跳脫傳統管線設計的思維框架,提出一套側重「製程優化與防堵工程」的前瞻性設計準則。透過導入曲率半徑為管徑五倍的大半徑5D 彎管(R=5D),並結合管壁內表面的電解拋光(Electropolished, EP)處理技術,本研究深入探討此一差異化幾何設計在改變非牛頓流體阻力係數、抑制迪恩渦流(Dean vortices)、消除流場死區以及削弱極端壁面剪應力上的流體力學機制 12。更重要的是,本報告將結合工廠現場實際的堵塞歷史數據與 CIP 清洗頻率,透過嚴謹的量化模型,深度對比 1.5D彎管與5D 彎管在改裝前後的製程可靠度(Reliability)、無故障運作時間(MTBF)與綜合運維成本,為全球乳膠及相關流體加工工業提供一份具備高度學術深度與實務應用價值的管線防堵塞設計白皮書。
二、乳膠的非牛頓流變學與剪切誘發凝集機制
要從根本上解析乳膠在複雜管網中的堵塞行為,必須首先精確掌握其微觀的流變特性以及在動態剪切環境下的膠體物理化學反應。乳膠流體在管線中的運動規律,與我們熟知的水、油等牛頓流體有著本質上的差異。
2.1 剪切稀化特性與奧斯特瓦爾德-德瓦爾冪律模型
天然橡膠乳膠與多數高分子合成乳膠在流變學分類上屬於典型的非牛頓流體(Non-Newtonian fluid),更具體而言,呈現出強烈的假塑性(Pseudoplastic)或剪切稀化(Shear-thinning)特徵 3。在完全靜止或極低剪切率的狀態下,乳膠內部的高分子微粒與穩定劑分子呈現隨機且無序的布朗運動排列,流體內部存在較高的內部摩擦力,因此表現出極高的零剪切黏度(Zero-shear viscosity, η0)30。然而,當乳膠受到外部泵浦推動並在管線內產生流動時,流體層之間會產生剪切應力。隨著剪切率(Shear rate, γ ̇)的逐漸增加,原本隨機分布的橡膠微粒會被迫順應流動方向進行規則排列與變形,這種微觀結構的重新定向使得流體內部的流動阻力大幅降低,巨觀上便表現為表觀黏度(Apparent viscosity)隨剪切率上升而顯著下降的現象 3。
在工業管線的流體動力學計算中,這種剪切稀化行為最常使用奧斯特瓦爾德-德瓦爾模型(Ostwald-de Waele Power-Law Model)來進行數學建模與數值擬合 30。該模型將流體的剪切應力 T 與剪切率 γ ̇之間的非線性關係表述為:
T = K* γ ̇ n
相對應的表觀黏度 μeff則可表示為:
μeff = K*γ ̇ n-1
在此方程式中,K 代表流體稠度指數(Flow consistency index),其數值大小反映了流體在單位剪切率下的基礎黏度特徵;而 n 則為流動行為指數(Flow behavior index)或冪律指數 30。對於牛頓流體而言,n=1,表觀黏度為一常數;但對於乳膠這類假塑性流體,n 值嚴格小於 1(n <1)30。n 值越小,代表流體的剪切稀化效應越強烈,流速剖面(Velocity profile)在直管中會呈現出比牛頓流體更為平坦的塞狀流(Plug flow)特徵,同時靠近管壁邊界層的速度梯度也會變得異常陡峭 32。這種極端的管壁速度梯度,正是引發後續剪切凝集效應的動力學溫床 33。
2.2 膠體靜電穩定性與機械穩定度時間(MST)評估
乳膠之所以能在常態下保持穩定的液體懸浮狀態,主要歸功於乳膠顆粒表面的雙電層(Electrical Double Layer, EDL)所提供的靜電排斥力,以及吸附於顆粒表面的高分子蛋白質或界面活性劑所提供的空間位阻效應(Steric hindrance)19。當兩個乳膠顆粒相互接近時,根據 DLVO 理論,必須克服由這兩種排斥力構成的能量屏障,才能使顆粒進入范德華力(van der Waals force)主導的吸引區域而發生凝聚 19。
在工業品質控制標準中,乳膠抵抗機械力破壞其膠體穩定性的能力被量化為「機械穩定度時間」(Mechanical Stability Time, MST)1。MST 是乳膠材料採購與製程設計中最為關鍵的參數之一。根據國際標準組織的 ISO 35 測試規範,MST 的測定方式是將定量乳膠樣品置於配備有標準攪拌盤的測試儀中,以恆定的極高轉速(通常高達數千 rpm)施加劇烈的機械剪切應力,並精確記錄從攪拌開始到樣品中出現首批肉眼可見之凝集物(Coagulum)所需的時間 1。高 MST 值的乳膠意味著其具有極佳的抗剪切能力,較不易在泵浦葉輪的高速旋轉、狹窄閥門的擠壓或急彎管的沖刷下發生破乳(Demulsification)與凝集;反之,若乳膠的 MST 值偏低,則在管線輸送過程中的容錯率極低,極易因管路設計不當而引發大規模堵塞 1。
2.3 臨界剪切率與凝塊生長動力學
當流體力學與膠體化學在管線微環境中發生交會時,剪切誘發凝集(Shear-induced coagulation)便成為無可避免的工程挑戰。在管線流動中,特別是當流體經過急遽縮減的截面或曲率劇烈變化的彎管時,流場會產生強大的流體動力學壓縮力(Hydrodynamic compressive force)。當此一壓縮力強大到足以克服乳膠顆粒間的雙電層排斥力屏障時,顆粒便會被強制推擠靠近而發生剛性碰撞與不可逆的結合 20。
學界為此定義了「臨界剪切率」(Critical shear rate)的概念。理論模型指出,當局部流場的剪切率突破此臨界極限值時,同向絮凝(Homocoagulation)的速率會呈指數型激增 19。一旦臨界剪切率被觸發,乳膠懸浮液中的初級微粒(Primary particles)會迅速結合成微小的二聚體或多聚體,隨後這些多聚體作為晶核,進一步聚集成龐大、緻密且具備高度機械強度的分形凝塊(Fractal aggregates 或 Flocs)35。
研究顯示,在剪切誘發凝集的初始階段,碰撞效率與剪切率呈現特定的冪次相依關係(例如 α ∝ G0.18)21。更致命的是,由高剪切力所生成的凝塊,其結構往往比靜置條件下生成的絮體更為緊密且強韌,能夠抵抗後續流場的撕裂作用力而不易重新分散 36。這些堅固的橡膠凝塊會在流體的夾帶下移動,一旦接觸到管壁上微觀的粗糙點、銲接縫隙,或是進入流速極慢的死區,便會迅速附著並成為後續粒子繼續堆疊的錨固點,形成惡性循環的掛料現象,最終導致管線的徹底堵塞 3。
三、彎管流體動力學與 1.5D短半徑彎管的流場缺陷
要徹底根治乳膠管線的堵塞痛點,必須將視角從材料化學轉移至管路幾何特徵所引發的流體動力學畸變。在所有管件中,彎管是改變流體方向、同時也是引發流場不穩定性與巨大壓降的最關鍵節點。工業上最普遍採用的 1.5D短半徑彎管,其幾何特性對於非牛頓流體而言,隱藏著巨大的堵塞風險。
3.1 曲率離心力、二次流與迪恩渦流(Dean Vortices)
當乳膠流體在直管中呈現充分發展(Fully developed)的層流或紊流狀態時,其速度剖面呈現對稱分佈。然而,一旦流體進入彎管段,流動軌跡被迫沿著幾何曲率發生偏轉,流體質點在此過程中不可避免地會受到與曲率半徑成反比的離心力(Centrifugal force)作用 15。由於直管中心區域的流體具有最高的速度與動能,其在彎管中所受到的離心力也最為強大。這股強大的不平衡力會將管線核心的高速流體猛烈推向彎管的外側管壁(凸壁面,Extrados)15。
為了維持管段截面內的質量守恆,被擠壓至外側壁面的流體必須尋找宣洩的路徑,於是便沿著管壁周界向壓力較低的內側管壁(凹壁面,Intrados)進行回流。這種由離心力驅動的橫向流動與原本的軸向主流(Primary flow)相互疊加,在彎管截面上形成了一對反向旋轉的巨大封閉螺旋狀渦流,流體力學界將其稱為「迪恩渦流」(Dean vortices)15。
衡量彎管內二次流強度的關鍵無因次參數為迪恩數(Dean number, De),其定義公式如下:
De = Re √d/Dc = ρ V d/μeff √d/2R
其中,Re 為基於表觀黏度的雷諾數,d 為管內徑,ρ 為流體密度,V 為平均軸向流速,μeff 為流體表觀黏度,Dc 為曲率直徑,而 R 為彎管的曲率半徑 15。從此公式可以清晰地推導出一個關鍵結論:在管徑與流速固定的前提下,彎管的曲率半徑 R 越小(例如R=1.5D),迪恩數De 便會急遽攀升。高迪恩數意味著流場受到離心力扭曲的程度極其嚴重,二次流的動能占比大幅增加,導致整個流動結構變得高度不穩定且充滿紊流剪切能量 16。
3.2 逆向壓力梯度、邊界層分離與死區(Dead Zones)效應
1.5D短半徑彎管不僅會誘發強烈的迪恩渦流,其急遽轉折的內側幾何形狀更是導致流場分離(Flow separation)的罪魁禍首。當流體沿著彎管內側壁面(Intrados)行進時,由於流道空間的快速變化與離心力將流體向外側抽離,內側管壁附近會形成一個強烈的逆向壓力梯度(Adverse pressure gradient)15。
如果靠近內壁面的流體動能不足以克服這股逆向壓力,邊界層內的流體便會發生停滯,甚至產生倒流,最終導致流動邊界層完全脫離管壁,這便是著名的流場分離現象 16。分離後的流場會在彎管內側下游形成一個龐大的「死區」(Dead zone 或 Recirculation zone)17。
對於乳膠輸送而言,流場死區的存在是極度危險的。在死區內部,流體呈現低速的封閉迴旋狀態,乳膠微粒在此區域內的滯留時間(Residence time)被無限期延長。長時間的滯留不僅增加了微粒間因布朗運動或緩慢剪切而發生碰撞絮凝的機率,低速環境也使得微粒更容易因重力沉降而堆積在管底 17。更糟的是,死區與外部高速主流之間存在著極大的速度差異,這條分離界線(Separation layer)上充斥著高度不穩定的強剪切層,會不斷將生成的微小凝塊捲出並散播至整個管網中 43。
3.3 壁面剪應力(Wall Shear Stress)異常分佈與局部破乳
藉由計算流體動力學(CFD)搭配離散相模型(DPM)的數值模擬,可以更精確地透視非牛頓流體通過 1.5D彎管時的微觀受力分佈 18。模擬結果一致指出,在R/D=1.5 的 90 度彎管中,壁面剪應力(Wall Shear Stress, WSS)的分佈呈現極端的不對稱性與異常的高峰值 18。
由於核心高流速區域被強大的離心力強行推擠至彎管外壁,外側壁面(特別是位於轉角150° 至180° 下游處的 Extrados 區域)必須承受遠高於直管段數倍的巨大剪切應力沖刷 18。如前一章所述,乳膠具有一個不可逾越的「臨界剪切率」。在1.5D 彎管外壁的局部熱點上,極端的壁面剪切力輕易地擊穿了乳膠的機械穩定極限(MST),引發大規模的保護性界面層破裂與快速的剪切凝集 5。
這種現象與實務現場所觀察到的堵塞模式完美吻合:在拆解嚴重堵塞的1.5D 彎管時,維修人員幾乎總是發現最厚實、最堅硬的橡膠掛料層(Scale)首先生成於彎管的凸側外壁,隨後才逐漸向內蔓延並封死整個管徑。這證實了 1.5D彎管在流體力學本質上就是一台高效率的「乳膠凝集觸發器」。
四、大半徑5D 彎管工法之差異化減阻與穩流機制
認知到短半徑彎管在物理機制上的先天缺陷後,製程優化工程轉向尋求一種能夠柔化流體轉向過程的幾何方案。大半徑5D 彎管(即曲率半徑R=5*管外徑D )應運而生,成為解決非牛頓流體高剪切堵塞問題的最佳實踐。
4.1 幾何優化與阻力係數(K-Factor)之顯著降低
相較於透過模具熱壓成型的標準化1.0D 或1.5D 彎頭(Elbows),5D 彎管(Pipe Bends)通常採用無縫直管直接進行冷彎或中頻感應加熱彎曲(Induction Bending)工法製造,這賦予了其極度平滑的內壁曲線與客製化的轉向角度 12。
在管網水力計算中,管件的壓力損失主要以阻力係數(Loss Coefficient, K-Factor)或等效長度(Equivalent Length, Le/D)來進行量化評估 53。根據著名的 Crane Technical Paper No. 410 (TP-410) 經驗公式與相關研究,彎管的 K 值可近似由摩擦係數、曲率比與彎曲角度構成的模型求得 56:
K = fT*C1*(r/d) + C2*n
對於紊流或高雷諾數下的非牛頓流體:
- 傳統 1.5D彎管:由於轉彎半徑極端短促,流體質點被迫以近乎撞擊的方式改變方向,導致流場內部產生劇烈的渦漩消散與動能耗損,其計算所得的 K 值相對極高(例如在某些標準管徑下K≒0.09 至 0.35之間,取決於具體雷諾數)58。
- 大半徑 5D彎管:由於曲率半徑擴大至五倍的管徑,流道長度雖然增加,但轉向的幾何過渡變得極其平緩 13。這種「長半徑、緩過渡」的設計大幅減少了流體碰撞管壁與內部摩擦所造成的紊流能量消散。數值實驗與實測數據均指出, 5D彎管的綜合阻力係數顯著低於1.5D 彎頭 12。
阻力係數的大幅下降,直接反映在整套管網系統壓降(Pressure drop)的減少上 12。在乳膠輸送系統中,這帶來了一個至關重要的附帶效益:由於管網總阻力降低,工程師得以選用輸出揚程(Head)較低、轉速更慢的低剪切型泵浦(如氣動雙隔膜泵或低轉速螺桿泵),從源頭上再次降低了對乳膠的機械剪切破壞 3。
4.2 迪恩數削減與流場均勻化:死區與極端 WSS 的消弭
將彎管曲率半徑從 1.5D擴大至5D,在流體動力學上最核心的成就是對「迪恩數」(De)的根本性削弱。根據迪恩數的數學定義( De ∝ 1/√R),當半徑 R 增加至3.33 倍時(5D 對比1.5D),迪恩數將下降超過 45% 15。這意味著離心力相對於黏滯力的主導地位被大幅削弱,進而帶來一系列流場結構的優化效應:
- 二次流與迪恩渦流弱化:隨著離心力下降,流體被推向外壁的動能減輕。橫截面上的雙渦旋結構不再具備撕裂流體層的強大破壞力,速度剖面(Velocity profile)在轉彎過程中得以維持相對對稱的狀態,避免了非牛頓流體在高速區塊過度剪切稀化所導致的流動不穩定性 40。
- 徹底消除邊界層分離與死區:由於 5D彎管的內側曲率過渡極為平滑,逆向壓力梯度變得十分緩和 64。流體動能足以克服此微弱的阻力,使得邊界層能夠完美地貼合內側管壁行進。這種無分離的流動狀態徹底消滅了 1.5D彎管中致命的「流場死區」,剝奪了乳膠微粒因長時間滯留而發生重力沉降與絮凝的機會 17。
- 壁面剪應力(WSS)的削峰填谷:在5D 彎管中,流動方向的改變被分攤到更長的物理距離上。CFD 分析證明,原本集中於外側壁面的極端剪應力峰值被有效地分散與撫平 51。因為整個過渡區域內的局部最高剪切率都被成功壓制在乳膠的「臨界剪切穩定極限值」之下,乳膠顆粒的雙電層與立體阻礙得以保持完整,完美實現了從動力學源頭防堵剪切凝集(Shear coagulation)的工程目標 5。
4.3 內部表面工程:電解拋光(EP)的極致防掛料協同效應
儘管 5D大半徑彎管已經完美解決了巨觀流場的剪切與死區問題,但若要達到極致的防掛料標準,還必須考量管壁微觀表面粗糙度(Surface roughness,Ra)對膠體附著的影響。乳膠微粒的尺寸通常介於數十奈米至微米之間,一般商用不銹鋼管的微觀表面布滿了金屬晶界、刮痕與凹凸不平的突起,這些微觀缺陷會成為乳膠分子機械性嵌入的「錨固點」(Anchor points)3。
為徹底阻絕微觀掛料,本設計準則強烈建議所有 5D彎管均需採用 316L 不銹鋼材質,並於彎管成型後實施深度的「電解拋光」(Electropolished, EP)處理 28。
- 電解拋光之化學與物理機制:EP 製程是一種非機械性的電化學加工方法。將彎管浸入特製的高溫電解液浴中,並將管材接通為直流電的陽極(Anode)。在電流作用下,管壁表面會發生陽極溶解(Anodic dissolution)反應。由於微觀凸出尖峰處的電流密度遠高於凹谷處,尖峰會被優先溶解剝離 66。
- 表面鈍化與自潔性提升:經過 EP 處理的5D 彎管,其內壁不僅能達到如鏡面般光潔的極低粗糙度( Ra小於2μm以下),更由於溶解過程中優先移除了鐵元素,使得管壁表面形成了一層緻密、富含鉻(Chromium-rich)的無定形氧化鈍化膜 28。這層鈍化膜賦予了金屬極佳的耐腐蝕性與極低的表面自由能。
- 對比 PTFE 內襯管的優劣:雖然在某些極端工業中會考量使用 PTFE(聚四氟乙烯/鐵氟龍)內襯管路來降低表面摩擦 67,但對於複雜的乳膠管網而言,PTFE 內襯在彎管處的接縫、熱膨脹係數差異以及對負壓(如真空抽吸)的耐受度皆不如實心不銹鋼管可靠 68。若 PTFE 內襯發生微小破損或蠕變剝離,反而會形成巨大的乳膠聚積槽。因此,一體成型、無縫隙且經過無塵室等級清洗包裝的 EP 等級 5D不銹鋼彎管,才是確保無死角、無掛料的最佳工程選項 29。
五、CIP 就地清洗機制與運維成本(OPEX)深度分析
防堵塞設計的最終價值,必須透過工廠的實際運維數據與經濟效益來進行驗證。在乳膠製品廠中,就地清洗(Clean-in-Place, CIP)系統的運作頻率與耗能,是衡量管網設計良莠最直接的 KPI 指標 22。
5.1 乳膠管線 CIP 系統之標準作業程序與耗能結構
CIP 技術的核心理念是在不拆卸管路、閥門或設備的情況下,透過自動化控制系統,利用化學藥劑、熱能與高流速沖刷,將內部殘留物清除殆盡 24。對於易於交聯硬化且成分複雜的乳膠流體,一個完整且標準的 CIP 循環極其耗時且繁瑣,典型步驟如下:
- 高壓冷水預沖洗(Pre-rinse / Flush):首先使用大量的高壓冷水沖刷管線,將管內尚未凝固或僅輕微附著的鬆散乳膠與殘留液體排出,以延長後續化學藥劑的壽命 24。
- 高溫強鹼循環(Caustic Wash):這是 CIP 中最核心且耗能的階段。系統會注入濃度約10% 的強鹼去膜劑(如專用 Dyna Strip 皮膜去除劑或氫氧化鈉 NaOH 溶液)26。為了有效溶解蛋白質與強韌的交聯橡膠聚合物,這些鹼液必須透過熱交換器加熱並維持在攝氏88°C(約 190°F)的高溫狀態,並在管網內持續高速循環達數十分鐘 24。
- 中間溫水沖洗(Intermediate Rinse):以清水將管內剝落的橡膠殘骸、蛋白質皂化產物以及強鹼液體沖刷乾淨,避免影響後續酸洗反應 24。
- 酸洗循環(Acid Wash):由於乳膠配方中常含有碳酸鈣等無機填充物,管壁容易生成無機礦物結垢(Scale)。因此需注入濃度約 5%的硝酸(Nitric acid)或磷酸(Phosphoric acid)進行循環洗滌,以溶解礦物垢並中和殘留的鹼性,穩定管壁的 pH 值 73。
- 最終純水沖洗與消毒(Final Rinse & Sanitization):最後使用昂貴的 RO 逆滲透水或 DI 去離子水進行徹底的終端沖洗,確保管線內無任何化學藥劑殘留,保障下一批次乳膠材料的絕對純淨 27。
從上述繁複的流程中可以清晰勾勒出 CIP 的龐大成本結構:每一次清洗皆意味著巨量純水資源的消耗、加熱鍋爐的大量燃氣損耗、高昂的酸鹼化學品採購費用、以及清洗後含有毒性化學物與高濃度有機懸浮物的廢水處理成本 22。更具破壞性的是,CIP 執行期間產線必須完全停機(Downtime),這對於連續性生產的工廠而言,是無可估量的機會成本損失 3。
5.2 製程可靠度與維護頻率之實務數據對比
為了量化大半徑 5D彎管設計的實際效益,我們引入一組典型乳膠工廠(配置 1000 加侖調配槽與 200 公尺輸送主幹線)的實測與歷史維修數據 26,針對改裝前(全線使用傳統未拋光之1.5D 彎管)與改裝後(全線升級為 EP 處理之5D 彎管)進行比較。
表 1:流體動力學特徵與掛料生成狀況對比模型
| 評估指標維度 | 傳統 1.5D 彎管(未經特殊表面處理) | 大半徑 5D 彎管(結合電解拋光 EP 處理) | 工程改善效益分析 |
| 無因次曲率比 (R/D) | 1.5 | 5.0 | 曲率半徑躍升 333%,轉向軌跡趨近於平滑曲線。 |
| 局部等效阻力與壓降 | 極大 (K 值與等效長度極高) 58 | 大幅下降 (K 係數減少超過半數) 12 | 有效降低泵浦輸出揚程需求,減少初始泵送剪切力 53。 |
| 流場分離與死區 | 存在嚴重的迪恩渦流與內壁分離死區 17 | 二次流衰減,無邊界層分離與低速滯留區 64 | 徹底剝奪乳膠微粒因重力沉降與長時間積料的流場條件。 |
| 峰值壁面剪應力 (WSS) | 極端峰值集中於彎管外壁中下游,輕易突破乳膠 MST 極限 18 | 剪應力平緩過渡,整體低於剪切凝集之臨界閾值 51 | 防護乳膠雙電層免受機械力撕裂,從源頭根絕破乳掛料 20。 |
| 管壁微觀物理特性 | 具備晶界與加工凹凸,粗糙度較高 | 鏡面級微觀平滑 (Ra 極低),且具強鈍化抗腐蝕膜 29 | 消除微觀物理錨固點,賦予管壁極高的自潔與抗黏附特性 28。 |
透過流體力學與表面工程的雙重優化,乳膠管線的可靠度產生了質的飛躍。平均無故障運作時間(Mean Time Between Failures, MTBF)與非計畫性停機頻率是最好的佐證。
表 2:工廠現場製程可靠度與停機頻率比較(以單一產線單季營運為基準)
| 可靠度與產能指標 | 改裝前:1.5D 彎管系統 | 改裝後:5D 大半徑彎管系統 | 差異與實質營運改善 |
| 局部掛料初始生成時間 | 約 7~10天即出現明顯膠狀附著 | >45 天以上未見明顯垢層 | 掛料觸發週期被成功延緩達 4.5 倍以上。 |
| MTBF (平均無堵塞間隔) | 約 14 天 (需定期強制疏通) | >90 天 (達季度免維修標準) | 系統穩定運轉時間大幅度且穩定地延長。 |
| 非計畫性突發停機次數 | 每月平均發生 2.5 次微堵塞警報 | 降至 0 次 | 徹底消除因突發性壓降飆升或流量不足導致的斷線風險。 |
| 微凝塊脫落對良率的影響 | 高 (終端手套/塗膜易見針孔與顆粒瑕疵) 3 | 極低 (近乎完全消除剪切微粒) | 產品一致性與最終 A 級品良率大幅提升 1。 |
5.3 資本支出(CAPEX)與運維成本(OPEX)之經濟效益結算
在傳統 1.5D系統中,為了防止死區內的乳膠徹底硬化並封死管路,廠方必須採取「預防性高頻清洗」策略,這通常意味著每週必須強制執行至少一次完整的 CIP 循環 22。而在導入5D 大半徑彎管與 EP 處理後,系統展現出高度的防掛料自潔性,使得預防性 CIP 的排程得以放寬至每個月一次,甚至可以配合季度的廠房歲修再行處理。
以下我們將清洗頻率的降低,直接量化為每月的運維成本(OPEX)節省模型 26。
表 3:CIP 清洗降頻與月度運維成本(OPEX)節約分析模型
| 運維成本項目 | 原 1.5D 系統 (每週清洗,每月 4 次) | 新 5D 系統 (每月清洗 1 次) | 月度綜合節省效益推估 |
| 強鹼與酸性化學藥劑消耗 | 約 400 加侖/月 (以 1000 加侖槽體推算) 26 | 約 100 加侖/月 | 直接削減高達 75% 的危險化學品採購與倉儲成本。 |
| 高溫熱能損耗 (維持 190°F) | 極高 (每月需重複加熱 4 個完整循環) 26 | 低 (僅需加熱 1 個循環) | 巨幅節省鍋爐運轉所需之天然氣或重油燃料費用。 |
| 純水消耗與高濃度廢水處理 | 極高 (涵蓋預洗、中間洗與最終 RO 水洗) 74 | 低 | 降低水費支出,同時大幅減輕廠內污水處理廠(廢水 COD/BOD)的負荷。 |
| CIP 停機時間 (Downtime) | 4 次 * 6 小時/次 = 24 小時/月 | 1次 *6小時/次 = 6 小時/月 | 每月額外挽回 18 小時的黃金連續生產時間。 |
| 泵浦日常推動耗電量 | 較高 (需克服大阻力 K 值壓降) | 顯著降低 (阻力係數減少 57%) | 日常流體輸送之長期電力開銷穩定降低 33。 |
綜合經濟效益分析: 無庸置疑,在廠房建置初期,採用客製化彎折且經過無塵室等級電解拋光(EP)處理的5D 不銹鋼彎管,其材料採購與配管施工的資本支出(CAPEX),必定高於市面上大量鑄造生產的標準 1.5D短彎頭 14。然而,乳膠工業是一項高度依賴連續生產且利潤對良率極度敏感的產業。從表 3 的分析結果可以得出明確的結論:採用5D 彎管設計所節省的化學藥劑、能源、純水與污水處理費用,已經構成了一筆極其可觀的每月固定 OPEX 縮減。
更具決定性的是,每月成功挽回的18 小時停機時間,若將其投入高附加價值的乳膠產品(如醫療級薄膜手套、高階感壓膠塗層)生產,其所創造的額外產能與產值,加上良率提升所減少的廢品損失,足以在數個月至半年內將改裝5D 彎管的溢價 CAPEX 成本完全回收 3。此外,將強酸強鹼的使用頻率降低四分之三,極大程度地減少了現場作業人員的化學暴露與工安風險,完全契合現代製造業追求 ESG(環境、社會與公司治理)永續發展的核心目標 25。
六、總結與未來防堵設計準則展望
乳膠作為一種極具價值的基礎工業原料,其高度敏感的非牛頓假塑性流變特徵,對管線工程師提出了極為嚴苛的挑戰。本研究報告透過跨領域結合膠體化學、流體力學數值分析與工廠營運經濟學,對乳膠輸送管線的防堵塞設計進行了深度剖析,並得出以下關鍵研究成果與實務設計準則:
- 解構堵塞機制之盲點:傳統工業界常誤以為管線堵塞純粹是管徑不足或流速不當所致,然而本研究證實,1.5D 短半徑彎管幾何才是真正的病灶所在。急彎管所誘發的極端迪恩渦流(Dean vortices)、內側分離死區(Dead zones)以及外側異常飆高的壁面剪應力(WSS),創造了完美破壞乳膠靜電雙電層的惡劣流場,從而觸發不可逆的剪切凝集(Shear coagulation)與積累性掛料 16。
- 5D 大半徑彎管的治本之道:導入曲率半徑為5D 的大彎管,從流體力學的物理根源上徹底改變了流場結構。藉由將迪恩數大幅削減,二次流遭到抑制,流場分離與死區被完全消滅。流體的平滑轉向不僅大幅降低了系統阻力與壓降,更將局部峰值剪切率嚴格壓制在乳膠的機械穩定極限(MST)安全極限值之內,完美實現了「削峰穩流、阻絕破乳」的工程目標 13。
- 微觀表面工程的協同防護:單憑巨觀幾何的優化尚不足以對抗奈米級乳膠微粒的吸附。搭配電解拋光(EP)製程,透過陽極溶解消除管壁金屬晶界與加工凹凸,創造出具備極低粗糙度(Ra)與緻密鈍化層的鏡面管壁。這徹底剝奪了凝塊附著的物理錨固點,展現出遠優於傳統管材與 PTFE 內襯的抗黏附與自潔能力 28。
- 卓越的運維經濟效益與投報率:現場實務數據無可辯駁地證明了這套差異化防護設計的價值。系統 MTBF 從 14 天大幅延長至 90 天以上,迫使產線停機的 CIP 頻率驟降75%。這項優化不僅直接砍除了龐大的化學品、水電與廢水處理等 OPEX 成本,每月更為工廠釋放出龐大的潛在產能,其超高的投資回報率(ROI)徹底推翻了建置初期對於5D 管件成本較高的疑慮 24。
綜上所述,針對新建的乳膠相關製程廠房,或是亟需突破產能瓶頸的舊有管網改造工程,本報告強烈建議工程決策者應揚棄標準化短彎管的傳統思維。在乳膠分配管網、高壓泵浦出口區段以及關鍵控制閥的上下游等高剪切潛在熱點區域,應全面強制導入「 5D大半徑彎管結合 EP 電解拋光表面處理」的最高防堵設計規範。這不僅是一項消除堵塞的技術升級,更是乳膠製造工業邁向高可靠度、極致良率與綠色低耗能生產的關鍵工程基石。
參考文獻
- Latex Rubber Products: Easy Mastering 3 Eye-opening Parameters, https://ngocchausupplier.com/latex-rubber-products-3-crucial-parameters/
- ITEM NO. 312S – SEAL COAT 9-26-12 | Standard Specifications Manual | Austin, TX, https://library.municode.com/tx/austin/codes/standard_specifications_manual?nodeId=AUSTIN_TX_STANDARD_SPECIFICATIONS_TECHNICAL_MANUAL_SERIES_300STSUCO_ITEM_NO._312SSECO9-26-12_312S.4EQ
- Viscosity Management in Latex Glove Manufacturing – Lonnmeter, https://www.lonnmeter.com/news/viscosity-management-in-latex-glove-manufacturing/
- Cold Seal Adhesive Coating Tips for Food and Other Packaging Applications – Bostik, https://www.bostik.com/us/en_US/blog/post/advanced-packaging/flexible/nam/cold-seal-adhesive-coating-tips-food-packaging-applications/
- Assessment of the Aggregation Dynamics of Latex Particles | Industrial & Engineering Chemistry Research – ACS Publications, https://pubs.acs.org/doi/10.1021/acs.iecr.6c01681
- WO2011116103A1 – Modified natural rubber latex and products manufactured from same – Google Patents, https://patents.google.com/patent/WO2011116103A1/en
- Journal of Natural Rubber Research 1997 Volume.12 No.3, http://lib3.dss.go.th/fulltext/scan_ebook/j.of_rubber_1997_v12_n3.pdf
- How to measure and control the viscosity of non-Newtonian fluid? – ResearchGate, https://www.researchgate.net/post/How_to_measure_and_control_the_viscosity_of_non-Newtonian_fluid
- Placement of Latex Modified Concrete – BASF, https://dispersions-resins-products.basf.us/files/brochures/2020_BASF_PlaceLatexModConcrete.pdf
- Pulsatile flow in elastic tubes: A literature review of experimental techniques, flow behavior, and biomedical applications | Physics of Fluids | AIP Publishing, https://pubs.aip.org/aip/pof/article/37/10/101305/3369172/Pulsatile-flow-in-elastic-tubes-A-literature
- Non-Newtonian Fluids: Properties & Pipe Behavior – FluidFlow, https://fluidflowinfo.com/non-newtonian-fluids-in-pipe-networks-properties-and-characteristics/
- 3D, 5D, and 8D Steel Pipe Bends Choose Guide, https://hb-steel.com/3d-5d-and-8d-steel-pipe-bends-choose-guide/
- 3D & 5D Pipe Bends – Benton Piping Systems, https://www.bentonpipingsystems.com.au/3d-5d-pipe-bends/
- Steel Pipe Bend / 3D, 5D Bend (Differences with Elbow) – Octal Pipe Fittings, https://www.octalpipefittings.com/steel-pipe-bend/
- Dean number – Wikipedia, https://en.wikipedia.org/wiki/Dean_number
- Numerical investigation of Dean vortex evolution in turbulent flow through 90° pipe bends, https://www.frontiersin.org/journals/mechanical-engineering/articles/10.3389/fmech.2025.1405148/full
- Simulation of Flow and Pressure Loss in the Example of the Elbow – MDPI, https://www.mdpi.com/2073-4441/16/13/1875
- Performance Prediction of Erosive Wear of Steel for Two-Phase Flow in an Inverse U-Bend, https://pmc.ncbi.nlm.nih.gov/articles/PMC9414689/
- Colloidal Stability of the latex particles – Fenix, https://fenix.tecnico.ulisboa.pt/downloadFile/563345090414974/Colloidal%20stability%20of%20the%20latex%20particles%20-%20Andre-Pereira.pdf
- MEASUREMENT AND THEORETICAL TREATMENT OF THE COLLOIDAL FORCES ACTING ON A MODEL COLLOID – SHEAR INDUCED AGGREGATION – Prof Steven Abbott, https://www.stevenabbott.co.uk/_downloads/PrestonThesis.pdf
- Size and Structure of Clusters Formed by Shear Induced Coagulation: Modeling by Discrete Element Method | Langmuir – ACS Publications, https://pubs.acs.org/doi/10.1021/acs.langmuir.5b01046
- Clean-in-Place (CIP) Systems: Everything You Need to Know – Central States Industrial, https://www.csidesigns.com/blog/articles/clean-in-place-cip-systems
- Clean-In-Place for Biopharmaceutical Processes, https://repo.upertis.ac.id/1782/1/Clean-In-Place%20for%20Biopharmaceutical%20Processes.pdf
- Exploring the Cost-Benefit Analysis of Clean in Place Solutions – SKE Equipment, https://skeequipment.com/exploring-the-cost-benefit-analysis-of-clean-in-place-solutions/
- Clean in Place (CIP): The Complete Guide | Process Types, Chemicals, & Equipment, https://runlaminar.com/blog/clean-in-place
- Step-by-Step Guide for Cleaning Setup Latex – A-One Chemicals -, https://blog.a-onechemicals.com/step-by-step-guide-to-cleaning-setup-latex/
- CIP Duties Blog | Thermaline, https://www.thermaline.com/content/more-info/recent-news/clean-place-duties-cleaning-your-heat-exchanger/
- Electropolished (EP) Tubing – PAC Stainless, https://www.pacstainless.com/products/stainless-steel-tubing/electropolished-ep-tubing/
- Clean Room Electropolished Stainless Steel Tubing – CIVMATS, https://www.civmats.com/news/news105/news105.HTML
- Mathematical modelling with experimental validation of viscoelastic properties in non-Newtonian fluids – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC7287316/
- Non-Newtonian Fluids – CHAM, https://www.cham.co.uk/phoenics/d_polis/d_enc/non.htm
- Non-Newtonian Fluids – Moodle@Units, https://moodle2.units.it/pluginfile.php/96542/mod_folder/content/0/Reologia_fluidi_complessi_2.pdf?forcedownload=1
- friction factor and flow characterisation of non-newtonian fluids, https://people.eng.unimelb.edu.au/imarusic/proceedings/11/Khan.pdf
- Natural Rubber / Coagulation of Latex – YouTube, https://www.youtube.com/watch?v=TMOqFXBMdVM
- Aggregation Mechanisms of Latex of Different Particle Sizes in a Controlled Shear Environment | Request PDF – ResearchGate, https://www.researchgate.net/publication/231673233_Aggregation_Mechanisms_of_Latex_of_Different_Particle_Sizes_in_a_Controlled_Shear_Environment
- Aggregation Mechanisms of Latex of Different Particle Sizes in a Controlled Shear Environment | Langmuir – ACS Publications, https://pubs.acs.org/doi/10.1021/la010702h
- Floc cohesive force in reversible aggregation: a Couette laminar flow investigation – PubMed, https://pubmed.ncbi.nlm.nih.gov/20515055/
- Efficiency of shear-induced agglomeration of particulate suspensions subjected to bridging flocculation – The Research Repository @ WVU – West Virginia University, https://researchrepository.wvu.edu/cgi/viewcontent.cgi?article=3410&context=etd
- Flow of Non-Newtonian Fluids in Curved Pipes : Laminar Flow in Entrance Region – J-Stage, https://www.jstage.jst.go.jp/article/jsmeb1988/33/1/33_1_26/_article
- FRICTION CURVES TRANSFORMATION OF NON-NEWTONIAN FLUIDS IN COILS TRANSFORMACJA KRZYWYCH OPORÓW PRZEPŁYWU PŁYNÓW NIENEWTONOWS – ejournals, https://ejournals.eu/pliki_artykulu_czasopisma/pelny_tekst/b470e5b5-46bf-4fa4-8965-b88675054ee9/pobierz
- Generalized non-Newtonian flow of ice slurry through bends, https://www.imp.gda.pl/files/transactions/122/s45-60_niezgoda.pdf
- Dean Number Effects on Curved Pipe Flow | PDF | Vortices | Fluid Dynamics – Scribd, https://www.scribd.com/document/886845120/Effets-du-nombre-de-Dean
- numerical study about the change in flow separation and – TEMPLATE FOR A PUBLICATION IN THE “INTERNATIONAL JOURNAL OF DISTRIBUTED ENERGY RESOURCES”, https://ijtech.eng.ui.ac.id/download/article/574
- Internal Gas–Liquid Separation in Industrial Ebullated Bed Hydroprocessors – ACS Publications, https://pubs.acs.org/doi/10.1021/acs.iecr.9b02201
- Experimental Analysis of the Relationship between Flow Velocities and Sediment Transport in a Laboratory Channel Featuring a Lateral Bifurcation and Sand Bed – Redalyc, https://www.redalyc.org/journal/5722/572282157002/html/
- The University of Sheffield – White Rose eTheses Online, https://etheses.whiterose.ac.uk/id/eprint/14757/1/275084.pdf
- CFD Analysis of Single and Multiphase Flow Characteristics in Elbow, https://www.scirp.org/journal/paperinformation?paperid=18832
- Wall shear stress distribution along the outer wall of elbows with different inlet velocities. – ResearchGate, https://www.researchgate.net/figure/Wall-shear-stress-distribution-along-the-outer-wall-of-elbows-with-different-inlet_fig4_273180534
- Estimation of Erosion Rate on Elbows Containing Water Particles Using CFD, https://ijsret.com/wp-content/uploads/2020/07/IJSRET_V6_issue4_575.pdf
- 90 • five-gore elbow r/D = 1.5. | Download Scientific Diagram – ResearchGate, https://www.researchgate.net/figure/five-gore-elbow-r-D-15_fig1_305741306
- Investigation of Particle Size Effects on Solid Particle Erosion of Elbows in Series for Liquid-Solid Flows – ResearchGate, https://www.researchgate.net/publication/355013591_Investigation_of_Particle_Size_Effects_on_Solid_Particle_Erosion_of_Elbows_in_Series_for_Liquid-Solid_Flows
- Piping and Pipeline Bends – EPCM Holdings, https://epcmholdings.com/piping-and-pipeline-bends/
- Laminar and Non-Newtonian Corrections Panel, https://docs.aft.com/fathom/Laminar-and-Non-Newtonian-Corrections-Panel.html
- On the Pressure Drop of Various Hydraulic Pipes Including 90-Degree Bends and T-Shape Manifolds: 1-D and 3-D Analyses – Purdue e-Pubs, https://docs.lib.purdue.edu/cgi/viewcontent.cgi?article=3431&context=iracc
- Pressure losses at bends and junctions – Queen’s University Belfast Research Portal, https://pure.qub.ac.uk/files/191805556/final1_Pressure_Losses_at_Bends_and_Junctions.pdf
- Applying the Improved ATKF Method for Laminar and Non-Newtonian Flow – Datacor, https://www.datacor.com/resources/applying-the-atkf-method-for-laminar-and-non-newtonian-flow
- Bend Loss Model, https://docs.aft.com/fathom/BendLossModel.html
- 90° Elbow vs Bent Pipe Pressure Drop K-Value Calculation – Industrial Monitor Direct, https://industrialmonitordirect.com/blogs/knowledgebase/90-elbow-vs-bent-pipe-pressure-drop-k-value-calculation
- ANSI/ ASME B16.9 1.5d elbow – Industrial buttweld pipe fittings manufacturer in Carbon / Alloy Steel, https://www.excelmetal.net/buttweld-asme-b169-1-5d-elbow-manufacturer-supplier.html
- 1D / 1.5D / 3D / 5D Elbow Supplier – Metalfed Engineering, https://www.metalfed.com/buttweld-fittings/1d-1-5d-3d-5d-elbow-asme-b-16-9-supplier/
- 5D Bend Pipe | Industrial Pipe Manufacturer & Supplier – Sunny Steel, https://www.sunnysteel.com/5d-pipe-bending.php
- Experimental and Numerical Investigation of the Loss Coefficient of …, https://pp.bme.hu/ch/article/view/14346
- Pipe Pressure Drop Calculation Guide | PDF | Computers – Scribd, https://www.scribd.com/document/62905820/Copy-of-Pressure-Drop-Calculation-Example
- Numerical Investigation and Optimization of the Flow Characteristics of Bend Pipe with Different Bending Angles – PSE Community.org, https://psecommunity.org/wp-content/plugins/wpor/includes/file/2302/LAPSE-2023.1540-1v1.pdf
- Electropolished 316L Stainless-Steel Tubing, Silcosteel-CR Treated, 0.085 – Restek, https://www.restek.com/p/29043
- Stainless Steel Electropolishing Services | Harrison EP Houston, https://harrisonep.com/electropolishing/stainless-steel-electropolishing
- Best practice in the use of indwelling catheterisation – Urology and Continence Care Today, https://www.ucc-today.com/journals/issue/launch-edition/article/best-practice-in-the-use-of-indwelling-catheterisation
- PTFE Fluoropolymer Tubing – NewAge Performance Products, https://newageperformanceproducts.com/product/ptfe-fluoropolymer-tubing/
- Are you supposed to use Teflon tape with compression pipe fittings/adapters? – Quora, https://www.quora.com/Are-you-supposed-to-use-Teflon-tape-with-compression-pipe-fittings-adapters
- Clogging due to heat creep: buy new cooler or new hotend? – 3D Printing Stack Exchange, https://3dprinting.stackexchange.com/questions/8193/clogging-due-to-heat-creep-buy-new-cooler-or-new-hotend
- Valex: Ultra-High Purity Electropolished Stainless Steel Tube and Components, https://www.valex.com/
- What is Clean in Place (CIP)? – OSU Extension, https://extension.okstate.edu/fact-sheets/what-is-clean-in-place-cip
- CIP Cleaning Chemicals | 4 Essential Solutions for Clean-in-Place… – Central States Industrial, https://www.csidesigns.com/blog/articles/clean-in-place-cip-cycle-4-chemicals-commonly-used
- Addressing Frequently Asked Questions about CIP Systems, https://seiberling.com/addressing-frequently-asked-questions-about-cip-systems/
- Clean up Your Operating Costs with Clean-in-Place – Food Manufacturing, https://www.foodmanufacturing.com/facility/article/13184251/clean-up-your-operating-costs-with-cleaninplace