
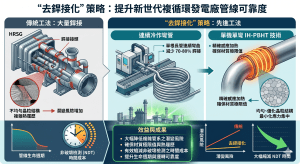
一、 緒論與研究背景:現代複循環發電廠與 HRSG 管系之技術挑戰
隨著全球能源結構向高效率、低碳排放及快速反應的載載追隨(Load-following)模式轉型,現代複循環發電廠(Combined Cycle Power Plant, CCPP)已成為支撐間歇性再生能源電網之核心設施 1。為追求極致之熱力學效率,燃氣渦輪機(Gas Turbine)之排氣溫度不斷攀升,迫使下游之廢熱回收器(Heat Recovery Steam Generator, HRSG)必須在極端之高溫、高壓條件下運作。HRSG 作為連結氣渦輪機與汽輪機之關鍵熱傳設備,其內部佈滿了錯綜複雜的流體傳導管系。這些管網依據功能與製造邏輯,在工程實務上可顯著區分為兩大類別:內部熱傳導管排(Tube Bundles)與模組跳接及動力管線(Link Pipes & Power Piping)。
內部熱傳導管排主要由垂直排列之鰭片管組成,上下端以 180 度 U 型彎管相連,管徑較小(約 1.5 至 2.5 吋),屬高度標準化之模組 2。然而,負責串接各級集管(Headers)及匯出主蒸汽之高溫高壓動力管系,包含過熱器與再熱器跳接管、減溫水系統及高低壓旁通管等,其管徑多落於 3 吋至 8 吋之間,且空間走向呈現極高複雜度之 3D 交錯 3。此區域之管線不僅承受內部高壓蒸汽之周向與軸向應力,亦須抵抗啟停爐反覆循環所帶來之熱應力與疲勞負荷 1。
在管線系統之法規管轄上,HRSG 之動力管線橫跨了嚴格之美國機械工程師學會(ASME)規範邊界。直接連接鍋爐本體至第一道或第二道隔離閥之管線,被定義為鍋爐外部配管(Boiler External Piping, BEP),在行政管理、材料選用與認證程序上必須完全依循 ASME Section I 之規範 4;而隔離閥下游之非鍋爐外部配管(NBEP),則主要依循 ASME B31.1 動力配管規範進行應力計算與幾何設計 4。為滿足苛刻之高溫潛變強度需求,此類 8 吋以內之管系廣泛採用 P91(9Cr-1Mo-V-Nb)、P92 等高潛變強度合金鋼(Creep Strength Enhanced Ferritic Steels, CSEF)8。然而,傳統上高度依賴 1.5D 鍛造彎頭與直管進行大量銲接拼接之預製工法,在 CSEF 鋼材的應用上遭遇了難以克服的冶金瓶頸,迫使工程界必須尋求「去銲接化」之創新佈局 10。
二、 傳統銲接工法之冶金風險與失效機制:Type IV 潛變破裂
P91 與 P92 鋼材之所以具備卓越的高溫潛變抗力,主要歸功於其經過精確之正常化(Normalizing)與回火(Tempering)熱處理後,所形成之回火麻田散鐵(Tempered Martensite)微觀組織 8。此一組織由高密度的差排(Dislocations)、分佈於原沃斯田鐵晶界與麻田散鐵板條邊界之 M23C6碳化物,以及均勻散佈於基體內之奈米級 MX 碳氮化物(如 Nb/V 之碳氮化物)所共同穩定 11。這些微細析出物發揮了強大的「釘扎效應」(Pinning Effect),有效阻礙了高溫下晶界之滑動與差排之攀移,進而賦予材料長效的潛變強度 12。
然而,當這些材料經歷傳統電弧銲接(如 GTAW 或 SMAW)時,銲道周邊的母材會因劇烈的溫度梯度而形成熱影響區(Heat-Affected Zone, HAZ)。在 HAZ 之中,最脆弱的環節並非極高溫的粗晶區(CGHAZ),而是峰值溫度介於AC1(下臨界溫度,麻田散鐵開始轉變為沃斯田鐵)與AC3(上臨界溫度,完全轉變為沃斯田鐵)之間的「跨臨界熱影響區」(Intercritical HAZ, ICHAZ)或細晶區(FGHAZ)13。
微觀組織之退化與介金屬相析出
在跨臨界的銲接熱循環中,P91/P92 母材發生部分沃斯田鐵化。此時,原本負責釘扎晶界的M23C6 碳化物不僅未完全固溶,反而因受熱而發生粗化(Coarsening);同時,部分的基體轉變為缺乏強化的多邊形肥粒鐵或未回火之軟質麻田散鐵 13。這種熱履歷破壞了原本精心設計的析出物強化機制。
更甚者,在後續的高溫服役過程中,此一區域極易析出粗大的介金屬相,如 Laves 相((Fe,Cr)2(Mo,W))與 Z 相 17。鎢(W)與鉬(Mo)原本是提供固溶強化之關鍵元素,但粗大的 Laves 相會大量消耗基體中的這些元素,導致局部潛變強度急遽衰退 16。微觀結構的異質性(如鉻濃度分佈不均)進一步加劇了局部變形,使得 ICHAZ 成為跨越銲道之應力分佈中最薄弱的環節 15。
空洞成核與 Type IV 早期失效
在多軸應力(尤其是跨銲道之主應力)與高溫(通常在 600°C 以上)的共同作用下,蠕變空洞(Creep Cavities)會優先在這些粗化的M23C6 碳化物與 Laves 相的晶界處成核 14。由於 ICHAZ/FGHAZ 區域之晶粒細小,晶界面積廣大,空洞得以迅速沿著晶界成長並相互連結,最終形成曲折的微裂紋(Zigzag Microcracks),導致銲口在遠低於母材設計壽命之時間內發生無預警的脆性斷裂 16。此一獨特且致命之失效模式,在冶金學上被稱為「Type IV 潛變破裂」(Type IV Creep Cracking)19。
從實務層面觀察,傳統依賴大量 1.5D 鍛造彎頭與直管銲接之管線,其 Type IV 破裂的風險極高。在多個實際電廠案例中,P91/P92 管系之銲口在經歷 20,000 小時甚至 5,000 小時的短暫運轉後,即於 HAZ 發現嚴重的潛變空洞與裂紋 20。即便依據規範執行了極為嚴格之銲後熱處理(PWHT),受限於銲接熱循環已對微觀組織造成不可逆之破壞,HAZ 的局部軟化與潛變強度折損(其強度可能僅剩母材之 50%)仍無法完全消除 23。這意味著,試圖透過改善銲材或優化銲接參數來解決 Type IV 破裂問題,往往治標不治本 19。唯有從管線幾何佈局著手,實施「去銲接化」,直接消除應力集中區(如轉向處)之銲口,方能徹底根絕此一長效運轉隱患。
三、 幾何形狀與應力強度分析:1.5D 鍛造彎頭與 3D/5D 連續冷彎之比較
在探討去銲接化策略時,必須從固體力學與管線應力分析之宏觀角度,評估幾何彎曲對於管網整體結構完整性之影響。傳統 HRSG 跳接管與動力管線系統在改變流體方向時,受限於傳統加工思維與空間限制,普遍採用曲率半徑為 1.5 倍管徑(1.5D)之鍛造長半徑彎頭(Long Radius Forged Elbows),並透過兩端之周向銲口(Girth Welds)與直管相連 25。相對於此,去銲接化策略則提倡使用連續之 3D 或 5D 數控(CNC)冷彎管(Pipe Bends)來取代傳統彎頭組件 3。
應力強度因子(SIF)之理論基礎與規範應用
管線在承受內部流體之高壓,以及由於高溫操作引發之熱膨脹(Thermal Expansion)、設備位移、自重及地震等外部動態負荷時,彎曲處會產生顯著之應力集中,並伴隨管截面之橢圓化變形(Ovalization 或 Flattening)27。為量化此一局部應力放大效應,ASME B31.1 及 B31.3 動力與製程配管規範(Appendix D)引入了「應力強度因子」(Stress Intensification Factor, 簡稱 SIF 或 i)之概念 27。SIF 在工程定義上,代表了管件彎曲處之最大疲勞或彎曲應力,與同尺寸直管在相同彎矩下之名義彎曲應力之比值 27。
依據 ASME B31 規範,平滑彎管與彎頭之幾何柔性特性(Flexibility Characteristic,h)計算公式如下:
h = tnR/r2
其中,tn 為彎管或接管之名義壁厚,R 為彎曲半徑(Bend Radius),r 為管子之平均截面半徑 27。
基於計算所得之 h 值,面內(In-plane,即彎矩作用於彎管所在之平面)與面外(Out-of-plane,即彎矩作用垂直於彎管平面)彎曲之應力強度因子分別由以下公式求得:
SIFin-plane = 0.9/h2/3
SIFout-plane = 0.75/h2/3
由上述力學關係可以推導出一項關鍵洞察:當管材的外徑、平均半徑(r)與名義壁厚(tn)保持固定時,彎曲半徑 R 的增加會導致柔性特性 h 值呈線性放大;而 h 值的放大,將使應力強度因子 SIF呈指數級距下降 27。這意味著,在相同的端點位移、熱膨脹彎矩與地震力矩作用下,大曲率半徑彎管所承受之應力集中程度遠小於小曲率半徑之彎頭。
3D/5D 連續冷彎之流體動力學與結構力學優勢
將傳統之 1.5D 長半徑彎頭替換為 3D 甚至 5D 之連續彎管,不僅是製造工法的轉變,更是管系力學性能的全面升級。
| 幾何特徵比較 | 彎曲半徑 (R) | 應力強度因子 (SIF) 趨勢 | 流體阻力與壓降 | 幾何轉向處銲口數量 | 典型應用場景與限制 |
| 傳統鍛造彎頭 | 1.0D 或 1.5D | 較高(顯著之應力集中效應) | 較高(易產生二次渦流與流體分離) | 至少 2 個(兩端必須與直管銲接) | 空間極度受限之模組內部、特殊管閥連接區 30 |
| CNC 連續冷彎管 | 3D | 顯著降低(相較於 1.5D 彎頭) | 較低(過渡相對平滑) | 0 個(一體成型連續過渡) | 多數中大型動力管線、一般主蒸汽及給水系統 31 |
| CNC 連續冷彎管 | 5D | 極低(趨近於直管極限,應力均勻) | 極低(阻力與壓降最小化,減少擾流) | 0 個(一體成型連續過渡) | 需極低壓降之特殊系統、大口徑高流速管系 31 |
除了在靜態與動態應力集中上的顯著緩解,大曲率半徑之 3D/5D 彎管在流體動力學(Fluid Dynamics)上亦展現出極大之優勢。在高速、高壓的蒸汽管網中,流體通過 1.5D 彎頭時,由於曲率變化劇烈,極易在內弧側引發流體分離(Flow Separation),並在下游形成強烈的二次渦流(Secondary Vortices)25。這些不穩定的擾流不僅會增加系統整體的壓力降(Pressure Drop),降低汽輪機的可用熱能,更會加劇流體對管壁的沖蝕-腐蝕(Erosion-Corrosion)作用 25。
採用 3D/5D 冷彎管,其平滑的幾何過渡能有效維持層流或穩定的亂流場,將壓降降至最低,這對於提升 CCPP 整體的熱力循環效率具有不容忽視的長期經濟效益 25。最關鍵的是,透過連續冷彎技術,工程師得以將原本必須切斷、並以兩個周向銲口拼接鍛造彎頭的幾何轉向區域,轉化為一體成型的連續金屬流線。此一幾何設計的變革,從根本上拔除了應力熱點上的 HAZ,徹底消除了前述之 Type IV 潛變破裂風險。
四、 去銲接化核心技術(一):CNC 冷彎成型技術與 ASME 法規遵循
為落實動力管線的「去銲接化」,本研究探討以潁璋工程為代表的現代管系加工技術,導入了 8 吋管徑以內的連續 3D/5D CNC 冷彎成型技術(Cold Bending)10。相較於依賴高溫將金屬加熱至塑性狀態以進行加工之熱彎(Hot Bending)或感應彎曲(Induction Bending),冷彎技術係於室溫下施加龐大之機械力,迫使金屬管材發生永久之巨觀塑性變形 35。
冷彎變形力學與幾何公差控制
在冷彎加工過程中,管材截面會經歷極為複雜的應力重新分佈與幾何重塑。管材彎曲之外側(外弧,Extrados)承受強大的張應力(Tensile Stress),導致金屬晶格被拉伸,巨觀上表現為管壁減薄(Wall Thinning);相對地,管材彎曲之內側(內弧,Intrados)則承受強大的壓應力(Compressive Stress),金屬受到擠壓,導致管壁增厚,若支撐力不足則極易產生波浪狀的起皺(Wrinkling)37。同時,由於中性軸上下兩側的徑向分力作用,原本呈正圓的管截面會向內塌陷,產生橢圓化變形(Ovality 或 Flattening)37。
針對這些加工伴隨而來的幾何變異,國際動力配管規範設立了嚴苛的容許邊界,以確保彎管承壓能力的完整性。依據 ASME B31.1 規範第 104.2 節(Curved Segments of Pipe)之規定,當鐵基材料之彎曲半徑達 5 倍管徑或以上,且壁厚大於等於 Schedule 40 時,其最大與最小直徑之差(即橢圓度)不得超過彎曲前平均測量外徑的 8% 39。對於外弧的壁厚減薄率,實務工程規範(如 PFI ES-24 及其延伸標準)通常限制 3D 彎管的減薄率在 12% 至 12.5% 以內,1.5D 彎管則在 18% 以內 40。最關鍵的底線在於,減薄後之外弧絕對壁厚,必須大於或等於由 ASME B31.1 公式計算所得之最小要求壁厚(Minimum Required Wall Thickness, tm)加上必要的腐蝕裕度 42。
透過高剛性之 CNC 彎管機架構、精密控制的伺服液壓推力系統,以及由內部穿心軸(Mandrel)、防皺模(Wiper Die)、夾模與壓模組成的客製化模具系統,現代冷彎設備能精確掌握金屬流動 44。這使得 8 吋管徑以內、厚壁(如 Schedule 160 或 XXS)的高強度 P91、P92 及高等級不銹鋼管線,其橢圓度與減薄率皆能被嚴格壓制在法規容許的極限之內,確保流體通道的幾何完整性與承載高壓蒸汽的安全性 10。
ASME Section I 鍋爐外部配管之冷應變計算與熱處理強制規範
由於 HRSG 內部之過熱器跳接管與相關動力管線大多屬於鍋爐外部配管(BEP),其冷彎製程的行政程序與技術要求必須完全依從 ASME Section I 之規範 4。冷變形會引入顯著的巨觀殘餘應力,並導致嚴重的微觀加工硬化(Work Hardening),使得材料內部的差排密度呈指數級增加。這種晶格的嚴重扭曲,會破壞 CSEF 鋼材原有的潛變強度機制。
ASME Section I PG-19 章節提供了冷應變(Cold Strain)之理論計算準則。對於圓管成型而言,彎管外弧表面之最大理論應變百分比可由下列公式決定:
% Strain = 100*r/R
其中 r 為管子之外側半徑(即外徑之半),R 為彎曲中心線半徑 47。以一支典型的 3D 彎管為例(彎曲半徑為外徑的 3 倍,即 R=3*2r=6r),其理論最大表面應變約為 16.67%;若為 5D 彎管(r=10r),其應變亦高達 10%。
針對此一應變幅度,ASME Section I PG-20 章節針對碳鋼與潛變強化合金鋼(如 P91/P92)之冷成型設立了嚴格之熱處理門檻。規範指出,當管材為未熱處理(Unheat-treated)之熱加工起始材料時,若冷成型產生之應變超過 5%,則必須強制執行成型後熱處理(Post-Forming Heat Treatment, PFHT)49。由於採用 3D 甚至 5D 之連續冷彎工法,無可避免地會產生遠大於 5% 門檻之冷應變,因此對於 P91/P92 等對熱履歷與應變極度敏感的高階材料而言,冷彎後的熱處理不再只是選項,而是回復材料韌性、消除殘餘應力,並重建潛變抗力的絕對必要程序 47。
五、 去銲接化核心技術(二):單機單彎 IH-PBHT 之冶金回覆與精確控溫技術
既然 P91/P92 管材在冷彎後必須進行強制性的成型後熱處理(PFHT / PBHT),以消除加工硬化並回復回火麻田散鐵組織的韌性與高溫強度,那麼「如何執行」此一熱處理,便成為決定產品質量與安全性的最後一哩路。傳統的管線預製廠多半依賴大型熱處理爐,進行批次熱處理(Batch Processing)。然而,從冶金動力學與熱力學的角度審視,批次處理在面對高階合金鋼時,存在著難以妥協的固有缺陷 51。
傳統批次爐熱處理之冶金侷限性與風險
在大型爐中,數十件乃至數百件形狀各異、壁厚不同的管件被堆疊受熱。依據熱輻射與對流熱傳定律,位於批次外圍之管件會較早達到設定溫度,並暴露於更直接的熱輻射下;而位於爐心之管件,則因周遭物件的遮蔽效應,升溫遲緩且最高溫度偏低 51。
對於 P91/P92 鋼材而言,其回火與應力消除的溫度視窗極為狹窄。規範與最佳實務通常要求熱處理溫度落在 730°C 至 770°C 之間(最佳靶值多設為760°C±10°C)48。這是一個充滿危機的臨界區間:
- 溫度過衝(Overshoot)風險: 若為確保爐心管件達標,而提高爐溫,極易導致外圍管件局部溫度超過AC1 下臨界溫度(約略高於 800°C)。一旦跨越AC1,材料內部將發生逆相變(Reverse Transformation),部分組織重新轉變為沃斯田鐵。在熱處理結束的緩慢冷卻過程中,這些沃斯田鐵會轉變為未經回火的「新鮮麻田散鐵」(Fresh Martensite)。這種組織極度堅硬、脆化,嚴重破壞管線的高溫韌性,形同在管件內埋下不定時炸彈 54。
- 溫度不足(Undertempering)風險: 反之,若爐心溫度不足,冷彎所注入的過剩差排無法有效回復(Recovery),殘餘應力未能釋放,強化碳化物亦無法達到穩定的尺寸分佈,材料將無法滿足法規要求的強度與韌性基準 56。
- 幾何變形(Distortion): 在高達 760°C 的爐溫下,整支 3D 彎折的長管件會因高溫屈服強度驟降而軟化,在自重的作用下極易產生無可挽回的幾何變形,破壞管線預製的尺寸精度 51。
「單機單彎」感應加熱(IH-PBHT)之突破性優勢
為徹底解決上述批次處理的瓶頸,本研究所論述之工法引入了「單機單彎(One-Piece Flow)」之感應加熱彎管後熱處理(Induction Heating Post-Bending Heat Treatment, IH-PBHT)技術 3。此一技術邏輯將精益生產(Lean Manufacturing)中追求無等待、高一致性的連續流概念,完美融入冶金熱處理製程中 51。
感應加熱(Induction Heating)並非依賴外部熱源的傳導,而是將交變電流通入環繞管件的感應線圈(通常為銅管),產生高頻或中頻交變磁場。當導電且具磁性的 P91/P92 管材置於磁場中時,管壁內部會感應出高密度的渦電流(Eddy Currents),並伴隨磁區反轉所產生的磁滯損耗(Hysteresis Losses),從而由管壁內部金屬直接產生焦耳熱(Joule Heating)58。這種「由內而外」的發熱機制,結合單件處理的客製化控制,帶來了決定性的冶金優勢:
- 極致之溫度均勻性與精準閉環控制: 單機單彎的 IH-PBHT 系統配備多組熱電偶(Thermocouples),直接點銲或綁紮於彎管的外弧、內弧、甚至管壁深處,進行即時溫度監測 53。透過 PID 回饋控制系統動態調整感應線圈的功率輸出,能將單一彎管區域的溫度穩穩鎖定在 760°C±10°C的狹窄目標區間內 52。這種精準度徹底消除了局部區域超越AC1 溫度的相變風險,確保整段彎管維持一致的次臨界(Subcritical)熱履歷 61。
- 受控之升降溫動態曲線與持溫時間(Soaking Time): P91/P92 的熱處理規範對加熱與冷卻速率有嚴格限制(例如 300°C 以上的升降溫速率必須低於特定閥值,冷卻速率亦須適當以避免不良析出)52。此外,持溫時間需依據管材厚度嚴格計算(如每毫米壁厚5 分鐘,且總時長不得低於 1 或 2 小時)52。IH-PBHT 系統能完全自動化地執行這套動態熱履歷,使冷彎引發之加工硬化與過剩差排得以穩健且充分地回覆(Recovery)。同時,穩定的高溫持溫過程,促使M23C6 與 MX 碳氮化物在麻田散鐵基體中均勻沉澱並生長至最佳尺寸,穩固了材料之長期潛變抗力 8。
- 局部加熱消除全管熱應力與變形: IH-PBHT 僅針對冷彎產生塑性變形的區域及其相鄰之過渡帶進行局部感應加熱 51。未受冷彎影響的直管段則保持常溫或較低溫度,保留了母材原始的優良冶金性質與極高的結構剛性。此一局部加熱策略,大幅避免了傳統整管入爐受熱所導致的全面軟化下垂與幾何尺寸變形問題,確保了高精度管系在現場安裝時的完美契合度 51。
| 參數/特性 | 傳統批次爐熱處理 (Batch Furnace) | 單機單彎感應熱處理 (IH-PBHT) |
| 發熱與熱傳機制 | 外部對流與熱輻射(由表及裡,易有溫差) | 內部渦電流與磁滯發熱 (Joule Heating) 58 |
| 溫度均勻度與風險 | 較差。邊緣易過衝超越AC1,爐心易回火不足 | 極佳。多點監控,穩固控制於±10°C 61 |
| 冶金一致性 | 批次內管件品質參差不齊,硬度分布廣泛 | 單件獨立控制,晶粒回覆與碳化物析出高度一致 |
| 幾何變形控制 | 高風險。整管受熱軟化,極易受自重引發下垂變形 | 極低風險。局部加熱,兩端直管維持高剛性支撐 51 |
| 排程與生產效率 | 低。需耗時等待批量累積,單次耗時長達數十小時 | 高。隨到隨做,支援連續流生產,縮短交期 51 |
實驗數據與實務檢測證實,經過精確 IH-PBHT 處理後的 P91/P92 厚壁彎管,其內外弧的表面硬度皆能均勻回落並穩定於 265 HV 的安全標準以內 65。高溫(如 550°C 甚至更高)下的降服強度、抗拉強度與斷裂延展性,均能完美契合甚至超越 ASME Code Case 及 Section II Part D 規範之材料容許極限 65。此一熱處理技術的完美閉環,賦予了 CNC 冷彎工法全面取代 1.5D 銲接彎頭的強大冶金正當性與工程可靠度。
六、 經濟效益、非破壞檢測(NDT)負擔之解除與全生命週期價值
在發電廠建置與維運的商業邏輯中,技術的優劣最終必須反映在專案排程與總體經濟效益上。導入連續冷彎與單機單彎 IH-PBHT 之「去銲接化」策略,不僅是冶金與力學層面的根本性防禦,更是對 CCPP 建廠排程與長期營運成本的全面優化。傳統依賴大量銲接的管線預製模式中,隱藏了極其龐大的「間接管理成本」與「品質維持成本」66。
非破壞檢測(NDT)負擔之徹底解除
在傳統高溫高壓管線(如 BEP 與厚壁 NBEP)的銲接工序中,非破壞檢測(NDT)不僅是法規強制要求的品質保證手段,更是嚴重拖慢生產節奏的致命瓶頸。每一道周向銲口在完工後,均需進行表面檢測(如磁粉 MT 或液滲 PT)與嚴格的體積檢測,最常見者為射線檢測(RT)與超音波檢測(UT / PAUT)68。
針對 P91/P92 這種極易產生氫致延遲裂紋(Hydrogen-Assisted Cracking)的高淬透性材料,檢測程序更為繁瑣。銲接完成後,必須立刻進行 300°C 左右的氫氣烘烤(Hydrogen Bake-out)以驅除擴散氫,接著需嚴格控制降溫速率以確保麻田散鐵相變完全,最後才能執行高溫的 PWHT 60。為確保無任何延遲裂紋產生,如 EN 1011-2 等國際標準強烈規範,必須在銲接或 PWHT 完成後,等待 16 至 48 小時的靜置期(Hold Time),方可進行最終的 NDT 檢驗 71。
此外,RT 檢測具有高度的游離輻射危害,執行時必須全面淨空現場(Plot Clearance),這會導致工廠或建築工地之其他並行作業被迫中斷 73。即便改用無輻射危害的相控陣超音波(PAUT),對於複雜幾何或大管徑厚壁管,單口檢測與數據判讀仍需耗費大量時間與高昂的高級檢驗師人工成本 68。
透過「去銲接化」策略,潁璋工程的 CNC 冷彎技術直接在幾何轉向處消除了原本不可或缺的周向銲口 10。沒有銲口,即意味著該節點完全豁免了上述所有繁瑣的程序:無須銲前預熱、無須道次間控溫、無須銲後烘烤、無須銲道專屬之 PWHT,更直接消除了 RT/UT 檢測的輻射干擾與 48 小時等待期。這不僅是工時與勞動力成本(佔銲接總成本約 80%)的斷崖式縮減 66,更是從源頭徹底根絕了因銲道瑕疵(如氣孔、夾渣、銲融不良)所引發之冗長返工(Rework)與修補風險 74。
全生命週期(Life Cycle)與維運(O&M)成本之宏觀視角
從 HRSG 之全生命週期評估,去銲接化的 3D/5D 彎管管線大幅降低了內部流體擾動與壓降,穩定了高溫蒸汽的輸送效率,間接降低了機組運轉的燃料成本 10。
更深遠的影響在於資產管理與風險控制。由於彻底消除了最容易誘發 Type IV 潛變破裂的熱影響區(HAZ),管線的長期高溫運轉可靠度獲得了本質上的提升。這大幅降低了電廠在商業運轉十年、二十年後,因高溫管系無預警破裂而導致之非計畫性停機(Forced Outages)機率與動輒數百萬美元的營運損失 1。
再者,減少管系中實體銲口的數量,直接縮減了電廠在定期大修(Turnaround / Outage)期間,基於風險檢驗(Risk-Based Inspection, RBI)與法規要求所必須執行的在役檢測(In-Service Inspection)範圍與工作量 24。檢測點的減少,意味著大修天數的縮短與維護預算的降低,從而在長達數十年的 O&M(營運與維護)階段持續為發電業主創造可觀的財務價值。
七、 結論
複循環發電廠向高溫、高壓及負載追隨高效率發展,為不可逆之全球能源趨勢,這也迫使 HRSG 動力管線在材料選用與設計極限上面臨日趨嚴苛的挑戰。本研究深入剖析了 P91、P92 等高潛變強度合金鋼在傳統銲接工法下,因跨臨界熱影響區(ICHAZ)微觀組織退化與粗大相析出,進而誘發致命之 Type IV 潛變破裂的冶金宿命。此一風險證明了,傳統依賴大量 1.5D 鍛造彎頭與直管銲接拼接之管線預製模式,已難以滿足先進機組對長期運轉可靠度的極致要求。
為突破此一工程與材料瓶頸,導入以潁璋工程為代表的「去銲接化」創新工法展現了無可取代的技術前瞻性。透過 8 吋管徑以內的連續 3D/5D CNC 冷彎成型技術,不僅在流體動力學上降低了系統壓降,在固體力學上顯著壓低了應力強度因子(SIF),更從物理佈局的根源,徹底消除了轉向處最為脆弱的銲接熱影響區。同時,針對冷加工必然伴隨的冷應變與 ASME Section I 法規要求,本工法輔以「單機單彎」之感應加熱彎管後熱處理(IH-PBHT)。此一熱處理技術利用內部焦耳發熱原理與精準的閉環控溫,完美克服了傳統批次爐易產生溫度過衝、相變風險與幾何變形的弊端,確保了高階合金管材在成型後,其麻田散鐵組織得以穩定回覆,承壓強度與潛變壽命皆重返甚至超越法規安全極限。
總結而言,「去銲接化」不僅是一項高階金屬成型與感應熱處理技術的完美結合,更是一套徹底顛覆傳統建廠排程與成本結構的管理革命。它透過大幅削減耗時且昂貴的非破壞檢測(NDT)負擔,解除了銲接返工風險,實現了建廠效率的最大化。隨著極端高溫材料應用之普及,以 CNC 冷彎結合 IH-PBHT 為核心之去銲接化管系佈局,必將成為引領新世代高效能複循環發電廠動力管線工程,兼顧極致工安與卓越經濟效益的全新黃金標準。
參考文獻
- effect of cycle operations on hrsg and coal fired boiler tubes – National Energy Technology Laboratory, https://netl.doe.gov/sites/default/files/2019-05/2019_Annual_Reports/Posters/26_CC%20ORNL-NETL%20Poster_FINAL.pdf
- STARTUP TIME REDUCTION FOR COMBINED CYCLE POWER PLANTS | ETN Global, https://etn.global/wp-content/uploads/2018/09/STARTUP-TIME-REDUCTION-FOR-COMBINED-CYCLE-POWER-PLANTS.pdf
- 潁璋Cold Bending 園地 – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/news/
- Piping Design – ASME Digital Collection, https://asmedigitalcollection.asme.org/books/chapter-pdf/2797382/859674_ch5.pdf
- ASME Section I: Power Boilers Overview | PDF – Scribd, https://www.scribd.com/document/806848139/Introduction-to-ASME-Sec-I-for-Power-Boilers
- ASME Section I and B31.1 Power Boilers and Components – Munich Re, https://www.munichre.com/content/dam/munichre/contentlounge/website-pieces/documents/HSB-166-ASME-Section-I-with-ASME-B31-1.pdf/_jcr_content/renditions/original.media_file.download_attachment.file/HSB-166-ASME-Section-I-with-ASME-B31-1.pdf
- ASME-B31.1.pdf – Future Energy Steel, https://energy-steel.com/wp-content/uploads/2025/03/ASME-B31.1.pdf
- Enhancing Heat Treatment Conditions of Joints in Grade P91 Steel: Looking for More Sustainable Solutions – MDPI, https://www.mdpi.com/2075-4701/11/3/495
- Meet the Demanding Requirements of Welding P91 Pipe With Advanced Wire Processes, https://www.millerwelds.com/resources/article-library/meet-the-requirements-of-welding-p91-pipe-with-wire-processes
- 高雄國際海事船舶暨國防工業展_潁璋工程_重型冷作彎管技術簡報 – YouTube, https://www.youtube.com/watch?v=5cJwyQ-RJgE
- An Overview of Welding Processes Influence on P91 Steel’s Mechanical Properties – Remedy Publications LLC, https://www.remedypublications.com/open-access/an-overview-of-welding-processes-influence-on-p91-steel39s-10162.pdf
- Type IV cracking in ferritic power plant steels – Phase Transformations and Complex Properties, https://www.phase-trans.msm.cam.ac.uk/2006/MST7520.pdf
- Special workshop explores P91/T91 issues, impending ASME Code changes – Competitive Power Resources, https://competitivepower.us/pub/pdfs/HRSG-UG-P91-Workshop-CCJ-3Q-2005.pdf
- (PDF) Microstructure investigation on Type IV cracking in P92 steel – ResearchGate, https://www.researchgate.net/publication/286826616_Microstructure_investigation_on_Type_IV_cracking_in_P92_steel
- Insight into Type IV cracking in Grade 91 steel weldments – Oak Ridge National Laboratory, https://impact.ornl.gov/en/publications/insight-into-type-iv-cracking-in-grade-91-steel-weldments/
- Microstructure and Type IV Cracking Behavior of HAZ in P92 Steel Weldment | PDF – Scribd, https://www.scribd.com/document/415688814/1-s2-0-S0921509312007824-main
- Investigation on mechanism of type IV cracking in P92 steel at 650 °C | Journal of Materials Research | Cambridge Core, https://www.cambridge.org/core/journals/journal-of-materials-research/article/investigation-on-mechanism-of-type-iv-cracking-in-p92-steel-at-650-c/6FAC1636E7D503F1FFD7AE276B3DC3F3
- (PDF) Microstructure and properties degradation of P/T 91, 92 steels weldments in creep conditions – ResearchGate, https://www.researchgate.net/publication/265793568_Microstructure_and_properties_degradation_of_PT_91_92_steels_weldments_in_creep_conditions
- Type IV Cracking of Weldments in Enhanced Ferritic Steels – TWI, https://www.twi-global.com/technical-knowledge/published-papers/review-of-type-iv-cracking-of-weldments-in-9-12cr-creep-strength-enhanced-ferritic-steels/
- Service Experience With Grade 91 Components | PDF | Heat Treating | Alloy – Scribd, https://www.scribd.com/document/727384553/1018151-Service-Experience-with-Grade-91-Components
- Handling Nine-Chrome Steel in HRSGs – Power Engineering, https://www.power-eng.com/operations-maintenance/handling-nine-chrome-steel-in-hrsgs/
- High temperature steels in pulverised coal technology – United States Energy Association, https://usea.org/sites/default/files/042014_High%20temperature%20steels%20in%20pulverised%20coal%20technology_ccc234.pdf
- Weldability of Creep-Resistant Alloys for Advanced Fossil Power Plants, https://www.netl.doe.gov/sites/default/files/2019-05/2019_Annual_Reports/Tuesday/Materials%20and%20Modeling/4%20-%202019%20FEAA118_ORNL%20Feng%20Annual%20Review%20v5%20public.pdf
- Review of Type IV Cracking in Piping Welds – EPRI, https://restservice.epri.com/publicdownload/TR-108971/0/Product
- 3D, 5D, and 8D Steel Pipe Bends Choose Guide, https://hb-steel.com/3d-5d-and-8d-steel-pipe-bends-choose-guide/
- Seamless Stainless Bend 45° – r=1,5D | GTEEK, https://www.gteek.com/seamless-stainless-bend-45-r-1-5d
- Understanding Piping Elbows and Bends | PDF | Fiberglass – Scribd, https://www.scribd.com/document/294623180/Piping-Materials-Elbows-and-Bends-Reducers-PE-ROTO-Lined-Carbon-Steel-Piping
- ASME B31.3 Process Piping Guide – LANL Engineering Standards, https://engstandards.lanl.gov/esm/pressure_safety/Section%20REF-3-R0.pdf
- Directional Stress Indices and Stress Intensification Factors for 90ƒ Elbows (PWRMRP 06) – EPRI, https://restservice.epri.com/publicdownload/TR-113889/0/Product
- 3D Elbow vs 5D Elbow: Key Differences and Applications – Max Pipes & Fittings Inc., https://www.maxpipefittings.com/blog/3d-elbow-vs-5d-elbow-understanding-the-differences/
- Difference Between 3D/5D Steel Pipe Bend and Elbow, https://hfittings.com/steel-pipe-bend/
- Maintaining Thermal Efficiency in HRSG Units Using Flow Modifiers – SVI BREMCO, https://svi-bremco.com/blog/maintaining-thermal-efficiency-in-hrsg-units-using-flow-modifiers/
- Innovative HRSG Cleaning could save you $600000 or more per year, https://industrial.thompsonind.com/blog/innovative-hrsg-cleaning-could-save-you-600000-or-more-per-year
- HRSG Header To Stub Repair | PDF | Vacuum Tube | Welding – Scribd, https://www.scribd.com/document/164988235/HRSG-Header-to-Stub-Repair
- Mild Steel Pipe: Cold Bending vs. Hot Bending – Eastern Steel Manufacturing Co.,Ltd, https://www.eastern-steels.com/newsdetail/mild-steel-pipe-cold-bending-vs.-hot-bending.html
- Hot Bending vs Cold Bending: Common Pipe Bending Techniques Compared – Finego Steel Co., Limited, https://www.finegosteel.com/newsdetail/hot-bending-vs-cold-bending.html
- Tube Bending Defects: Causes, Diagnostics & Solution |, https://www.benderparts.com/tube-bending-defects-causes-diagnostics-solution/
- OVALITY ALLOWANCES for THIN-WALL TUBING, https://www.csidesigns.com/uploads/resources/Ovality-of-Thin-Wall-Tubing-CSI.pdf
- Pipe or Tube Ovality Calculator – Chicago Metal Rolled Products, https://www.cmrp.com/ovalitycalc-php-template
- CLOSE RADIUS PIPE BENDING AND FORMING – Apex Piping, https://apexpiping.com/wp-content/uploads/2021/01/APEX-ES7-Tech-Doc-v2.pdf
- Cold Bending of Pipes: Linde Standard LS 142 | PDF – Scribd, https://www.scribd.com/document/635109586/LS-142-05-T02-3-Cold-Bending-of-Pipes-Manufacture-and-Testing-EN
- ASME B31.1 Wall Thickness Guidelines | PDF – Scribd, https://www.scribd.com/document/522025223/PIPE-THICKNESS-CALCULATION-B31-1
- ASME B31.1 Power Piping Bend – Pipeng Toolbox, http://pipeng.com/index.php/ts/itdmotdiam006l/
- Tube Bending Design Guide | Listertube Tube Engineering Services, https://www.listertube.com/links/tube-bending-design-guide/
- All you should know CNC hydraulic pipe bending process – Nanjing Prima CNC Machine Tool Manufacturing Co., Ltd, https://www.primapipebending.com/all-you-should-know-cnc-hydraulic-pipe-bending-process/
- Hybrid CNC Pipe & Tube Bending Machines | Pines Engineering, https://pines-eng.com/machines/hybrid-cnc-benders
- Welding “Grade 91” Alloy Steel – Sperko Engineering Services, https://sperkoengineering.com/wp-content/uploads/2025/09/Grade-91-R-8-12.pdf
- Fabrication of Grade 91/92 Tubes | PDF | Heat Treating | Strength Of Materials – Scribd, https://www.scribd.com/presentation/323996206/Gr9192-Forming-Reqt-Mr-RaviKumar-Worked
- ASME Sec-I PG-20.1.1 PFHT Requirements for Hot-Finished Tubes Explained – Industrial Monitor Direct, https://industrialmonitordirect.com/blogs/knowledgebase/asme-sec-i-pg-2011-pfht-requirements-for-hot-finished-tubes-explained
- Guidelines and Specifications for High-Reliability Fossil Power Plants – EPRI, https://restservice.epri.com/publicdownload/000000003002009233/0/Product
- Single-piece flow case hardening can be worked into in-line manufacturing, https://thermalprocessing.com/single-piece-flow-case-hardening-can-be-worked-into-in-line-manufacturing/
- P91 Post Weld Heat Treatment Guidelines | PDF – Scribd, https://www.scribd.com/document/137149894/PWHT-of-P91
- GUIDE LINES FOR HEAT TREATMENT – BHEL, https://www.bhel.com/sites/default/files/sct-1867-nit-volume-1a-techno-commercial-bid_part3-1572614268.pdf
- The effect of simulated post weld heat treatment temperature overshoot on microstructural evolution in P91 and P92 power plant steels – Loughborough University Research Repository, https://repository.lboro.ac.uk/articles/conference_contribution/The_effect_of_simulated_post_weld_heat_treatment_temperature_overshoot_on_microstructural_evolution_in_P91_and_P92_power_plant_steels/9233750/1/files/16815221.pdf
- Effects of Post Weld Heat Treatment (PWHT) Temperature on Mechanical Properties of Weld Metals for High-Cr Ferritic Heat-Resistant Steel, https://www.kobelco.co.jp/english/r-d/technology-review/pdf/32_033-039.pdf
- Assessment of Metallurgy & Welding Procedures of P91 Heavy Wall Piping, https://www.odonnellconsulting.com/projects/welding-procedures-p91-pipe/
- One-Piece Flow: Batch vs. Flow & MES Cycle Data – symestic, https://www.symestic.com/en-us/what-is/one-piece-flow
- Precision Induction Heat Treatment Systems | ISP Heat Industrial Solutions, https://ispheat.com/blogs/precision-induction-heat-treatment-systems/
- Study on temperature field in the process of induction heat treatment with current assisted weld double side method – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC11252766/
- Heating P91 boiler pipe – The Fabricator, https://www.thefabricator.com/tubepipejournal/article/tubepipefabrication/heating-p91-boiler-pipe
- Induction Heat Treating Used in Welding P91 Pipe, https://www.heattreattoday.com/processes/induction-heating/induction-heating-technical-content/induction-heat-treating-used-in-welding-p91-pipe/
- Effects of Multiple Post Weld Heat Treatments on Microstructure and Precipitate of Fine Grained Heat Affected Zone of P91 Weld | Request PDF – ResearchGate, https://www.researchgate.net/publication/331387851_Effects_of_Multiple_Post_Weld_Heat_Treatments_on_Microstructure_and_Precipitate_of_Fine_Grained_Heat_Affected_Zone_of_P91_Weld
- Influence of heat treatments on microstructural parameters and mechanical properties of P92 steel | Request PDF – ResearchGate, https://www.researchgate.net/publication/233586157_Influence_of_heat_treatments_on_microstructural_parameters_and_mechanical_properties_of_P92_steel
- Localized Induction Heating for Crack Healing of AISI 1020 Steel – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC12897898/
- Applicability of the induction bending process to the P91 pipe of the PGSFR – ResearchGate, https://www.researchgate.net/publication/346709992_Applicability_of_the_induction_bending_process_to_the_P91_pipe_of_the_PGSFR
- Welding Efficiency: Strategies For Welding Cost Optimization | YesWelder, https://yeswelder.com/blogs/yeswelder/welding-efficiency-strategies-for-welding-cost-optimization
- Reducing Weld Costs and Turnaround Time: Current Technologies from Miller Maximize Productivity – YouTube, https://www.youtube.com/watch?v=XJZAddLhO2g
- RT vs UT: Radiographic vs Ultrasonic Testing Comparison [Complete Guide] – Atlantis NDT, https://atlantisndt.com/blog/rt-vs-ut-complete-comparison
- Radiographic and Ultrasonic Testing of Welds – ESAB, https://esab.com/us/nam_en/esab-university/blogs/radiographic-and-ultrasonic-testing-of-welds/
- Induction Heating in Underwater Wet Welding—Thermal Input, Microstructure and Diffusible Hydrogen Content – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC8875747/
- Which standards stipulate delay time before inspecting welds? – TWI, https://www.twi-global.com/technical-knowledge/faqs/faq-which-standards-stipulate-delay-time-before-inspecting-welds
- How to prevent delays in weld nondestructive testing (NDT) – The Fabricator, https://www.thefabricator.com/thefabricator/article/testingmeasuring/how-to-prevent-delays-in-weld-nondestructive-testing-ndt
- Ultrasonic Testing in lieu of Radiographic Testing – KINT, https://www.kint.nl/assets/files/general-files/2019/12/m.vd-heuvel-website-presentation-kint-october-2019-final-2.pdf
- 8 ways to reduce the cost for welding operations – The Fabricator, https://www.thefabricator.com/thefabricator/article/automationrobotics/8-ways-to-reduce-the-cost-for-welding-operations
- How to Reduce Welding Costs Without Sacrificing Quality – Bug-O Systems, https://bugo.com/how-to-reduce-welding-costs-without-sacrificing-quality/
- A Cheaper HRSG with Advanced Gas Turbines – Power Engineering, https://www.power-eng.com/gas/turbines/a-cheaper-hrsg-with-advanced-gas-turbines/