
摘要
隨著全球能源結構的轉型,先進發電設施面臨著前所未有的技術挑戰與運行壓力。一方面,具備高度調峰靈活性與快速起停能力的複循環燃氣電廠(Combined Cycle Power Plant, CCPP)成為平衡再生能源間歇性的關鍵基載與備用電力來源;另一方面,以石島灣示範工程為代表的高溫氣冷堆(High-Temperature Gas-Cooled Reactor – Pebble-Bed Module, HTR-PM)等第四代先進核能系統,正引領著深層去碳化與工業熱源核能化的革命。這兩類現代電網的中流砥柱,其核心特徵皆在於主蒸汽管線與冷卻迴路需承受極端的高溫、高壓以及頻繁的階躍式熱震盪(Step-change Thermal Transients)。為解決傳統短半徑銲接彎頭在這些嚴苛環境下容易引發熱疲勞、應力集中、二次流壓力降與潛變破裂(Creep Rupture)的致命缺陷,全球高能管線工程界正全面推動「去銲化」(De-welding)策略。
本研究深度探討從傳統標準銲接彎頭轉向 3D/5D 乃至 8D 長半徑彎管的工法轉型,並聚焦於 P91/P92 高合金潛變強化鐵素體鋼(CSEF)在感應彎管後,採用專利級感應加熱彎管後熱處理(IH-PBHT)技術對微觀組織與硬度分布的精準控制機制。同時,本文嚴格基於 ASME Boiler and Pressure Vessel Code Section III(核能組件)與 ASME B31.1(動力管線)設計規範的底層邏輯,對比分析 HTR-PM 與 CCPP 項目在現場安裝應力控制、疲勞裕度評估以及「冷拉」(Cold Spring)預應力技術應用上的設計哲學與實務差異。透過整合冶金科學、流體力學與結構應力分析,本報告旨在為極端工況下高能管線的全生命週期可靠度提供詳盡的學術與工程指引。
一、緒論與高能管線技術之典範轉移
1.1 現代發電設施對動力管線之極端要求
在全球推動能源轉型與淨零排放的大背景下,電力系統的運行模式發生了根本性的改變。再生能源(如風能與太陽能)的大量併網導致電網的供需平衡面臨極大考驗,這迫使傳統上作為基載運行的發電廠必須具備高度的「運行靈活性」(Operational Flexibility)1。在火力發電領域,CCPP 複循環電廠因其啟動迅速且熱效率高,被賦予了頻繁調峰(Peaking)的任務。這些機組頻繁的啟停(Start-ups and Shutdowns)與負載跟隨(Load Following),使得主蒸汽管線與汽輪機轉子反覆經歷劇烈的溫度波動與蒸汽流量變化,進而引發嚴重的熱分層(Thermal Stratification)、紊流穿透(Turbulent Penetration)以及極具破壞性的熱疲勞(Thermal Fatigue)現象 1。
在核能發電領域,為了解決傳統輕水式反應爐(LWR)在被動安全性與熱效率上的局限,國際核能界積極發展小型模組化反應爐(SMR),其中 HTR-PM 被視為最具商業化潛力的第四代反應爐之一 3。以中國山東榮成的石島灣示範電廠為例,其採用雙反應爐模組驅動單一汽輪機(Multi-modular scheme),設計輸出功率達 210 MWe,並利用石墨為緩速劑、氦氣(Helium)為冷卻劑,配合三層等向性塗層(TRISO)核燃料顆粒,實現了在極高溫下的固有安全性(Inherent Safety)3。在 HTR-PM 中,熱氣導管(Hot Gas Duct Vessel, HGDV)與主蒸汽管線的運行溫度極高,且需在極端的核安標準下保證絕對的結構完整性,防止放射性物質外洩 7。
1.2 傳統管線銲接與短半徑彎頭之局限性
在傳統的高壓管線系統佈局中,改變流體方向通常依賴於管件廠預製的短半徑或長半徑彎頭(Elbows)。依據 ASME B16.9 等國際標準的定義,彎頭的曲率半徑(Radius of Curvature, R)若等於 1.0 倍管徑(1.0D)稱為短半徑彎頭(Short Radius Elbow),若等於 1.5 倍管徑(1.5D)則稱為長半徑彎頭(Long Radius Elbow)8。這類組件通常採用熱鍛、鑄造或推製工法大規模標準化量產,其最大的工程優勢在於占用空間極小,適合安裝於緊湊的設備滑撬(Skids)或空間受限的廠房內 9。
然而,當這類傳統彎頭被應用於現代超臨界電廠或先進核能設施的主蒸汽與冷卻系統時,其先天物理與幾何的局限性被劇烈放大。首先在流體力學層面,曲率半徑過小(R≦1.5D)會導致管內高速高壓流體在轉向時產生嚴重的邊界層分離現象,並在管壁內側引發強烈的二次流(Secondary Flow)。這種幾何突變大幅增加了流體的摩擦阻力與壓力降,直接削弱了發電循環的整體熱效率 9。
其次,在結構力學與冶金完整性方面,彎頭的安裝必須依賴周邊至少兩道的環向銲縫(Girth Welds)將其與直管段相連。在動輒 570°C 至 600°C 以上的高溫與高達 170 至 230 bar 的高壓環境下 12,銲縫本身即是冶金與力學的異質交界區(包含銲縫金屬區、熔合線以及熱影響區 HAZ)。這些異質區極易成為應力集中點。當系統承受頻繁的熱震盪時,短半徑彎頭極小的過渡區域無法有效吸收熱膨脹產生的彎矩,導致極端應力集中於銲縫根部與彎曲頂點,成為誘發熱疲勞破裂與高溫潛變損傷的溫床 2。
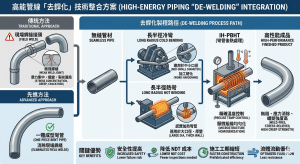
1.3 「去銲化」策略之提出與定義
為了解決傳統短半徑彎頭與密集銲接接頭所帶來的系統性風險,現代管線工程的設計哲學逐漸演進出「去銲化」(De-welding)策略 15。必須釐清的是,在此高能管線建造語境中的「去銲化」,並非指傳統維修工程中利用電弧氣刨(Arc Gouging)或多陰極 TIG 系統進行的銲接物移除或拆銲作業 16;而是指在管線系統的初始設計與製造階段,主動利用長直科研管,透過一體成型的冷作或熱作彎管技術(Pipe Bending),直接取代傳統的「直管+彎頭+直管」銲接組件,從源頭上消除管線轉向處的環向銲縫 15。此策略不僅從物理結構上消滅了管線系統中最脆弱、最易受潛變與疲勞侵蝕的異質接點,更重塑了高能管線的柔性與流體特性。
二、長半徑彎管技術之流體力學與結構力學演進
2.1 3D/5D 長半徑彎管之幾何特徵與流體優勢
與標準化的管彎頭(Elbows)不同,彎管(Pipe Bends)的曲率半徑通常遠大於 1.5D。依據 ISO 15590-1 與 ASME B16.49 規範,主流工程設計多採用曲率半徑為 3D、5D 甚至 6D 與 8D 的規格 8。這類組件通常無法直接從市場購買現成標準品,而是必須根據專案的三維佈局需求,在工廠內或施工現場使用大型彎管機對無縫或縱銲鋼管進行客製化的冷彎(Cold Bending)或中頻感應熱彎(Hot Induction Bending)加工 9。
將高能管線的轉向結構從 1.5D 提升至 5D,在流體力學上帶來了顯著的優勢。5D 彎管擁有極其平滑且舒緩的過渡區段,能夠使管內流體在改變方向時維持接近層流(Laminar Flow)的特徵,極大化地降低了流體摩擦與壓力耗損(Pressure Drop)9。對於追求極致能量轉換效率的 CCPP 與 HTR-PM 而言,主蒸汽壓力的無謂損耗代表著兆瓦(MW)級別的發電量損失,因此採用長半徑彎管能直接提升汽輪機入口的有效蒸汽焓值。此外,在許多需定期進行內部檢驗與清潔的管線中,長半徑彎管(特別是 5D 以上)為智慧型清管器(Smart Pigs)提供了無障礙的優異通行條件(Piggability),徹底解決了傳統短半徑彎頭常導致清管器卡阻的工程難題 9。
2.2 彎管變形區之應力分佈均勻化與幾何連續性
在結構力學層面,長半徑彎管展現出遠優於傳統彎頭的疲勞抗性。當管線系統在高溫下運行時,金屬的熱膨脹會產生巨大的位移與彎矩應力(Bending Moment)。1D 彎頭由於曲率急遽變化,其幾何不連續性會引發極高的應力集中因子(Stress Intensification Factor, SIF),使得彎曲部位承受極端的局部峰值應力 14。相對而言,3D 與 5D 彎管藉由大幅延長的彎弧線,將內壓與熱膨脹所產生的應力均勻分布於更長、更平緩的區間內,從根本上削弱了應力集中現象 11。
這種應力分佈的均勻化在承受地震波傳遞、地層滑動或是流體脈衝(Pulsating Flow)等動態負載時尤為關鍵 22。對於存在縱向銲縫的母管,在進行感應彎曲時,工程實務上會嚴格要求將縱向銲縫佈置於彎管的中性軸(Neutral Axis)附近,因為該區域在彎曲變形過程中的周向與縱向變形量最小,從而避免了銲縫在背弧(Extrados)或腹弧(Intrados)承受過度的拉伸或壓縮應力 24。
| 評估特徵 | 傳統銲接彎頭 (Elbow) | 長半徑感應彎管 (Pipe Bend) |
| 設計標準規範 | ASME B16.9, B16.28 9 | ASME B16.49, ISO 15590-1 9 |
| 曲率半徑 (R) | 1.0D (短半徑) 或 1.5D (長半徑) 8 | 通常大於 1.5D (主流為 3D, 5D, 6D, 8D) 8 |
| 流體阻力與摩擦 | 較高(急遽流向改變引發邊界層分離與二次流) 9 | 極低(平滑過渡降低摩擦與壓力損耗) 9 |
| 清管器通過能力 (Piggability) | 極限度受限(易卡阻) 9 | 優異(5D 以上為清管器標準通道) 9 |
| 安裝空間需求 | 極小(適合緊湊空間或模組化滑撬) 9 | 較大(需更寬闊的佈局與安裝餘裕) 9 |
| 銲縫密度與應力 | 每一處轉向至少需兩道環向銲縫,應力集中高 | 無環向銲縫,應力隨長弧線均勻分散 15 |
2.3 彎管幾何變異控制:壁厚減薄與橢圓度
儘管長半徑彎管具備顯著優勢,但其製造過程涉及劇烈的材料塑性變形,這不可避免地會帶來幾何尺寸的變異。在彎管機施加推力與彎矩的過程中,管材的外側區域——即背弧(Extrados)——受到強烈的拉伸應力,導致材料流動並產生壁厚減薄(Wall Thinning)現象;反之,管材的內側區域——即腹弧(Intrados)——則承受壓縮應力,導致壁厚顯著增厚 9。
依據固體力學原理,管線承受內部高壓時所產生的環向應力(Hoop Stress)與壁厚成反比。若彎管背弧的壁厚減薄超過容許範圍,該區域在高溫高壓運行時將成為極脆弱的結構瓶頸。因此,高能管線在預製階段必須執行嚴格的「額外厚度補償」(Thickness Allowance)設計 26。工程師會根據彎管的 R/D比值,精確推算背弧的最大減薄率。例如,針對 5D 彎管,其背弧減薄率通常在 8% 至 12% 之間;而 3D 彎管的減薄率則可能高達 15% 以上 24。為了確保最終成品的背弧壁厚仍大於 ASME 規範所要求的設計最小壁厚(tmin),採購母管(Mother Pipe)時必須選擇具備更厚初始壁厚的特製管材,或指定維持恆定內徑(Constant ID)的特殊規格,以避免因壁厚不足而導致的局部降伏或提早破裂 24。
此外,彎曲變形亦會改變管材截面的真圓度,產生所謂的「橢圓度」(Ovality)。過大的橢圓度不僅會阻礙清管器運行,更會在承受內壓與彎矩時,於截面長短軸交界處產生極高的二次撓曲應力(Secondary Bending Stress),進而削弱管線的抗疲勞能力 21。因此,現代先進彎管技術必須透過精密的模具與推力控制,將橢圓度嚴格限制在法規容許的 5% 或 8% 以內 21。
三、P91/P92 高合金鋼之冶金特性與 IH-PBHT 感應熱處理之必要性
3.1 P91/P92 鋼材之微觀組織特徵與潛變強度機制
在現代超臨界火力發電與先進核能反應爐中,為了追求更高的卡諾循環(Carnot Cycle)熱效率,主蒸汽的參數被不斷推向極限。當運行溫度逼近或超過 600°C 且壓力突破 200 bar 時,傳統的碳鋼(如 SA106 Gr.C)與低合金鋼已完全無法承受此等極端工況下的潛變變形與氧化腐蝕 12。為此,冶金界開發了潛變強度強化鐵素體鋼(Creep Strength Enhanced Ferritic Steels, CSEF),其中以 P91(含 9% 鉻、1% 鉬及微量釩、鈮的 9Cr-1Mo-V 鋼)與 P92(進一步添加鎢元素強化的 9Cr-2W 鋼)為當前高能管線的標準材料 12。
P91 與 P92 鋼之所以具備極致的高溫潛變抗力,完全仰賴於其在鋼廠製造階段透過精確的熱處理所形成的複雜微觀組織。這是一種由高溫正常化(Normalizing)後急速冷卻,再經過高溫回火(Tempering)處理所建立的「回火麻田散鐵(Tempered Martensite)」基體 27。在回火過程中,材料內部沿著原奧斯田鐵(Austenite)晶界與麻田散鐵亞晶界(Sub-boundaries),會大量析出穩定的富鉻碳化物(如 M23C6)以及奈米級別的碳氮化物(如 MX 型析出物)27。這些細微的析出相能有效釘紮(Pinning)位錯(Dislocations),阻礙高溫環境下的差排滑移與晶界滑動,從而賦予材料極高的強度與抗潛變能力。
3.2 感應彎管過程對微觀組織之破壞與 Type IV 裂紋風險
長半徑 3D/5D 彎管的製造,無法僅靠常溫下的冷彎來完成,因為厚壁 P91/P92 鋼管在常溫下的屈服強度極高且塑性有限,強行冷彎會導致金屬撕裂或嚴重的冷作硬化(Strain Hardening),進而大幅損害潛變延展性 31。因此,業界普遍採用中頻感應加熱彎管工法(Hot Induction Bending)。
在感應彎管過程中,感應線圈在母管局部產生高頻交變磁場,使其瞬間加熱至奧斯田鐵化溫度(通常遠高於 950°C,超越了鋼材的AC3 臨界點)18。在推動彎曲並產生劇烈塑性變形後,鋼管隨即通過噴水或強制氣流進行冷卻淬火 18。這項劇烈的熱力學過程徹底摧毀了 P91/P92 原本完美的回火麻田散鐵組織與析出相,導致管壁內部充滿了巨大的殘餘應力,並生成了未經回火、硬度極高且脆性極大的新生麻田散鐵(Untempered Martensite)28。
研究指出,未經適當回火的 P91/P92 彎管區或銲接熱影響區(HAZ),其硬度可飆升至 410 HV10 甚至 500 HV 以上 30。如果帶著這種脆弱的微觀組織投入高溫服役,管線極易在承受彎矩與內壓時發生災難性的 Type IV 潛變破裂(Type IV Cracking)14。Type IV 裂紋是 CSEF 鋼最致命的失效模式,它通常潛伏於細晶熱影響區(Fine-Grained HAZ)或經歷異常熱循環的區域。文獻記載中,曾有多起採用傳統處理的管線,在服役 46,000 小時至 120,000 小時之間發生無預警的 Type IV 潛變斷裂事故 33。為防止此類悲劇,實施極度精確的彎管後熱處理(Post-Bend Heat Treatment, PBHT)或銲後熱處理(PWHT)成為不可妥協的工程底線。
3.3 傳統熱處理工法之致命缺陷與熱梯度失控
面對 P91/P92 高合金鋼對溫度精確度極度嚴苛的需求,傳統工程界多依賴大型燃氣退火爐(Furnace Annealing)或陶瓷電阻式加熱片(Resistance Heating Pads)進行 PBHT 施工 36。然而,這兩種常規工法在應對包含長直管段的大型 3D/5D 彎管時,存在著難以克服的物理缺陷。
- 大型退火爐的幾何變形風險:退火爐的運作機制是將整支包含直管段的巨大預製彎管整體送入爐內,並緩慢加熱至 760°C 的高溫 36。在此高溫下,P91 鋼材的金屬剛性與降伏強度將大幅衰減。由於彎管的幾何形狀不對稱,如果爐內的支撐點佈置稍有不慎,極易因金屬自重與熱膨脹不均勻而產生嚴重的下垂變形(Sagging)與幾何扭曲。一旦管件在爐內發生變形,將導致後續運至現場安裝時面臨無法對位的巨大困難,甚至宣告整支高價管件報廢 36。
- 電阻式加熱片的熱梯度失控:為避免整體加熱的變形風險,部分廠商採用包裹陶瓷電阻加熱片進行局部處理。然而,電阻片依賴外部表面的熱傳導向厚壁管件內部遞送熱量。對於動輒 40 mm 至 80 mm 壁厚的主蒸汽管線而言,外部熱量向內傳遞極度緩慢且向周圍散熱嚴重。這極易在管件外表面與內壁之間形成巨大的溫度梯度(Thermal Gradient),並在局部產生熱點(Hot Spots)與冷點(Cold Spots)36。這種溫度不均勻根本無法滿足 P91 鋼材對溫度控制要求嚴苛的冶金條件。若局部溫度「過衝」超過了AC1 甚至AC3 臨界溫度,材料將發生非預期的相變,導致潛變強度斷崖式下降;若溫度不足,則形成「回火不足」,無法有效軟化新生麻田散鐵 27。
3.4 專利級 IH-PBHT 感應加熱技術之精準溫控機制
為了徹底解決傳統工法的瓶頸,以潁璋工程為代表的先進管線製造商全面導入了 IH-PBHT(Induction Heating Post-Bend Heat Treatment,感應加熱彎管後熱處理)技術,作為 P91/P92 彎管微觀組織修復與殘餘應力消除的終極手段 15。
IH-PBHT 的運作原理完全摒棄了低效的外部熱傳導機制。它利用高頻或中頻交流電通過特製的感應線圈,產生強大的交變磁場。磁場直接穿透鋼管,使金屬晶格內部產生強烈的渦電流(Eddy Currents),進而引發焦耳熱(Joule Heating)36。這意味著熱能是從金屬管壁「內部」均勻且自主地生成的,從而徹底消除了厚壁管件內外壁之間的巨大溫度梯度問題 36。
針對微觀組織極度敏感的 P91/P92 合金鋼,先進的 IH-PBHT 系統配備了閉迴路溫度控制系統與精密熱電偶,能將處理區段的恆溫區間精準鎖定在國際規範要求的黃金溫度段(通常為 730°C 至 760°C 之間)15。在此精準且恆定的高溫環境下,淬火生成的新生麻田散鐵中的碳元素得以充分釋放並均勻擴散,重新與合金元素結合析出細小、彌散分布的碳氮化物,完美修復了材料的晶格缺陷,釋放了彎曲殘餘應力,使微觀組織完美回歸為高溫潛變所需的高穩定度回火麻田散鐵 15。
四、彎管各變形區:背弧、腹弧與中性軸之硬度輪廓與潛變裂紋抑制
4.1 硬度檢測之冶金意義與規範要求
在 IH-PBHT 處理完成後,必須對彎管進行嚴格的非破壞性檢驗,其中硬度測試(Hardness Testing)是驗證微觀組織是否成功轉化的最關鍵指標。在鋼鐵冶金學中,材料的硬度與其抗拉強度(Tensile Strength)、韌性及顯微組織狀態存在高度的物理對應關係 29。
對於 P91/P92 鋼材,過高的硬度(例如大於 300 HV)意味著材料回火不足,保留了過多的脆性麻田散鐵,這將導致材料在服役時極易發生氫致延遲裂紋或脆性斷裂;而過低的硬度(例如低於 190 HB 或 200 HV)則代表材料經歷了「過度回火(Over-tempering)」,甚至局部發生了鐵素體化,這將導致其喪失高溫潛變強度,形成致命的「軟化區(Soft Zone)」25。
依據 ASME B31.3 規範 Table 331.1.1 的嚴格要求,屬於 P5B 分類的 P91 材料在熱處理後,其最大布氏硬度值(Brinell Hardness)不得超過 241 HB 41。然而,考量到現場量測的誤差與實際應用,部分工程標準(如 BHEL 規範)允許 P91 銲縫與熱處理區域的最高硬度放寬至 260 HB,但若超過 260 HB,則必須無條件重新進行熱處理(PWHT/PBHT),且總熱處理循環不得超過 3 次;若歷經 3 次處理硬度仍高於 260 HB 或低於 160 HB,則該管段必須直接切除報廢 42。綜合各項國際標準,P91/P92 彎管在 IH-PBHT 後的最佳黃金硬度區間被嚴格界定在 190 至 250 HBW 之間 15。
4.2 背弧、腹弧與中性軸之硬度輪廓分析
由於長半徑彎管在成型過程中,各區域經歷了截然不同的塑性變形與熱歷程,為了確保熱處理的全面有效性,硬度量測必須無死角地涵蓋彎管的三大核心變形區:背弧(Extrados)、腹弧(Intrados)與中性軸(Neutral Axis / Crown)18。
- 背弧(Extrados):背弧在彎曲時承受劇烈的拉伸應力,壁厚減薄最為嚴重 24。厚度的減薄使得該區域在感應加熱與淬火時的冷卻速率最快,若後續回火熱處理能量不足或熱場分佈不均,背弧極易殘留高硬度的新生麻田散鐵峰值。
- 腹弧(Intrados):腹弧承受極端的壓縮應力,導致材料堆積、壁厚顯著增厚 24。厚度的增加賦予了該區域極大的熱慣性(Thermal Inertia),在 PBHT 過程中需要更長時間或更高的內部能量才能達到設定溫度。此外,文獻指出,腹弧區域在劇烈變形與不當熱處理下,可能發生磷(Phosphorus)等微量元素的異常偏析(Segregation),這不僅影響硬度,更會降低材料的抗腐蝕能力 43。
- 中性軸(Crown / Neutral Axis):變形程度相對較小的區域,通常也是縱向銲縫的布置位置 14。該處硬度通常作為母材基線的對比參考點。
大量前沿研究與現場冶金檢驗數據證實,由於 IH-PBHT 利用電磁感應由內部均勻發熱,徹底排除了壁厚差異造成的熱傳導延遲,P91/P92 彎管在經過此專利級處理後,其硬度輪廓(Hardness Profile)在背弧、腹弧以及中性軸呈現出驚人的均勻性,完美且穩定地落入 190 至 250 HBW 的規範區間內 15。這種全截面的硬度均一化,證明了由材料幾何變異所引發的冶金風險已被徹底弭平。
4.3 現場硬度檢測實務與數據品管
在電廠建置現場或工廠,硬度檢驗的執行同樣面臨嚴峻挑戰。傳統的大型座式維氏或布氏硬度計無法應用於龐大的管線組件,因此必須依賴可攜式硬度計,如超音波接觸阻抗法(UCI, 例如 MIC 10)或撞擊式(Pin Brinell)硬度計 44。
現場量測實務要求極為嚴謹:測試區域必須先進行粗磨去除表面氧化皮與脫碳層,確保測試深度到達具備代表性的母材金屬層,隨後進行拋光 44。在使用 MIC 10 設備量測時,為確保數據的統計可靠性,每個檢驗點通常需採集 5 個壓痕數據計算移動平均值(Running Average),且任何偏離平均值超過 30 HV 的異常單一數據必須被剔除作廢 44。唯有透過如此嚴苛的檢測標準與 IH-PBHT 技術的雙重把關,方能徹底消滅 P91/P92 管線在高溫服役中因硬度不均而引發 Type IV 潛變裂紋的冶金隱患 14。
| 熱處理與硬度檢測參數 | P91 / P92 高能管線規範要求與實務特徵 |
| 目標恆溫區間 | 730°C 至 760°C (必須低於AC1 臨界溫度以避免奧斯田鐵化) 15 |
| 黃金硬度區間 | 190 HBW 至 250 HBW (確保最佳回火麻田散鐵狀態) 15 |
| 法規上限與退場機制 | 最高不得超過 241 HB 41 或 260 HB 42。超過 260 HB 需重新 PBHT,重處理逾 3 次則直接切除報廢 42。 |
| 檢測涵蓋區域 | 背弧 (Extrados, 減薄區)、腹弧 (Intrados, 增厚區)、中性軸 (Crown) 18 |
| 現場檢測儀器與品管 | 採用 MIC 10 等可攜式設備,取多點平均值,異常偏差 >30 HV 即予捨棄重測 44 |
五、設計規範與現場安裝應力控制對比:以 HTR-PM 核能與 CCPP 複循環為中心
在探討完「去銲化」與長半徑彎管策略在冶金與製造階段的突破後,必須將視角轉向工程應用的最終階段——現場佈局與安裝應力控制。在不同的發電系統中,管線所承受的邊界條件、運行邏輯與安全哲學截然不同。本章將嚴格基於法規底層邏輯,對比分析中國石島灣 HTR-PM 示範工程與現代 CCPP 複循環電廠的管線設計實務。
5.1 規範體系之底層邏輯差異:ASME III Div 5 與 ASME B31.1
決定高能管線設計走向的最根本因素在於其適用的工程法規體系。
對於 CCPP 複循環電廠而言,其動力管線(如高壓主蒸汽、熱再熱蒸汽管線)主要依循 ASME B31.1 Power Piping 規範 20。B31.1 的核心哲學屬於「依規則設計(Design by Rule)」,其預設系統的服役壽命為 40 年或更長,著重於靜態的壓力邊界安全與基本的熱膨脹柔性評估 45。在應力計算中,B31.1 所採用的安全係數較為保守(例如基本許用應力 S 取抗拉強度的 1/3,保證至少 3 倍的安全裕度)20。對於幾何突變處的應力強化係數(Stress Intensification Factors, SIF),B31.1 採取了極度簡化且保守的作法,它不區分面內彎矩(In-plane)與面外彎矩(Out-of-plane)的差異,而是直接選取兩者中較大的一個 SIF 值統一套用於三個正交方向的力矩計算上 20。在系統測試驗證方面,B31.1 規定靜水壓測試壓力需為設計壓力的 1.5 倍(且不隨溫度修正),氣壓測試則在 1.2 至 1.5 倍之間 45。
相對地,HTR-PM 屬於第四代先進核反應爐,其核島區(Nuclear Island)的一迴路壓力邊界管線及熱氣導管必須嚴格遵守 ASME Boiler and Pressure Vessel Code (BPVC) Section III(核能設施組件規則),特別是針對高溫氣冷堆特性所發展出的 Division 5 相關規範 5。ASME III 採取極度嚴苛的「依分析設計(Design by Analysis)」,不僅規範了靜態應力,更將焦點放在疲勞壽命與斷裂力學上 13。ASME III 指出,系統的疲勞高危險區高度集中於「具有幾何與材料不連續性的區域(如套筒銲縫、法蘭、短半徑彎頭)」並疊加「階躍式溫度暫態(Step-change Thermal Transients)」的區段 13。工程師必須精確計算每一個不連續處在所有設計暫態下的疲勞使用係數(Fatigue Usage Factor),確保其總和嚴格小於 1.0。
5.2 HTR-PM 高溫氣冷堆之疲勞挑戰與 LBB 安全裕度
石島灣 HTR-PM 電廠的設計概念極度前衛,其利用氦氣作為一迴路冷卻劑,雖然運行壓力較傳統壓水堆(PWR)低,但氦氣出口溫度高達 750°C 甚至更高 47。在這種高溫環境下,連接反應爐壓力槽(RPV)與蒸汽發生器壓力槽(SGPV)的熱氣導管(HGDV)被視為整個一迴路壓力邊界中最脆弱、應力挑戰最嚴苛的環節 7。
在 HTR-PM 的應力控制與核安實務上,設計團隊必須證明系統符合「破壞前洩漏(Leak-Before-Break, LBB)」的安全準則 7。LBB 理論的核心在於斷裂力學的應用:必須證明在經歷所有運行暫態與極端意外(如地震)的疊加負載下,管線上的假想微小缺陷(Postulated Flaws)會穩定且緩慢地擴展,最終貫穿管壁造成可被偵測系統捕捉的微小洩漏,而絕對不會引發災難性的雙端瞬間斷裂(Double-ended Break)7。研究顯示,石島灣 HTR-PM 的 HGDV 在各類事故下的應力水準,相較於 ASME 規範限值仍保有至少 55.3% 的安全裕度,且裂紋處的應力強度因子遠小於臨界值 7。
在 HTR-PM 系統中導入「去銲化」的 5D 長半徑彎管具有決定性的戰略意義。如 ASME III 所揭示,管線的疲勞脆弱點正是銲縫與幾何突變點的交集 13。藉由 5D 彎管取代大量短半徑銲接彎頭,HTR-PM 直接從源頭移除了佈管轉向處的異質銲接接頭,徹底消滅了產生應力強度因子峰值的瑕疵源。這不僅大幅降低了計算所得的疲勞使用係數,更為 HGDV 及其他主系統管線符合 LBB 條件提供了堅實的幾何與材料保證,確保了極致的被動安全 7。
5.3 CCPP 複循環電廠之熱調峰挑戰與全球佈局
與 HTR-PM 追求極致的核能穩定輸出不同,CCPP 在現代電力市場的定位是高度靈活的調峰主力。在全球範圍內,大型 CCPP 專案(如印度 Rajiv Gandhi 1050 MW、Pragati-III 1371 MW,伊拉克 Samawa,以及台灣台南森霸二期 1000 MW 級等項目)正大規模建置 15。這類電廠必須隨時準備啟動以彌補太陽能下山或風力減弱時的電網缺口。
然而,這種頻繁的啟動(包含冷態、溫態與熱態啟動)會導致高溫蒸汽與相對較冷的厚壁金屬管線之間產生巨大的瞬間溫差 1。在低流量或啟動初期,管線內部容易產生嚴重的熱分層現象,導致管壁上下緣膨脹不均,產生巨大的次要熱應力 2。此外,高達 600°C 蒸汽所引發的巨大軸向熱膨脹,會對脆弱的蒸汽渦輪機接口(Turbine Nozzle)產生毀滅性的推力與扭矩,可能導致轉子偏心、軸承磨損甚至機殼變形 1。
| 對比維度 | HTR-PM 高溫氣冷堆 (核能) | CCPP 複循環電廠 (火力) |
| 核心設計法規 | ASME Section III Division 5 (HH) 5 | ASME B31.1 Power Piping 20 |
| 運行與電網角色 | 基載運行,追求固有安全與深層去碳化 3 | 高度靈活調峰,頻繁啟停,受命於電網調度 1 |
| 環境挑戰 | 高溫氦氣,階躍式熱暫態,高輻射風險 7 | 頻繁熱循環引發之熱疲勞、熱分層與汽輪機風阻損傷 1 |
| 疲勞與應力哲學 | Design by Analysis,精算疲勞使用係數,確保破壞前洩漏 (LBB) 7 | Design by Rule,簡化 SIF 係數,著重熱膨脹推力控制 20 |
| 去銲化彎管之效益 | 消除銲縫幾何不連續,消滅應力集中源,極大化 LBB 核安裕度 7 | 提升管線整體彈性柔性以利實施冷拉,消除局部熱疲勞脆弱點 2 |
六、現場實務剖析:冷拉預應力技術與管線支撐策略
6.1 「冷拉」(Cold Spring)技術之物理機制與實施
為了解決 CCPP 高溫主蒸汽管線對設備接口造成的巨大熱膨脹推力,工程現場普遍採用一項名為「冷拉」(Cold Spring,亦稱 Cold Pull 或冷緊)的安裝應力控制技術 22。
冷拉技術的物理本質在於人為地為管線系統植入預應力。在常溫安裝階段,工程師會刻意將管線的總長度裁切得比實際兩端設備接口的距離稍短(短缺量通常精確計算為預期熱膨脹量的 50% 至 100%)。隨後,施工團隊利用油壓設備或倒鏈,如同拉緊吉他弦一般,強行將管線拉長並與設備接口強制對齊、銲接 23。 在此過程中,管線經歷了兩個應力狀態:
- 冷態(Cold State):管線在常溫下被強行拉長,內部儲存了巨大的初始拉伸預應力(σcold)23。此時管線對設備接口產生拉力。
- 熱態(Hot State):當 CCPP 機組啟動,高達 600°C 的高壓蒸汽通入管線,金屬開始劇烈熱膨脹。此時,熱膨脹的伸長量首先被用來「抵消」先前的短缺量與初始預應力。結果是,系統在達到最高運行溫度時,熱膨脹應力被大幅中和,整體位移與對渦輪機接口的推力被降低至安全範圍內,完美保護了精密且昂貴的旋轉設備 23。
6.2 5D 長半徑彎管對冷拉實施之決定性助益
在執行冷拉操作時,管線系統必須具備足夠的柔性(Flexibility)來吸收強行拉拽所產生的位移,否則極易在局部(如傳統短半徑彎頭的銲縫根部)產生不可逆的塑性降伏甚至撕裂。
這正是「去銲化」5D 長半徑彎管在 CCPP 現場安裝中展現決定性價值的時刻。5D 彎管透過其綿長且平緩的弧度,充當了系統中完美的「彈簧元件」(Spring Element)。它能將冷拉過程中的彎矩應力均勻分散於整段長弧上,賦予了管線極大的彈性變形能力 15。更重要的是,長半徑彎管消除了該區域的環向銲縫,這意味著在執行冷拉這種高應力裝配操作時,工程師不必再擔憂脆弱的 P91 銲縫熱影響區會因承受巨大的初始拉力而誘發微裂紋,大幅提升了現場施工的安全裕度與成功率。
6.3 核能設施對冷拉之嚴格限制與支撐策略
相對於 CCPP 的廣泛應用,HTR-PM 核能設施在管線應力控制上展現出截然不同的哲學。基於極端保守的安全考量,包含 ASME III 在內的諸多核能法規與指導原則(如 ASCE 2001 針對安全相關管線的評估),對於利用「冷拉」來寬減應力數值的態度極為謹慎 13。
在核能級別的應力分析中,由於冷拉的實際效果高度依賴於現場施工的精準度,且預應力可能會隨著時間經過發生潛變鬆弛(Creep Relaxation),法規通常不允許設計者將冷拉所帶來的應力降低效果計入「一次應力(Primary Stress)」的極限計算中。因此,HTR-PM 必須完全依賴管線系統自身優異的三維佈局設計,配合剛性吊架(Rigid Hangers)、彈簧支撐(Spring Supports)以及防震阻尼器(Snubbers),來吸收所有的熱膨脹與地震負載。在這種嚴苛的限制下,全面採用 5D 長半徑彎管成為 HTR-PM 唯一且最有效的途徑,藉由其幾何連續性直接降低系統的 SIF 因子,確保疲勞使用係數順利通過審查 13。
七、全生命週期經濟效益與運維影響
「去銲化」策略結合 IH-PBHT 技術的實踐,不僅解決了工程製造與安裝階段的力學與冶金難題,更對發電廠的整體生命週期管理(Life-cycle Management)帶來了革命性的經濟與運維效益。
7.1 非破壞性檢測(NDT)與現場熱處理成本之大幅削減
在傳統高能管線建置中,每增加一道 P91/P92 現場銲縫,就必須伴隨極度繁瑣的標準作業程序:高溫預熱、多層多道 TIG/SMAW 銲接、銲後熱處理(PWHT),以及隨後的非破壞性檢測(NDT)12。NDT 作業包含了 X 光射線探傷(RT)、超音波檢測(UT)以及表面液體滲透檢驗(PT)或磁粉探傷(MT)。這些工作不僅耗資甚鉅,更是拖延建廠進度的關鍵要徑(Critical Path)。
藉由一體成型的冷/熱彎管取代大量彎頭,直接從物理結構上消滅了這些現場銲接接點。對於動輒需要數以千計管線接頭的 CCPP 或 HTR-PM 專案而言,免除這些龐大的 PWHT 與 NDT 檢驗費用,不僅大幅降低了工程 EPC(設計、採購、施工)統包商的建造成本,更縮短了機組併網發電的等待期 15。
7.2 阻絕環境腐蝕與提升系統可用率
許多現代 CCPP 電廠建置於沿海地區(如台灣台南的森霸電廠二期),其面臨著嚴峻的海洋大氣鹽害侵蝕 15。傳統銲縫由於表面粗糙不平、存在微觀裂紋,加之銲縫金屬與母材之間的電位差,極易成為氯離子聚集與引發應力腐蝕破裂(SCC)的溫床。「去銲化」長半徑彎管以連續光滑的母材表面,從根本截斷了鹽害沿銲縫微裂紋侵蝕管線的途徑,為電廠建構了具備數十年抗腐蝕韌性的健康大動脈 15。
在運維(O&M)層面,消滅大量異質銲接接點直接提升了系統的運轉可用率(Availability)。如前文所述,P91 鋼的 Type IV 潛變裂紋多在服役數萬小時後於銲縫處爆發 33。透過 IH-PBHT 確保的 190-250 HBW 均勻硬度分布,使得管線的潛變壽命與主設備壽命(通常大於 40 年)能夠真正齊平。這極大幅度地縮減了 CCPP 的高頻率大修停機時間,以及 HTR-PM 核安級定期檢測(ISI)的繁重工作量,進而直接提高了發電設施在電力市場上的投資回報率 15。
八、結論
高能管線從傳統短半徑銲接彎頭全面轉向 3D/5D 乃至 8D 長半徑彎管的「去銲化」策略,並非僅是單純幾何曲率的改變,而是一場深度整合了流體力學降阻、冶金科學重塑與結構應力優化的跨領域工程典範轉移。
本研究的深度剖析顯示,針對 P91/P92 這類對微觀組織與熱歷程極度敏感的高合金潛變強化鋼,傳統的大型退火爐與表面電阻加熱片無法克服熱梯度失控與幾何變形的問題。唯有透過專利級的 IH-PBHT 感應熱處理技術,利用電磁焦耳效應由金屬內部精準、均勻地發熱,方能將彎管的恆溫區間嚴格鎖定於 730°C 至 760°C 的黃金段。此舉確保了經歷劇烈塑性變形的背弧、腹弧與中性軸,均能獲得穩定且一致的 190-250 HBW 回火麻田散鐵硬度分布,從根本上杜絕了厚度變異與新生麻田散鐵所引發的 Type IV 潛變破裂風險。
在工程應用場景的對比上,受限於電網調度而面臨頻繁熱調峰挑戰的 CCPP 複循環電廠,透過 5D 長半徑彎管賦予系統極大的彈性柔性,完美配合了「冷拉(Cold Spring)」技術的實施。這不僅吸收了 600°C 主蒸汽所帶來的巨大熱膨脹推力,保護了脆弱的汽輪機轉子與接口,更消除了局部熱疲勞的脆弱點。反觀採用高溫氦氣為冷卻劑的 HTR-PM 第四代核能反應爐,「去銲化」策略則扮演著極致的核安防線角色。藉由移除極端幾何不連續處的銲接瑕疵源,長半徑彎管技術完美契合了 ASME III Div 5 的高階疲勞與斷裂力學評估標準,極大化地鞏固了破壞前洩漏(LBB)的安全裕度。
總結而言,「去銲化」彎管技術與精準 IH-PBHT 熱處理的結合,為現代極端工況的動力管線提供了兼具極致結構安全性與經濟效益的最佳解方。這一實踐不僅大幅削減了建廠階段非破壞性檢測的鉅額成本,更為未來超臨界火力電廠與先進模組化核能設施的數十年長期穩定運轉,奠定了堅不可摧的材料與力學基礎。
參考文獻
- Steam Turbine Thermal Stress Online Monitoring Technology Presenter: Dr. Leonid Moroz, https://www.softinway.com/wp-content/uploads/2024/09/Steam-Turbine-Thermal-Stress-Online-Monitoring-Technology_EPRI.pdf
- Flow Accelerated Corrosion in Nuclear Power Plants | Request PDF – ResearchGate, https://www.researchgate.net/publication/288933673_Flow_Accelerated_Corrosion_in_Nuclear_Power_Plants
- Testing the feasibility of multi-modular design in an HTR-PM nuclear plant – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC11926227/
- The Future of Nuclear Energy in a Carbon-Constrained World, https://energy.mit.edu/wp-content/uploads/2018/09/The-Future-of-Nuclear-Energy-in-a-Carbon-Constrained-World.pdf
- HTGR Graphite Core Component Stress Analysis Research Program – Task 1 Technical Letter Report., https://www.nrc.gov/docs/ML1127/ML11276A009.pdf
- Advances in High Temperature Gas Cooled Reactor Fuel Technology – Scientific, technical publications in the nuclear field | IAEA, https://www-pub.iaea.org/MTCD/Publications/PDF/TE_1674_CD_web.pdf
- (PDF) Safety analysis for hot gas duct vessel in HTR-PM – ResearchGate, https://www.researchgate.net/publication/289309361_Safety_analysis_for_hot_gas_duct_vessel_in_HTR-PM
- Steel Pipe Bend / 3D, 5D Bend (Differences with Elbow) – Octal Pipe Fittings, https://www.octalpipefittings.com/steel-pipe-bend/
- Difference Between Elbow and Bend – MATERIAL & STANDARD – Huitong – HT PIPE, https://www.oepipe.com/info/the-differences-of-pipe-bend-and-elbow-78161159.html
- 3D Elbow vs 5D Elbow: Key Differences and Applications – Max Pipes & Fittings Inc., https://www.maxpipefittings.com/blog/3d-elbow-vs-5d-elbow-understanding-the-differences/
- Pipe Bend vs Elbow: Key Differences and How to Choose the Right One, https://www.finegosteel.com/newsdetail/pipe-bend-vs-elbow-differences.html
- Evaluation of Welded Joints in P91 Steel under Different Heat-Treatment Conditions – MDPI, https://www.mdpi.com/2075-4701/10/1/99
- “Comparison of Piping Designed to ANSI B31.1 & ASME Section III,Class 1.” – Nuclear Regulatory Commission, https://www.nrc.gov/docs/ML2006/ML20062J455.pdf
- Type IV Cracking of Weldments in Enhanced Ferritic Steels – TWI, https://www.twi-global.com/technical-knowledge/published-papers/review-of-type-iv-cracking-of-weldments-in-9-12cr-creep-strength-enhanced-ferritic-steels/
- 針對CCPP建廠業主與EPC統包商去銲接化與模組化預製策略(以潁璋工程整合工法為例)Revolutionizing Conventional Piping Engineering, https://yz-pipe-bending.com.tw/%E9%A1%9B%E8%A6%86%E5%82%B3%E7%B5%B1%E7%AE%A1%E7%B7%9A%E5%B7%A5%E7%A8%8B%EF%BC%9A%E9%87%9D%E5%B0%8Dccpp%E5%BB%BA%E5%BB%A0%E6%A5%AD%E4%B8%BB%E8%88%87epc%E7%B5%B1%E5%8C%85%E5%95%86%E5%8E%BB%E9%8A%B2/
- Investigation of a multi-cathode TIG arc process for additive manufacturing applications, https://www.researchgate.net/publication/401748332_Investigation_of_a_multi-cathode_TIG_arc_process_for_additive_manufacturing_applications
- Claude Harvey, Warren NcBee and Hugh B. Matthews Sperry Research Center, Sudbury, MA 01776 SPERRY LOW TEMPERATURE GEOTHERMAL CON, https://digital.library.unt.edu/ark:/67531/metadc1059517/m2/1/high_res_d/5043384.pdf
- Applicability of the induction bending process to the P91 pipe of the PGSFR – ResearchGate, https://www.researchgate.net/publication/346709992_Applicability_of_the_induction_bending_process_to_the_P91_pipe_of_the_PGSFR
- Difference Between 3D/5D Steel Pipe Bend and Elbow, https://hfittings.com/steel-pipe-bend/
- ASME B 31.1 & ASME B 31.3 CODE COMPARISON – Little P.Eng. For Engineering Services, https://www.littlepeng.com/single-post/asme-b-31-1-asme-b-31-3-code-comparison
- Effect of ovality inlet pigtail pipe bends under combined internal pressure and in-plane bending for Ni-Fe-Cr, https://www.imim.pl/files/archiwum/Vol3_2017/66.pdf
- Stress Design Basis Rev 0 PDF | PDF | Pipe (Fluid Conveyance) – Scribd, https://www.scribd.com/document/343480939/Stress-20Design-20Basis-20Rev-200-pdf
- START-PROF Training. Underground Pipelines | PDF | Bending | Pipe (Fluid Conveyance), https://www.scribd.com/document/991196996/START-PROF-Training-Underground-Pipelines
- fabrication of hot induction bends from lsaw large diameter pipes manufactured from tmcp plate – Rohrbiegewerk, https://www.rohrbiegewerk.de/fileadmin/footage/MEDIA/gesellschaften/smgb-rbw/documents/Fabrication_of_hot_induction_bends_Muthmann_Araxa-Brasilien.pdf
- Vallorec P91 BOOK | PDF | Pipe (Fluid Conveyance) | Heat Treating – Scribd, https://www.scribd.com/document/430621945/Vallorec-P91-BOOK
- ATTACHMENT A1 – TECHNICAL SCHEDULE OF SUBMITTALS – Bangladesh-China Power Company Ltd. (BCPCL), https://www.bcpcl.org.bd/files/pdf/Volume-4-of-4-Attachments.pdf
- Review of type IV cracking of weldments in 9–12%Cr creep strength enhanced ferritic steels | Request PDF – ResearchGate, https://www.researchgate.net/publication/272249155_Review_of_type_IV_cracking_of_weldments_in_9-12Cr_creep_strength_enhanced_ferritic_steels
- High temperature steels in pulverised coal technology – United States Energy Association, https://usea.org/sites/default/files/042014_High%20temperature%20steels%20in%20pulverised%20coal%20technology_ccc234.pdf
- mod 9cr-1mo steel: Topics by Science.gov, https://www.science.gov/topicpages/m/mod+9cr-1mo+steel.html
- (PDF) Influence of Heat Input And Post-Weld Heat Treatment on Boiler Steel P91 (9Cr-1Mo-V-Nb) Weld Joints, I. Microstructure – ResearchGate, https://www.researchgate.net/publication/256390217_Influence_of_Heat_Input_And_Post-Weld_Heat_Treatment_on_Boiler_Steel_P91_9Cr-1Mo-V-Nb_Weld_Joints_I_Microstructure
- Austenitic steel grades for boilers in ultra-supercritical power plants – ResearchGate, https://www.researchgate.net/publication/311996611_Austenitic_steel_grades_for_boilers_in_ultra-supercritical_power_plants
- P92 Steel Weldment Creep Behavior Study | PDF | Technology & Engineering – Scribd, https://www.scribd.com/doc/119183472/49
- Mster | PDF | Forging | Creep (Deformation) – Scribd, https://www.scribd.com/document/419166169/mster
- Type IV Cracking in 9-12%Cr Weldments | PDF | Fracture | Creep (Deformation) – Scribd, https://www.scribd.com/document/933612655/Review-of-type-IV-cracking-of-weldments-in-9-12-Cr-creep-strength-enhanced-ferritic-steels
- Materials for High Temperature Power Generation and Process Plant Applications, https://ftp.idu.ac.id/wp-content/uploads/ebook/tdg/TEKNOLOGI%20REKAYASA%20MATERIAL%20PERTAHANAN/Materials%20for%20High%20Temperature%20Power%20Generation%20and%20Process%20Plant%20Applications%20(%20PDFDrive.com%20).pdf
- 通霄電廠第二期更新改建計畫:高參數動力管線預製工法計畫書 …, https://yz-pipe-bending.com.tw/%E9%80%9A%E9%9C%84%E9%9B%BB%E5%BB%A0%E7%AC%AC%E4%BA%8C%E6%9C%9F%E6%9B%B4%E6%96%B0%E6%94%B9%E5%BB%BA%E8%A8%88%E7%95%AB%EF%BC%9A%E9%AB%98%E5%8F%83%E6%95%B8%E5%8B%95%E5%8A%9B%E7%AE%A1%E7%B7%9A%E9%A0%90/
- Thermomechanical Behavior of Advanced Manufactured Parts, Subcomponents, and Their Weldments for Gen3 CSP, https://docs.nlr.gov/docs/fy24osti/90336.pdf
- Optimum Design of Pipe Bending Based on High-Frequency Induction Heating Using Dynamic Reverse Moment | Request PDF – ResearchGate, https://www.researchgate.net/publication/257786778_Optimum_Design_of_Pipe_Bending_Based_on_High-Frequency_Induction_Heating_Using_Dynamic_Reverse_Moment
- Evaluation of Tungsten—Steel Solid-State Bonding: Options and the Role of CALPHAD to Screen Diffusion Bonding Interlayers – MDPI, https://www.mdpi.com/2075-4701/13/8/1438
- Effect of post-weld heat treatment on the microstructure and hardness of P92 steel in IN740H/P92 dissimilar weld joints | Request PDF – ResearchGate, https://www.researchgate.net/publication/338146044_Effect_of_post-weld_heat_treatment_on_the_microstructure_and_hardness_of_P92_steel_in_IN740HP92_dissimilar_weld_joints
- P91 Material – SA335 P91 – ASTM A335 P91 | PDF | Heat Treating – Scribd, https://www.scribd.com/document/452153143/A335-P91-P91-Material-SA335-P91-ASTM-A335-P91
- GUIDE LINES FOR HEAT TREATMENT – Bharat Heavy Electricals Limited, https://www.bhel.com/sites/default/files/sct-1867-nit-volume-1a-techno-commercial-bid_part3-1572614268.pdf
- 대한금속재료학회지, http://newsletterkim.or.kr/newsletter/data/2017/05/KJMM_A.xls
- FABRICATION & PROCESSING OF GRADE 91 MATERIAL – Indian Institute of Metals, Tiruchy, http://www.iimtiruchy.org/pdf/FAB%2091%20Final.pdf
- ASME B31.3 vs. ASME B31.1: What’s the Difference? – ALEKVS Machinery, https://www.alekvs.com/asme-b31-3-vs-asme-b31-1-whats-the-difference/
- Identifying Limitations of ASME Section III Division 5 For Advanced SMR Designs – Argonne Scientific Publications, https://publications.anl.gov/anlpubs/2021/06/169188.pdf
- Discussion on Design Transients of Pebble-bed High Temperature Gas-cooled Reactor., https://nucleus.iaea.org/sites/htgr-kb/HTR2014/Paper%20list/Track6/HTR2014-61144.pdf
- Characteristics Analysis of Combined Cycle Coupled With High Temperature Gas-Cooled Reactor Based on Progressive Optimization – Frontiers, https://www.frontiersin.org/journals/energy-research/articles/10.3389/fenrg.2021.817373/full
- Handy Orders and Customs Notifications for Download – Aadrikaa Law Office, https://aadrikaalaw.com/wp-content/uploads/2025/11/Customs-Notifications-and-Judgement-Copies.pdf
- Customs notification 50/2017 last part, https://howtoexportimport.com/Customs-notification-50-2017-last-part-6970.aspx
- SAMAWA COMBINED CYCLE GAS TURBINE POWER PLANT PROJECT – DFC, https://www.dfc.gov/sites/default/files/esia/2018/samawadhiqar/ESIA_Samawa.pdf
- Overview of Gas Turbine Theory | PDF | Enthalpy | Heat – Scribd, https://www.scribd.com/document/543501133/Klaus-Brun-Rainer-Kurz-Introduction-to-Gas-Turbine-Theory-Solar-Turbines-Inc-2019
- contemporary problems of power engineering and environmental protection 2022 – ResearchGate, https://www.researchgate.net/profile/Viktoria-Pitulej/publication/369474765_Monograph_ENG_v_2802_FINALv2_1/links/641c9ecb92cfd54f84244c5c/Monograph-ENG-v-2802-FINALv2-1.pdf