
一、 緒論:先進發電與石化工業中之材料挑戰與法規演進
在現代超臨界(Supercritical, SC)與超超臨界(Ultra-Supercritical, USC)火力發電廠以及先進石化工業的發展進程中,提升熱效率與降低溫室氣體排放始終是工程設計的核心目標 1。傳統的亞臨界發電廠熱效率通常受限於 30% 至 35% 之間,而隨著系統工作壓力與溫度分別躍升至 300 bar 與 600°C 以上的超超臨界條件,熱效率得以大幅提升至 42% 至 47%,並相應減少約 30% 的二氧化碳特定排放量 1。在這樣極端的熱力學循環中,主蒸汽管線、再熱器管線以及各類高溫承壓設備的材質選擇面臨著前所未有的嚴苛考驗。為了在此類極端環境下長期維持結構的完整性並防止災難性的潛變(Creep)破裂,潛變強度強化鐵素體鋼(Creep Strength Enhanced Ferritic Steels, CSEF)已成為業界不可或缺的標準建材 2。
在眾多 CSEF 鋼材中,被美國機械工程師學會(ASME)歸類為 P-No. 15E 級別的材料(如廣泛使用的 Grade 91、Grade 92 鋼材)扮演著中流砥柱的角色 2。Grade 91 鋼最初由美國橡樹嶺國家實驗室(ORNL)開發,其設計初衷是為了滿足快中子增殖反應爐(Fast Breeder Reactors)的嚴苛需求,隨後因其卓越的高溫潛變抗力與抗氧化性能,迅速成為化石燃料發電廠的主力鋼種 2。相較於早期廣泛使用的低合金鋼(如 Grade 22 或 P22,即 2.25Cr-1Mo 鋼),Grade 91 透過添加釩(V)、鈮(Nb)與控制氮(N)等微合金化元素,展現出極高的潛變破裂強度 5。這種強度的提升允許工程師在設計主蒸汽管線時,大幅縮減管壁厚度;例如,在相同的操作條件下,一條直徑 26 英吋的 P91 蒸汽管壁厚僅需約 2.25 英吋,而若採用 P22 材質,其壁厚將高達將近 5 英吋 4。較薄的管壁不僅減輕了系統的整體重量,更大幅降低了在機組啟停循環中因內外壁溫差所引發的熱應力(Thermal Stress),進而顯著改善了管線的熱疲勞壽命 4。
然而,P-No. 15E 材料的優異性能猶如一把雙面刃。其高溫強度的來源高度依賴於其極度複雜且需精確控制的微觀組織——回火板條馬氏體(Tempered Lath Martensite)基體以及散布其中的各類奈米級析出物 2。在管線系統的預製與安裝過程中,冷作彎管(Cold Bending)是一項無可避免的關鍵工序。為了適應廠房空間配置或吸收系統熱膨脹,管材必須被彎曲成 3D 或 5D(彎曲半徑為管外徑的 3 倍或 5 倍)等特定幾何形狀 9。冷作變形會向材料內部引入大量的塑性應變,破壞原有穩定的微觀組織,導致材料硬度劇增、延展性喪失,並在後續的高溫服役中引發早期的潛變孔洞成核與破裂 8。
為了解決冷作應變所帶來的潛在危險,ASME B31.1(動力管線規範)與 ASME BPVC Section I(動力鍋爐規範)長期以來對 P-No. 15E 鋼材的彎後熱處理(Post-Bend Heat Treatment, PBHT)實施了極為嚴格且保守的規定 9。在歷史版本的規範中,只要冷成型應變率超過 5%,即被視為材料已遭受不可逆的嚴重損傷,必須強制進行耗時且昂貴的全面正常化與回火(Normalizing and Tempering, N+T)處理,以完全重構其微觀晶體結構 9。此一規定在實務工程中造成了極大的困擾,尤其是在處理大口徑、厚壁厚的重型彎管時,超過 1040°C 的正常化高溫往往導致管材軟化、因自重而塌陷變形,並衍生出龐大的修復與重工成本 9。
隨著材料科學的演進與長達數十年的業界服役數據積累,特別是美國電力研究院(EPRI)在 P-No. 15E 材料的潛變衰減機制與次臨界熱處理效能上取得了突破性研究成果,ASME 規範編寫委員會終於在 2026 年版本中做出了重大修訂 9。最新規範在特定條件下(應變率介於 5% 至 20%、設計溫度低於 600°C 等),正式放寬了 PBHT 規定,允許以次臨界退應力處理(Subcritical Stress Relief)取代傳統的 N+T 處理 9。同時,感應加熱彎後熱處理(Induction Heating PBHT, IH-PBHT)技術的日益成熟,憑藉其極高的溫度控制精準度與升溫效率,成為落實此一新規範的最佳工法手段 11。本報告將深入探討 2026 ASME 規範針對 P-No. 15E 放寬規定的法理基礎、幾何應變計算模型、微觀冶金機制、EPRI 研究數據實證,以及 IH-PBHT 技術在實務應用上的壓倒性優勢,全面解析此一變革對全球管線工程界的深遠影響。
二、 P-No.15E (Grade 91) 鋼材之微觀冶金基礎與潛變機制
要深刻理解 ASME 規範為何對 P-No. 15E 材料的熱處理有著如此精細的規定,必須先從其合金設計與微觀冶金學的基礎機制進行剖析。Grade 91(9Cr-1Mo-V)鋼之所以能從傳統低合金鋼中脫穎而出,關鍵在於其獨特的微合金化(Microalloying)策略與精密控制的熱處理歷史。
2.1 合金成分與微觀組織之構建
Grade 91 的化學成分受到 ASME/ASTM 規範(如 SA-335 P91、SA-213 T91 等)的嚴格限制。其鉻(Cr)含量約落在 8.00% 至 9.50% 之間,這賦予了材料優異的高溫抗氧化性,同時允許材料在高溫下形成穩定的板條馬氏體結構 6。鉬(Mo)含量維持在 0.85% 至 1.05% 左右,主要透過固溶強化(Solid Solution Strengthening)效應來提升高溫強度 6。然而,真正讓 Grade 91 實現潛變強度飛躍的,是其刻意添加的釩(V,0.15%–0.25%)、鈮(Nb,0.06%–0.12%),以及受控的氮(N,0.03%–0.09%)與極微量的硼(B) 6。
在出廠前,Grade 91 必須經歷嚴格的正常化與回火(N+T)處理。首先,材料被加熱至 1040°C 至 1060°C 的正常化溫度(沃斯田鐵化),此時碳化物與氮化物溶解進入面心立方(FCC)的沃斯田鐵基體中;隨後進行空冷,使得沃斯田鐵發生無擴散的剪切相變,轉化為具有極高差排密度與內應力的馬氏體組織 6。為了改善此時材料過高的硬度與極低的韌性,必須接續進行 730°C 至 775°C 的高溫回火處理 9。
在回火過程中,微觀組織發生了決定性的演化。過飽和的碳原子從馬氏體基體中析出,在原沃斯田鐵晶界(Prior Austenite Grain Boundaries, PAGBs)與馬氏體板條邊界(Lath Boundaries)上形成了富含鉻的 M23C6 型碳化物 2。與此同時,釩與鈮則與碳、氮結合,在馬氏體板條內部(晶內)析出極為細小、尺寸僅約 5 到 10 奈米的 MX 型碳氮化物(如 VN、NbC 或錯綜複雜的 M(C,N)) 2。
2.2 沉澱強化與潛變退化機制
Grade 91 在高溫下的卓越潛變抗力,正是由上述的多層次組織所共同維繫的。M23C6 碳化物的主要作用在於「釘扎(Pinning)」晶界與次晶界。在高溫應力作用下,晶界傾向於滑移或遷移,而均勻分布的 M23C6 顆粒能有效阻礙這些邊界的移動,防止次晶粒(Subgrains)發生粗化 7。另一方面,位於晶內的奈米級 MX 析出物則扮演著阻礙差排(Dislocations)運動的關鍵角色。由於 MX 析出物具有極高的熱穩定性,其在高溫下的粗化速率(約10-32m3s-1 )比 M23C6(約 10-30m3s-1)慢了一到兩個數量級 7。這種極致的熱穩定性使得 MX 相能夠在長達十數萬小時的服役期間內,持續發揮卓越的差排釘扎效應,這便是潛變強度強化的核心機制 7。
然而,在高溫(如 600°C 至 650°C)長期服役或遭受不當的高溫偏移時,此一精心構建的微觀組織會面臨退化。熱力學驅動力會促使 M23C6 碳化物逐漸聚集並粗化,導致其對晶界的釘扎效力下降 8。失去釘扎保護的馬氏體板條會發生回復(Recovery)與多邊形化(Polygonization),差排密度顯著降低,最終甚至再結晶成缺乏潛變抗力的塊狀鐵素體(Blocky Ferrite) 2。此外,長期高溫服役還會促使材料內部析出富含鉬與鐵的脆性金屬間化合物——Laves 相(如 Fe2Mo)。Laves 相通常沿著原沃斯田鐵晶界形成並迅速粗化(可生長至 3.4 μm 左右),這不僅消耗了基體中提供固溶強化的鉬元素,粗大的 Laves 相本身更會成為應力集中的區域,誘發潛變孔洞(Creep Cavities)的成核、連結,最終導致巨觀裂紋與材料斷裂 3。
三、 冷作應變對 P-No.15E 之破壞性影響與 EPRI 研究實證
在管線系統的建置中,為了改變流體方向或閃避結構干擾,冷作彎管是一項標準工序 18。ASME 規範將冷成型(Cold Forming)定義為在低於材料下臨界溫度(AC1,對於 Grade 91 通常約為 810°C 至 830°C)至少 100°F(56°C)之條件下進行的塑性變形操作 19。冷作過程會在管材的外弧面(Extrados)產生拉伸應變,在內弧面(Intrados)產生壓縮應變,這種巨觀的幾何變形必然伴隨著微觀晶體結構的嚴重扭曲。
3.1 冷作應變引發的加工硬化與壽命衰減
當 P-No. 15E 鋼管被冷彎時,大量的機械功被轉化為材料內部的應變能(Strain Energy)。微觀上,這表現為差排密度的爆炸性增長,以及錯綜複雜的差排纏結(Dislocation Tangles)。這些新產生的缺陷與材料原本的沉澱強化相相互作用,導致嚴重的加工硬化(Work Hardening)現象,直觀的物理表現即為材料硬度(Hardness, HBW 或 HV)的急遽攀升 10。
過高的初始差排密度與局部應變能對高溫潛變壽命而言是致命的毒藥。在後續的高溫服役期間,這些高能量區域會成為 M23C6 碳化物加速粗化以及 Laves 相提早成核的催化劑 8。根據美國電力研究院(EPRI)所主導的深入研究(如技術報告 1011352 與相關最佳實踐指南),冷作應變的程度與潛變壽命的衰減幅度呈現高度的正相關,而硬度的增加量可作為潛變壽命縮減的有效指標 10。
3.2 EPRI 實驗數據與熱處理效能評估
為了量化冷作應變對 Grade 91 潛變破裂強度的影響,並評估不同熱處理方式的復原效果,EPRI 進行了一系列極具價值的加速潛變試驗。實驗探討了從 10% 到 30% 不等冷作應變率(Cold Work, CW),在不進行熱處理,以及進行不同參數的次臨界熱處理(如 1350°F/730°C 持溫 30 分鐘,或 1425°F/775°C 持溫 60 分鐘)後的表現 10。
以下為 EPRI 報告中擷取的關鍵實驗數據對比:
| 樣本條件與熱處理狀態 | 平均硬度 (HBW) | 硬度增量相對於未應變母材 (ΔHBW) | 潛變壽命衰減率 (相對於未應變母材) |
| Grade 91 未變形母材 (0% CW) | 218 | 0 | 基準點 (0%) |
| 10% 冷作應變 (無熱處理) | 220 | +2 | -49% 至 0% |
| 15% 冷作應變 + 1350°F (730°C) / 30分鐘 | 223 | +5 | -5% 至 +18% (極佳的恢復效果) |
| 15% 冷作應變 + 1425°F (775°C) / 60分鐘 | 206 | -12 | -25% 至 -6% (略微過度回火) |
| 20% 冷作應變 (無熱處理) | 228 | +10 | -46% 至 -54% |
| 20% 冷作應變 + 1350°F (730°C) / 30分鐘 | 224 | +6 | -36% 至 -20% (顯著的損害控制) |
| 20% 冷作應變 + 1425°F (775°C) / 60分鐘 | 212 | -6 | -25% 至 -7% |
| 25% 冷作應變 + 1350°F (730°C) / 30分鐘 | 225 | +7 | -65% 至 -56% (恢復效果甚微) |
| 25% 冷作應變 + 1425°F (775°C) / 60分鐘 | 210 | -8 | -60% 至 -50% |
| 30% 冷作應變 (無熱處理) | 240 | +22 | -80% 至 -59% |
資料來源:整理自 EPRI Best Practice Guidelines 10。
從上述數據中,可以萃取出幾個對 ASME 規範修訂至關重要的冶金學結論:
- 應變率的極限值效應:當冷作應變率超過 20%(例如 25% 或 30%)時,材料內部的晶格畸變與累積的應變能已達到臨界狀態。此時,單純依賴低於AC1 溫度的次臨界熱處理(如 730°C-775°C),已無法提供足夠的熱力學能量來完全消除這些高能缺陷。其潛變壽命的衰減幅度仍然高達 50% 至 65% 10。對於這種嚴重變形的管材,唯一的挽救方式就是將材料重新加熱至 1040°C 以上的沃斯田鐵區,進行完全的 N+T 處理,徹底重構板條馬氏體與析出物分布 10。這正是為何 ASME 規範將放寬的上限嚴格鎖定在 20%(或特定條件下 25%)的科學依據 9。
- 次臨界熱處理的有效區間:當冷作應變率控制在 20% 以下(例如常見的 10% 或 15%)時,次臨界熱處理展現出了優異的工程價值。在 730°C 至 775°C 的溫度下持溫,能促使材料內部的差排發生「回復(Recovery)」現象,即差排藉由攀移(Climb)與交滑移(Cross-slip)重新排列成能量較低的組態,從而大幅消減殘餘應力並降低硬度 20。數據顯示,對於 15% 的冷應變,經過 730°C/30 分鐘的處理後,其潛變壽命幾乎完全恢復至母材水準(-5% 至 +18%);即便是 20% 的應變,其壽命衰減也被有效控制在 -20% 至 -36% 之間 10。
- 預防其他破壞機制的附加價值:EPRI 的研究特別強調,儘管對於高應變管材,次臨界熱處理無法百分之百恢復潛變破裂強度,但它在降低殘餘應力方面的貢獻,能顯著減輕材料對應力腐蝕破裂(Stress Corrosion Cracking, SCC)的敏感性,並有效驅除焊接或加工過程中可能引入的氫氣,防止氫致延遲龜裂 10。
綜合而言,在設計溫度適中(低於或等於 600°C)的動力管線系統中,針對應變率≦ 20% 的彎管施以次臨界熱處理,其殘存的潛變強度與獲得的抗應力腐蝕能力,已足以提供充裕的安全裕度(Safety Margin)來保障系統長達數十萬小時的安全運轉 9。
四、 ASME 規範演進與 2026 年 PBHT 條文放寬深度解析
美國機械工程師學會(ASME)自 1914 年發布首版鍋爐與壓力容器規範(BPVC)以來,始終秉持著保護公共安全與反映最新工程技術的雙重使命 24。其中,ASME B31.1(Power Piping)與 BPVC Section I(Rules for Construction of Power Boilers)是全球發電廠與石化廠高壓管線設計與製造的最高指導圭臬 25。隨著業界對於 P-No. 15E 材料特性的理解日益深化,法規也迎來了以證據為導向的理性修正。
4.1 歷史法規的嚴苛限制與工程痛點
在檢視 2026 年的新規範前,必須理解歷史版本法規所帶來的巨大工程負擔。根據較早期的 ASME B31.1 規定,對於合金鋼(特別是針對高潛變強度的 P-No. 15E 類別),一旦冷作或成型的應變率超過極度保守的 5% 門檻,製造商便別無選擇,只能對該受影響的部件進行全面性的正常化與回火(N+T)處理 9。
這項看似為確保材料強度而設立的規定,在實務操作中卻引發了一連串的連鎖反應。要對一根長達數公尺、重達數噸的厚壁彎管進行 N+T 處理,意味著必須將整個管件送入大型熱處理爐,升溫至超過 1040°C 的沃斯田鐵化溫度 9。在這個溫度下,鋼材的降伏強度趨近於極低值,管件在高溫下變得極為柔軟。對於已經彎曲成 3D 或 5D 形狀的管材而言,其自身的重量與不對稱的幾何結構,會導致其在爐內發生高溫潛變變形、嚴重下垂,甚至喪失原本精確加工的管徑真圓度(Ovality) 9。為防止這種災難性的變形,製造廠必須耗費大量工時與特殊合金材料來設計並銲接支撐治具(Jigs and Fixtures),並在熱處理後將其拆除與打磨,這不僅大幅增加了製造成本,長達 15 小時以上的完整 N+T 循環更是嚴重拖垮了預製廠的生產排程 9。
4.2 2026 年新規範的突破性變革
經過 ASME 委員會審慎評估 EPRI 與全球各大學研機構的實證數據後,預定全面適用於 2026 年的最新 ASME B31.1(如修訂後的 Table 129.3.2)與 BPVC Section I(如 PG-19 條款),針對 P-No. 15E 的冷彎 PBHT 規定進行了歷史性的解綁與放寬 9。
新規範捨棄了過去「一刀切」的死板規定,轉而採用基於「應變率分級」與「系統設計溫度」的彈性管理哲學。具體的核心放寬條款如下:
- 應變率門檻的大幅放寬與 N+T 的豁免: 當 P-No. 15E 管材的冷成型應變率(ε)界於 5% 至 20% 之間時(在特定設計溫度條件下,此上限甚至可進一步放寬至 25%),法規明確允許製造商不再強制進行全面正常化與回火(N+T) 9。取而代之的是,法規授權可僅採用次臨界熱處理(Subcritical Heat Treatment),即單純的退應力處理,來滿足規範的復原要求 9。
- 次臨界熱處理的精確參數界定: 為了確保退應力的效果同時避免破壞微觀組織,法規嚴格規定了次臨界熱處理的溫度視窗:必須在 730°C 至 775°C(1350°F 至 1425°F) 的溫度區間內進行持溫 9。此一區間精確地位於 Grade 91 鋼的AC1 下臨界相變溫度(約 810°C)之下,確保了基體絕對不會發生部分的沃斯田鐵相變,從而排除了生成軟弱的未回火馬氏體與相間區(ICHAZ)劣化的風險 20。在持溫時間方面,規定為每英吋(254 mm)壁厚需持溫 1 小時,且無論管壁多薄,最低持溫時間不得少於 30 分鐘 9。
- 設計溫度的應用邊界: 這項工程利多的適用並非毫無限制。為了確保安全性,採用次臨界 PBHT 循環的系統設計溫度通常必須符合低於或等於 600°C(1115°F) 的規範要求 9。由於現代發電廠的許多再熱器管線或主蒸汽支管的實際運作溫度均落在 550°C 至 600°C 區間,此一溫度限制完全契合絕大多數的工程實務需求。
| 評估維度 | 歷史 ASME B31.1 規範要求 | 2026 最新 ASME B31.1 / BPVC Sec I 規範要求 |
| 冷作應變率觸發 PBHT 門檻 | >5% | 5%<ε≦20% (或依設計條件放寬至 25%) |
| 強制執行的熱處理工法 | 正常化與回火 (N+T) | 次臨界熱處理 (單純退應力處理) |
| 熱處理目標溫度 | 正常化: ≒ 1040°C
回火: 730°C – 775°C |
僅需加熱至 730°C – 775°C |
| 爐內高溫塌陷與變形風險 | 極高 (鋼材於 1040°C 強度極低) | 極低 (保持在次臨界溫度,維持結構剛性) |
| 預估單一循環耗時 | ≧ 15 小時 (含兩次升降溫) | 約 6.2 至 8 小時 (單次升降溫) |
這項法規的更新不僅是對材料科學研究的認可,更是對管線製造業的一大解放。製造廠現在可以直接省下將近一半的熱處理時間,並且徹底告別了因為需要防止高溫軟化塌陷而必須製作繁瑣治具的夢魘 9。
4.3 3D 與 5D 彎管應變率之實務推導與驗證
要將 2026 年的新規範落實於設計藍圖中,精確計算彎管的應變率是首要任務。根據 ASME BPVC Section I PG-19 條文的明確定義,圓管冷成型所產生的最大纖維應變率(%Strain, ε)可透過幾何參數進行計算,其基本公式如下 27:
ε(%)=100*r/R
其中:
- r 為管材的標稱外半徑(Nominal Outside Radius, 等於外徑OD/2 或D/2 )
- R 為彎管的中心線標稱彎曲半徑(Nominal Bending Radius to Centerline)
在電力管線的工業實務中,為了維持流體力學的效率並方便清管器(Pigging)通過,最主流的彎管設計為 3D 與 5D 彎管。這裡的 “D” 代表管材的名義管徑(Nominal Diameter),意即其彎曲半徑為管徑的 3 倍或 5 倍 9。
將此幾何參數代入 ASME 應變公式中進行推導:
- 針對 3D 彎管: 彎曲半徑R=3*D。 管材外半徑r=D/2。 應變率 ε=100*( D/2)/3*D=100/6≒16.7% 9
- 針對 5D 彎管: 彎曲半徑R=5*D。 管材外半徑r=D/2。 應變率 ε=100*(D/2)/5*D=100/10=10.0% 9
計算結果清晰地顯示,無論是 16.7% 的 3D 彎管,或是 10.0% 的 5D 彎管,其冷作應變率皆精準地落入 2026 ASME 規範所劃定的「大於 5% 且小於等於 20%(或 25%)」的黃金放寬區間內 9。
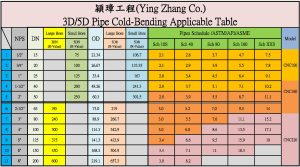
為了進一步確保工廠預製的合規性,業界專家如潁璋工程(Ying Zhang Co.)依據最新設計理念,發展出了詳盡的「冷作彎管適用規格表」。下表展示了針對常見管徑,應用於 5D 彎管時的 R-Value 與壁厚對應關係,證明了此工法在不同管規下的廣泛適用性:(詳見附表一)
| 公稱管徑 (NPS) | 管徑 (DN) | 外徑 OD (mm) | 5DR 彎曲半徑 (mm) | 5DR (R-Value) Sch 80 | 5DR (R-Value) Sch 160 |
| 1/2″ | 15 | 21.34 | 106.7 | 3.7 | 4.7 |
| 3/4″ | 20 | 26.67 | 133.35 | 3.9 | 5.5 |
| 1″ | 25 | 33.4 | 167 | 4.5 | 6.4 |
| 1-1/2″ | 40 | 48.26 | 241.3 | 5.1 | 7.1 |
| 2″ | 50 | 60.3 | 301.5 | 5.5 | 8.7 |
| 3″ | 80 | 88.9 | 266.7 (3D) | 7.6 | 11.1 |
| 4″ | 100 | 114.3 | 342.9 (3D) | 8.6 | 13.5 |
| 5″ | 125 | 141.3 | 423.9 (3D) | 9.5 | 15.9 |
資料來源:潁璋工程冷作彎管適用規格表(摘要) 9。
總結來說,只要管線的設計溫度符合規範的條件限制(不高於 600°C),管線製造廠在面對 NPS 1/2″ 到 8″ 範圍內的 P-No. 15E 管材進行 3D 或 5D 冷彎加工時,即可完全合法地揚棄高溫 N+T 處理,安心採用 730°C–775°C 的次臨界 PBHT 循環 9。
五、 感應加熱彎後熱處理(IH-PBHT)技術之工法優勢與應用分析
2026 ASME 規範的放寬為業界敞開了大門,但要將 730°C–775°C 的次臨界熱處理完美且合規地落實於厚壁 P-No. 15E 管材上,熱處理設備的選擇至關重要。正如 EPRI 研究與冶金學原理所揭示的,Grade 91 對溫度極為敏感,過低的溫度無法消除殘餘應力,而局部過熱若逼近AC1 臨界溫度,則會引發無法挽回的組織退化 10。在眾多加熱工法中,感應加熱彎後熱處理(Induction Heating PBHT, IH-PBHT)憑藉其獨特的物理機制與卓越的控制能力,成為執行此一新規範的最佳拍檔 11。
5.1 傳統加熱工法之局限
在過去,現場銲接後或彎管後的局部熱處理,通常依賴電阻加熱(Resistance Heating,如纏繞陶瓷加熱墊)或直接火焰加熱(Open Flame);而大型管件則被送入燃氣熱處理爐(Gas Oven Furnaces)中 5。
- 電阻加熱:透過電流流經具高電阻的陶瓷片產生熱能,再經由熱傳導與熱輻射將熱量傳遞給管材表面 33。這種「由外而內」的傳熱方式在處理 P91 厚壁管時面臨嚴峻挑戰。管壁的熱傳導率有限,為了讓管材內徑(ID)達到規範的 730°C 溫度,外徑(OD)的表面溫度往往必須設定得更高,極易產生顯著的熱梯度(Thermal Gradients)與表面局部過熱的風險 5。此外,其升溫速率極其緩慢,有時長達數小時 5。
- 燃氣熱處理爐:雖然適合處理超大型的複雜組件,但其能源效率極低(僅約 50%),大量的熱能散失於爐壁與煙氣中 11。更重要的是,將一根長管件送入爐內,意味著管件上的直線段母材(未遭受冷作變形的區域)也被迫經歷一次額外的熱歷史疊加(Thermal History Accumulation),這可能會造成原本優異的微觀組織發生不必要的過度回火與潛變強度衰減。
5.2 感應加熱(Induction Heating)之物理機制
感應加熱技術的運作原理與上述所有方法有著根本上的不同。IH 系統的核心是一組高頻固態逆變器(Inverter Power Source)與客製化的感應線圈 36。當高頻交流電通過纏繞在金屬管件外部的感應線圈時,根據法拉第電磁感應定律,會在其周圍產生一個強大且快速交變的電磁場 11。
這個交變電磁場會穿透置於其中的金屬管件,並在其內部激發出強大的渦電流(Eddy Currents)。由於金屬本身具有電阻,當渦電流在材料內部流動時,便會透過焦耳效應(Joule Heating)直接在管材內部產生大量的熱能 11。此外,在達到居禮點(Curie Temperature)喪失磁性之前,材料內部的磁疇在交變磁場中不斷翻轉所產生的磁滯損耗(Hysteresis Losses),也會貢獻額外的熱量 33。
簡而言之,感應加熱是一種「非接觸式(Non-contact)」的加熱方式,熱量並非從外部傳遞進來,而是由管材「自身發熱」所產生 11。
5.3 IH-PBHT 在 P-No.15E 次臨界處理上的壓倒性優勢
將 IH-PBHT 技術應用於 2026 ASME 規範所要求的 730°C–775°C 彎管次臨界熱處理,展現出了無可匹敵的工法優勢:
- 無與倫比的溫度精準度與內外徑均勻性: 由於熱能是直接在金屬的截面內部生成,IH 技術徹底打破了熱傳導的物理瓶頸 33。系統配備的高精度頻率轉換控制與多點熱電偶(Thermocouples)回饋機制,能夠將管件的溫度極為嚴格地箝制在法規要求的狹窄溫度帶內。實務經驗顯示,IH 系統能夠輕易將 P91 厚壁蒸汽管的內外徑溫差控制在客戶規範極為嚴苛的 ±25°F(約 ±14°C)以內 5。這種極致的均勻性(Uniformity)消除了熱梯度所引發的熱應力與翹曲風險,更杜絕了局部過熱進入 ICHAZ 的災難性後果 5。
- 極致的加熱速率與生產力躍升: 傳統方法在加熱大尺寸厚壁管時往往步履蹣跚,但 IH 技術卻擁有高達 90% 的電熱轉換效率 11。其強大的能量密度能將沉重的組件在極短的時間內加熱至 1000°C 以上。在實際的 P91 管道處理案例中,使用 IH-PBHT 可將原本需要 2 至 3 小時的預熱與升溫時間,戲劇性地壓縮至 30 到 60 分鐘之內 5。結合 2026 年新規範免除 1040°C 正常化程序的利多,整個次臨界 PBHT 循環的時間被大幅縮短,使工廠的處理吞吐量(Throughput)獲得倍數級的成長 5。
- 精確的局部熱影響區(HAZ)控制: 感應加熱允許極高度的客製化。透過設計特定形狀與纏繞密度的感應線圈,工程師可以精準鎖定需要進行退應力處理的彎管幾何變形區(如內弧與外弧的最高應變區)11。這種精確的局部加熱(Localized Heating)特性,確保了未受冷作應變影響的直管段母材不會被無謂地加熱,完美保留了原廠 N+T 處理所賦予的最佳潛變強度 11。
- 環境永續、碳足跡降低與作業安全: 在當今推動 ESG(環境、社會與公司治理)與淨零碳排的全球趨勢下,IH-PBHT 展現了綠色製造的典範。它完全由電力驅動,無需燃燒化石燃料,過程中不產生任何明火、煙霧或有毒燃燒廢氣(Emission-free),是一項絕對乾淨的工法 11。此外,感應線圈本身在運作時保持相對低溫,大幅降低了現場操作人員意外燙傷的風險;配合可重複使用的環保絕緣保溫毯,IH 系統的安裝通常只需不到 15 分鐘,不僅安全且極其便利 5。
| 性能比較維度 | 感應加熱 (IH-PBHT) | 傳統電阻加熱 (陶瓷加熱墊) | 燃氣熱處理爐 (Gas Oven Furnace) |
| 加熱物理機制 | 電磁感應誘發內部渦電流,自身發熱 33 | 電阻生熱,外部熱傳導至管材 33 | 燃燒廢氣對流與爐壁熱輻射 31 |
| 能量轉換效率 | 最高,達 90% 以上 11 | 中低,熱傳導損失與散熱嚴重 34 | 最低,僅約 50%,熱量散失於煙氣 32 |
| P-No.15E 控溫精準度 | 極高,內外徑溫差極小,可精確鎖定 730-775°C 5 | 中等,外壁易過熱,存在顯著熱梯度 11 | 中等,受限於爐內氣流與組件擺放位置 11 |
| 升溫時間與生產力 | 極快,可從數小時縮短至 30-60 分鐘 5 | 緩慢,厚壁管需數小時方能達標 5 | 緩慢,爐體本身需長時間升溫蓄熱 31 |
| 局部加熱能力 | 極佳,可針對彎管變形區精準聚焦 11 | 尚可,但邊緣熱量散失較難控制 | 無法局部加熱,整根管件皆受熱影響 11 |
| 環保與工作環境 | 無明火、零直接排放、操作安全 11 | 無明火,但陶瓷珠易破碎產生耗材垃圾 | 產生大量溫室氣體與高溫輻射環境 12 |
六、 綜合經濟效益與工程排程影響
2026 ASME 規範的放寬與 IH-PBHT 技術的完美結合,不僅僅是技術指標上的升級,更為管線預製廠與大型建廠專案的 EPC(工程、採購與建造)統包商帶來了立竿見影的商業與排程效益。
首先,在關鍵路徑(Critical Path)的時間節約上,過去被迫執行的 N+T 處理是預製廠排程中的一大夢魘。從管件入爐、耗時升溫至 1040°C、出爐空冷淬火、再次入爐升溫至 730°C 進行回火、最終緩冷出爐,這一整套雙重循環往往需要耗費 15 至 20 小時,嚴重佔用昂貴的爐體資源 9。受惠於 2026 新規範對 20% 以下應變率的豁免,配合 IH-PBHT 技術的高速升溫優勢,如今只需執行單一階段的次臨界熱處理。實務精算顯示,從套上感應線圈、極速升溫、依據壁厚持溫,到最終完成冷卻,整個 PBHT 循環可被大幅壓縮至約 6.2 至 8 小時之內 9。這意味著在相同的時間跨度內,工廠的熱處理產能(Throughput)可以直接翻倍,大幅加速了工程進度並降低了延遲違約的風險。
其次,在品質控制與防呆成本的降低上,N+T 處理要求將 Grade 91 鋼材加熱至完全的沃斯田鐵區,此時材料的降伏強度趨近於零,形同「麵條」般柔軟。對於動輒數百公斤、跨度極大的厚壁 3D 或 5D 彎管而言,高溫蠕變變形與自重塌陷是極難克服的物理現象 9。為了維持彎管精確的角度與管徑的真圓度(Ovality),工廠被迫投入龐大的人力與耐高溫合金材料,為每一根彎管量身打造複雜的內部支撐框架或外部剛性治具(Jigs) 9。熱處理完成後,還需切除這些治具並修補銲道,不僅耗時更可能引發新的缺陷。改用 730°C 的次臨界處理後,材料始終維持在肥粒鐵-馬氏體相區,保有充沛的結構剛性,徹底根除了高溫變形的風險,一勞永逸地免除了繁瑣的治具裝卸工序與重工成本 9。
最後,在能源與耗材的營運支出(OPEX)上,儘管 IH-PBHT 設備的初期資本支出(CAPEX)可能高於傳統的陶瓷加熱墊系統,但其長期的投資回報率極為可觀。感應線圈的結構堅固耐用,且本身在運作時不處於極端高溫,因此不會像傳統電阻絲那般頻繁燒毀老化,大幅降低了耗材更換頻率 36。在能源消耗方面,IH 系統逆變器高達 92% 的電源轉換效率與製程中逾 80% 的整體熱效率,意味著投入的電能幾乎毫無浪費地轉化為管材的熱能 11。在當今全球能源價格高漲的宏觀經濟環境下,這種極致的能源利用率能為企業省下可觀的電費開銷,同時也契合了企業永續發展(ESG)的戰略目標。
七、 結論
綜合上述多維度的深度分析,2026 年最新版 ASME B31.1 與 BPVC Section I 規範針對 P-No. 15E(如 Grade 91)材料冷作彎管 PBHT 規定的放寬,無疑是全球動力管線與高溫壓力容器製造業的一項重大里程碑。此一法規變革並非出於對安全的妥協,而是建立在 EPRI 等權威機構海量潛變試驗數據與深厚冶金學理之上的科學決策。
透過將強制正常化與回火(N+T)的冷彎應變率觸發門檻從過去不切實際的 5% 大幅放寬至 20%(甚或在特定條件下可達 25%),規範編寫委員會正式確認:針對工業界主流的 3D 與 5D 彎管(其應變率分別為 16.7% 與 10.0%),只要動力管線系統的設計溫度不逾越 600°C 的安全邊界,單純施以 730°C 至 775°C 的次臨界退應力處理(Subcritical Stress Relief),便能有效促進基體差排的回復、釋放冷彎變形能,並顯著降低應力腐蝕破裂(SCC)與氫致龜裂的風險。儘管次臨界處理無法使材料的潛變壽命百分之百恢復如初,但其殘存的潛變破裂強度已足以為中等設計溫度下的長效服役提供堅實的安全裕度。
而感應加熱彎後熱處理(IH-PBHT)技術的介入,則為這項新規範的落地執行提供了無可挑剔的工程解方。憑藉電磁感應在金屬內部直接生熱的物理機制,IH-PBHT 展現出了傳統燃氣爐與陶瓷加熱墊望塵莫及的優勢。其極高的能量轉換效率與加熱速度,將厚壁管的升溫時間從數小時壓縮至幾十分鐘;其精準無比的溫度控制與極小的熱梯度,確保材料能穩定停留在法規要求的次臨界區間,徹底避免了局部過熱進入 ICHAZ 的致命風險;其優異的局部加熱能力與無碳排的環保特性,更完美契合了現代綠色製造的願景。
2026 ASME 規範放寬與 IH-PBHT 技術的協同效應,將為管線預製排程直接砍去一半以上的熱處理耗時,並從根本上消除了高溫正常化所帶來的管件塌陷變形與繁瑣治具依賴。這不僅是工程效率的飛躍,更是品質保證與成本控制的雙贏,預期將為全球新一代先進發電廠與石化基礎設施的建設,注入強大且持續的競爭力。
附表一
參考文獻
- Understanding the Performance of 11–12 wt. % Cr Creep Strength Enhanced Ferritic Steels, Through Microstructural Characterisation and – Loughborough University Research Repository, https://repository.lboro.ac.uk/ndownloader/files/34096259/1
- The Effect of Normalizing Temperature on the Short-Term Creep Rupture of the Simulated HAZ in Gr.91 Steel Welds – MDPI, https://www.mdpi.com/2075-4701/8/12/1072
- Weld repair of Grade 91 piping and components in power generation applications, creep performance of repair welds – ResearchGate, https://www.researchgate.net/publication/281170067_Weld_repair_of_Grade_91_piping_and_components_in_power_generation_applications_creep_performance_of_repair_welds
- Growing experience with P91/T91 forcing essential code changes, https://www.ccj-online.com/growing-experience-with-p91-t91-forcing-essential-code-changes/
- Heating P91 boiler pipe – The Fabricator, https://www.thefabricator.com/tubepipejournal/article/tubepipefabrication/heating-p91-boiler-pipe
- P22 vs P91: Composition, Heat Treatment, Properties & Applications Exp – Metal Zenith, https://metalzenith.com/blogs/steel-compare/p22-vs-p91
- Microstructure Control and Correlation to Creep Properties in Grade 91 Steel Weldment After Thermo-Mechanical Treatments and an – TRACE: Tennessee, https://trace.tennessee.edu/context/utk_graddiss/article/5318/viewcontent/Microstructure_Control_and_Correlation_to_Creep_Properties_in_Grade_91_Steel_Weldment_After_Thermo_Mechanical_Treatments_and_an_Fe_30Cr_3Al_Alloy_Strengthened_by_Fe2Nb_Laves_Phase.pdf
- Significant reduction in creep life of P91 steam pipe elbow caused by an aberrant microstructure after short-term service – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC10909855/
- 2026 ASME 針對 P-No. 15E 的冷彎 PBHT 規定.pdf
- EPRI – Best Practice Guidelines For Manufacturing and Construction of Grade 91 (9Cr-1Mo) Steel Components | PDF | Stress (Mechanics) | Strength Of Materials – Scribd, https://www.scribd.com/document/412726426/EPRI-Best-Practice-Guidelines-for-Manufacturing-and-Construction-of-Grade-91-9Cr-1Mo-Steel-Components
- Induction Heating: Benefits, Limitations, and Our Team’s Solutions | TEAM, Inc., https://www.teaminc.com/resource/induction-heating-benefits-limitations-and-our-teams-solutions/
- Benefits of Induction for Tube and Pipe Heating – Ambrell, https://www.ambrell.com/blog/benefits-of-induction-for-tube-and-pipe-heating
- Induction Post Weld Heat Treatment (PWHT), https://www.cn-jkz.com/induction-post-weld-heat-treatment-pwht.html
- Effect of Normalization and Tempering on Microstructure and Mechanical Properties of V-Groove and Narrow-groove P91 Pipe Weldments | Request PDF – ResearchGate, https://www.researchgate.net/publication/312027762_Effect_of_Normalization_and_Tempering_on_Microstructure_and_Mechanical_Properties_of_V-Groove_and_Narrow-groove_P91_Pipe_Weldments
- Normalization and Temper Heat Treatment On P91 | PDF – Scribd, https://ro.scribd.com/document/323997387/Normalization-and-Temper-Heat-Treatment-on-P91
- Effects of different heat treatments on hardness of Grade 91 steel – Diva-Portal.org, https://www.diva-portal.org/smash/get/diva2:727769/FULLTEXT01.pdf
- Research on the Fracture Behavior and Microstructure of T91 Steel at Ultrahigh Creep Temperatures – MDPI, https://www.mdpi.com/2075-4701/12/12/2054
- ASME B31.3 Process Piping Guide – LANL Engineering Standards, https://engstandards.lanl.gov/esm/pressure_safety/Section%20REF-3-R0.pdf
- ANSI/ASME B31.1, “Power Piping” American National Standard Institute, Contents Through Table A-3., https://www.nrc.gov/docs/ML0314/ML031470592.pdf
- Microstructure and Mechanical Properties of Intercritically Treated Grade 91 Steel – MDPI, https://www.mdpi.com/1996-1944/13/18/3985
- EPRI Best Practice Guidelines For P91 1023199 – Scribd, https://www.scribd.com/doc/246144971/EPRI-Best-Practice-Guidelines-for-P91-1023199
- Microstructure and creep strength of simulated intercritical heat-affected zone of grade 91 steel (Journal Article) – OSTI, https://www.osti.gov/pages/biblio/1891411
- Post-Welding Heat Treatment with Induction Heat – Red-D-Arc, https://blog.red-d-arc.com/post-welding-heat-treatment-with-induction-heat/
- Boiler and Pressure Vessel Code – ASME, https://www.asme.org/getmedia/c041390f-6d23-4bf9-a953-646127cfbd51/asme-bpvc-brochure-webview.pdf
- Power Piping – ASME, https://www.asme.org/codes-standards/find-codes-standards/b31-1-power-piping
- ASME B31.1 – Future Energy Steel, https://energy-steel.com/wp-content/uploads/2025/03/ASME-B31.1.pdf
- ASME Sec I 2025 76 | PDF | Heat Treating | Pipe (Fluid Conveyance) – Scribd, https://www.scribd.com/document/935191977/ASME-Sec-I-2025-76
- Fabrication and Processing of Grade 91 Material | PDF | Welding | Construction – Scribd, https://www.scribd.com/document/223231361/Fabrication-and-Processing-of-Grade-91-Material
- Jung-Chul (Thomas) Eun, https://mahcopipe.com/wp-content/uploads/2024/04/Handbook-of-Engineering-Practice-of-Materials-and-Corrosion.pdf
- Application of induction heaters in post-weld heat treatment – Canroon, https://www.canroon.com/Industry-Insights/Application-of-induction-heaters-in-post-weld-heat-treatment
- Billet Heating: Induction Heating vs. Gas Oven Furnaces | Cornell Forge Co., https://www.cornellforge.com/billet-heating-induction-heating-vs-gas-oven-furnaces/
- Primary Benefits of Induction Heating Compared to Oven Heating, https://www.ambrell.com/blog/induction-benefits-compared-to-oven-heating
- Welding With Induction Heating Improves Consistency and Saves Time | MillerWelds, https://www.millerwelds.com/resources/article-library/welding-with-induction-heating-improves-consistency-and-saves-time
- Resistance vs Induction Heat Treatment: Pros & Cons – ISP Heat, https://ispheat.com/blogs/resistance-vs-induction-heat-treatment/
- Induction Heating Improves Welding Consistency and Saves Time – Miller, https://millerweldseurope.com/miller-technologies/welding-with-induction-heating-improves-consistency-and-saves-time/
- Welders turn to induction heating for preheating, stress relieving – The Fabricator, https://www.thefabricator.com/thefabricator/article/cuttingweldprep/welders-turn-to-induction-heating-for-preheating-stress-relieving