
前言
在當代複循環火力發電廠(Combined Cycle Power Plant, CCPP)的熱力循環系統中,蒸氣管線不僅是輸送高溫、高壓能量的載體,更是整個電廠運行安全與穩定性的關鍵防線。隨著能源結構的轉型,CCPP 系統因其具備快速啟動與頻繁升降載的靈活性,被廣泛用於調節電力網的波動。然而,這種靈活的操作模式也顯著增加了管線系統內發生水錘現象(Water Hammer)的頻率與風險。水錘現象不僅涉及單相流體的動量突變,在涉及蒸氣冷凝與氣液兩相交互作用的複雜環境下,更會誘發破壞力巨大的凝結誘發水錘(Condensation-Induced Water Hammer, CIWH) 1。在傾斜管線的幾何設計中,管路轉折處的製造工法冷作彎管(Cold-Bent Pipe)與電銲彎頭(Welded Elbow)在力學響應、波傳行為、長期可靠性以及抗環境退化(如流動加速腐蝕, FAC)方面展現出本質上的差異。本研究旨在深入分析這兩類組件在傾斜角度管線配置下對抗水錘衝擊的優劣,為電廠工程設計與維護提供技術參考。
一、複循環火力發電廠蒸氣管線之暫態流動機制
複循環火力發電廠的核心在於熱回收蒸汽發生器(HRSG)與汽輪機之間的緊密耦合。蒸氣管線系統在啟動階段、熱備用狀態以及緊急停機過程中,經常經歷急劇的熱力學狀態變遷。
1.1 水錘現象之流體動力學基礎
水錘現象本質上是流體流速瞬時改變所引起的壓力波傳播。根據儒可夫斯基方程(Joukowsky Equation),壓力變化的量值 ΔP 與流體密度 ρ、壓力波波速 C 以及流速變化量 ΔU 成正比:
ΔP = ρC ΔU
在 CCPP 的蒸氣管路中,雖然氣相的壓縮性較大,其單純氣相水錘產生的壓力峰值相對有限,但一旦系統中存在冷凝水,情況便會發生質變 4。當閥門快速關閉或開度變更時,壓力波以近音速在管路中傳播,其與管路轉折點(如彎頭)的交互作用會產生顯著的不平衡力,引發結構振動甚至破裂 5。
1.2 凝結誘發水錘(CIWH)之演化過程
相較於傳統的機械式水錘,凝結誘發水錘在蒸氣管路中更具毀滅性。其觸發機制通常始於高溫蒸氣與過冷冷凝水的直接接觸。在水平或微傾斜的管段中,當冷凝水積聚至一定高度,高速流動的蒸氣會在液面產生波動,進而形成封閉的蒸氣泡 3。由於冷凝水對蒸氣泡的快速冷凝,泡體內部的壓力驟降至接近真空狀態,迫使周圍的冷凝水以極高的速度向真空區塌陷。
這種過程形成的液彈(Water Slug)受壓差驅動,其加速度遠高於重力加速度,最終撞擊管壁或彎頭時產生的脈衝壓力可超過 1000 psi 3。實驗觀測顯示,這類衝擊不僅能損毀密封墊片與膨脹節,甚至能直接撕裂高強度合金鋼管件 3。在 CCPP 的 HRSG 疏水管路與輔助蒸氣系統中,CIWH 是導致非計畫停機的主要元兇之一。
二、傾斜度管線設計對多相流穩定性之影響
在設計蒸氣管線時,工程界普遍共識是避免水平管段,並引入特定的傾斜角度(Slope/Declination)以利用重力輔助冷凝水排除。傾斜角度的設計不僅影響排水效率,更直接決定了 CIWH 的觸發極限值。
2.1 傾斜角度與冷凝水排除速度
冷凝水在管線底部的流動特徵受到蒸氣流像與管路坡度的共同影響。當管路向下坡度增加時,冷凝水能更有效地流向疏水點 7。研究數據表明,管線的下坡角度是抑制 CIWH 的關鍵變數。
| 參數 | 數值/描述 |
| 臨界傾斜角度 | ≧ 2.4° 7 |
| 排水速度上限(於 2.4 度傾斜) | 3 ft/sec (1 m/s) 7 |
| 水錘發生風險 | 隨傾斜度增加而顯著降低 7 |
| 試驗管徑參考 | 2 inch (5 cm) 7 |
當傾斜角度超過 2.4 度時,即使在較高的冷凝水流速下,系統也能保持較穩定的層流或波狀流,避免了因液面上升而封閉蒸氣泡的危險 7。這意味著在傾斜管線設計中,管路轉折處的配置必須考慮流體導引的平順性,以維持重力排水的連續性 7。
2.2 彈狀流(Slug Flow)在傾斜管路中的行為
在傾斜管段中,液彈的形成與運動特徵與水平管段有所不同。重力分量在傾斜管路中傾向於使液彈的後緣(Tail)延長,並使前端(Front)變得更為陡峭 3。這種幾何形狀的改變會影響其撞擊彎頭時的載荷歷時(Time History) 3。對於冷作彎管與電銲彎頭而言,面對不同運動特性的液彈撞擊,其局部應變響應亦存在顯著差異。冷作彎管較大的曲率半徑通常能提供較大的緩衝體積,減緩液彈撞擊時的壓力上升率 8。
三、冷作彎管之製造工法與力學特性分析
冷作彎管(Cold- bent Pipe)是指在不進行外部加熱的情況下,利用機械力將直管彎曲成所需角度的工法 14。在 CCPP 的小口徑或中口徑高壓管線中,冷作彎管被視為一種具備高度經濟性且能減少銲縫數量的設計方案。
3.1 塑性變形與加工硬化機制
冷作彎曲過程本質上是材料的強迫塑性變形。在彎曲過程中,管材的外徑側(Extrados)受到強烈的拉伸應力,導致壁厚減薄;而內徑側(Intrados)則受到壓縮應力,導致壁厚增加 14。這種變形過程會引發顯著的加工硬化(Work Hardening),改變金屬的微觀晶體結構 15。
材料的位錯密度在冷作後大幅上升,導致材料的屈服強度(Yield Strength)與抗拉強度增加,但代價是韌性(Ductility)的顯著降低 14。對於需要承受水錘動態衝擊載荷的管線,材料韌性的喪失是一項潛在風險。在高頻振動或極高壓力脈衝下,低韌性區域更容易誘發脆性裂紋 14。
3.2 殘餘應力與回彈控制
冷作加工會在管壁內部引入複雜的殘餘應力分布。外側的殘餘拉應力與內側的殘餘壓應力共同構成了一個不穩定的力學平衡 15。如果未進行適當的後加熱應力消除處理(Post-Bend Stress Relieving),這些殘餘應力在受到內部交變壓力(如水錘)疊加時,可能導致應力腐蝕開裂(Stress Corrosion Cracking, SCC)的發生 15。
此外,冷作彎管存在明顯的回彈現象,通常在 1 至 5 度之間 16。這在設計傾斜角度管線時尤為關鍵。如果回彈控制不精確,原定 2.4 度的傾斜角可能減小至危險區域,從而增加冷凝水積聚引發水錘的可能性 7。
3.3 幾何特徵:壁厚變動與失圓度
冷作彎管的品質高度依賴於加工設備的精度。雖然其能保持較好的截面連續性,但不可避免地會產生失圓(Ovality)現象。
| 冷作彎管規格 | 控制標準/影響 |
| 最小彎曲半徑 | 通常為 3D 至 5D(D 為管外徑) 14 |
| 壁厚減薄率控制 | 隨 R 增加而降低(如 R=3D 時 <13%) 14 |
| 失圓度(Ovality) | 應小於 2.5% |
| 材料適用性 | 適用於碳鋼及奧氏體不鏽鋼,直徑通常 ≦ 6 inch 14 |
較大的彎曲半徑(R ≧ 3D)是冷作彎管相對於標準電銲彎頭的主要幾何優勢,這在流體動力學上能顯著減少轉向時的紊流強度,降低對管壁的剪切力,從而提升抗流動加速腐蝕的能力 17。
四、電銲彎頭之結構完整性與銲接效應研究
電銲彎頭(Welded Elbow)通常是工廠預製的標準管件(依據 ASME B16.9 等標準),透過現場銲接與管線連接 8。其在電廠管路系統中極為常見,特別是在空間受限需要緊湊佈置的區域。
4.1 銲縫區域的幾何與材料不連續性
電銲彎頭的設計核心在於銲接界面。無論是承插銲(Socket Weld)還是對接銲(Butt Weld),銲縫區域都是結構上的特徵點。銲接過程產生的熱影響區(Heat Affected Zone, HAZ)經歷了複雜的熱循環,其顯微組織與母材存在差異 10。
在水錘衝擊下,銲縫區域往往成為應力集中的源頭。如果銲根(Root)存在未銲透、夾渣或銲瘤突起(Protrusion),這些缺陷在受到週期性壓力波衝擊時,會成為疲勞裂紋的起始點 17。此外,電銲彎頭通常具有較小的曲率半徑(如短半徑彎頭 R=1D),這導致流體在轉向時產生更劇烈的壓力變化與二次流現象 17。
4.2 聯合效率因子(Joint Efficiency Factor)與設計壓力
在管線設計計算中,銲縫的存在需要引入聯合效率因子(Joint Efficiency Factor, E)。對於 1940 年後生產的高品質工廠製電銲彎頭,其 E 值通常可取為 1.00,視為與無縫管等強度 19。然而,這是在靜態壓力下的評估。在面對水錘動態載荷時,銲縫的疲勞壽命(Fatigue Life)往往是系統的限制因素 20。
| 彎頭類型 | 製造工法 | 銲縫特徵 | 關鍵限制 |
| 無縫彎頭 | 擠壓/鍛造 | 無長向銲縫 | 尺寸限制較多 12 |
| 縫焊彎頭 | 板材捲製電弧銲 | 存在 meridional 銲縫 | 銲縫質量決定強度 19 |
| 對接銲接點 | 現場/預製銲接 | 環向銲縫 | 熱影響區脆化風險 10 |
4.3 電銲彎頭的流場紊亂與侵蝕機制
電銲彎頭的另一個技術挑戰在於其內部表面的不平整性。承插銲彎頭在連接處常存在階梯狀的直徑突變,這會誘發強烈的局部渦流 17。在 CCPP 的蒸氣冷凝管路中,這些渦流區不僅加速了流動加速腐蝕,還可能引發局部的空化現象(Cavitation)。數值模擬顯示,隨著彎頭半徑 R 的減小,管內最高流速顯著上升,當 R=1D 時,流速峰值 Vmax 遠高於 R=5D 的冷作彎管 17。
五、應力強度因子(SIF)與管線柔性分析之對比
在管線應力分析(Piping Stress Analysis)中,為了將複雜的轉折幾何簡化為梁模型,工程師必須引入應力強度因子(Stress Intensification Factor, SIF)與柔性因子(Flexibility Factor, k) 21。
5.1 ASME B31.1 動力管線與 B31J 之規範變遷
傳統上,ASME B31.1 動力管線規範提供了一套簡化的 SIF 計算公式 22。然而,近年來業界逐漸轉向採用 ASME B31J 提供的更精確數值,這些數值是基於大量的疲勞試驗與有限元素分析(FEA)得出的 23。
冷作彎管由於其壁厚在彎曲過程中發生了非均勻變化(外減內增),其 SIF 值與具有固定壁厚的標準彎頭有所不同 24。研究指出,冷作加工引入的殘餘應力會降低組件的抗疲勞能力,因此在 B31J 的評估中,冷作彎管的 SIF 計算需要考慮其特定的加工半徑與變形率 19。
5.2 動態載荷因子(DLF)在水錘事件中的作用
當水錘壓力波衝擊彎頭時,結構經歷的是動態響應。動態載荷因子(DLF)被定義為動態應力與等效靜態應力的比值。對於 90 度彎頭,水錘衝擊產生的彎曲應力 DLF 通常小於 2,但在特定頻率耦合下,環向應力的 DLF 可能高達 4 5。
- 冷作彎管的響應:由於其半徑較大且材料連續,其結構剛度分布較均勻。這有助於分散應力波,降低局部應力峰值 8。然而,加工硬化導致的高屈服強度可能使其在極端載荷下缺乏足夠的塑性變形能力來吸收能量。
- 電銲彎頭的響應:雖然其材料可能比冷作區更具韌性,但銲縫的存在形成了應力反射界面。壓力波在銲縫突起處產生的局部壓力升高,加上 SIF 的放大作用,常導致銲縫根部發生開裂 17。
5.3 柔性與橢圓化效應
彎管在受彎矩作用時會發生橢圓化(Ovalization),這一現象顯著增加了彎管的柔性(Flexibility),使其能吸收更多管線熱膨脹位移 25。冷作彎管與電銲彎頭的橢圓化行為受其初始壁厚分布影響。冷作彎管內徑側(Intrados)增加的壁厚雖然強化了對內壓的抵抗力,但也可能略微降低其在特定平面內的柔性 25。
六、流動加速腐蝕(FAC)在幾何轉折處的深度對比
流動加速腐蝕(Flow-Accelerated Corrosion, FAC)是碳鋼材料在 CCPP 系統中最常見的降解機制 26。它發生在保護性磁鐵礦(Magnetite, Fe3O4)氧化膜被高速、高紊流度的流體機械性剝離或加速溶解的情況下 11。
6.1 幾何結構與質量傳遞係數
FAC 的速率與局部質量傳遞係數(MTC)成正比,而 MTC 則取決於流場的紊流強度 11。
| 幾何特徵 | 冷作彎管 (R≥3D) | 電銲彎頭 (R=1.5D) |
| 流流平順度 | 高,邊界層較穩定 | 低,易產生流動分離 |
| 二次流強度 | 較弱 | 強烈,形成明顯渦流 |
| 最高流速區 | 分布較廣且平緩 | 集中於彎頭外徑側下游 |
| 預期 FAC 速率 | 較低 | 較高 17 |
數值模擬顯示,在 32 NB(約 1.25 吋)的電銲彎頭下游緊鄰銲縫處,壁厚減薄最為嚴重,這正是因為銲縫突起與短半徑共同造成的劇烈紊流所致 17。
6.2 材料成分與銲接界面的交互影響
FAC 對材料中的鉻(Cr)含量極其敏感。僅需 0.1% 的鉻含量增加,就能顯著提升抗 FAC 能力 11。在電銲彎頭系統中,如果銲材的鉻含量與母材不匹配,銲縫及其周邊會形成電化學耦合效應,加速局部腐蝕。
此外,冷作彎管雖然表面較平滑,但冷作過程中產生的微觀結構缺陷(如高位錯密度)在特定水質條件下,可能成為化學腐蝕的活性點 15。然而,總體而言,冷作彎管因消除了銲縫這一物理不連續性,其在長期抗 FAC 的表現上通常優於電銲彎頭 17。
七、壓力波傳遞、反射與衰減之動力學分析
水錘產生的壓力波在管路系統中的行為類似於聲波在阻抗不連續介質中的傳播 29。在傾斜角度設計的管線中,彎頭不僅是轉折點,更是壓力波的反射源。
7.1 阻抗不連續與反射係數
當壓力波到達管線節點(Node)時,其反射強度取決於阻抗匹配程度 29。阻抗與管徑面積 A 及波速 a 相關。
- 電銲彎頭的反射行為:由於電銲彎頭與直管連接處常存在壁厚階梯或銲縫加強區域,這些細微的幾何突變會形成多個微反射面 29。雖然單個反射強度不大,但在水錘產生的寬頻壓力脈衝下,可能發生干涉疊加,導致局部壓力峰值超過預期值 29。
- 冷作彎管的反射行為:冷作彎管提供了平滑的幾何過渡。雖然彎曲區的椭圓化會略微改變局部波速,但其反射波通常較弱且較為分散 8。這有助於減緩水錘波的陡峭度,降低衝擊載荷對支撐系統的破壞性 29。
7.2 兩相流環境下的波衰減機制
在 CCPP 的蒸氣管路中,水錘波常在氣液兩相介質中傳播。雖然直覺上認為氣泡能吸收能量,但實驗數據顯示,在含氣率(Void Fraction)高達 30% 的彈狀流中,壓力波的衰減極其有限 6。這意味著在傾斜管線中積聚的少量冷凝水並不能提供有效的緩衝作用,反而因液彈撞擊成為壓力的放大器 3。
7.3 負壓力波與空化潰滅
當水錘波反射產生負壓時,如果壓力降至液體蒸氣壓以下,會形成瞬時空化泡 1。這些氣泡隨後的潰滅(Collapse)會產生極高的局部衝擊壓力,稱為空化水錘 1。研究顯示,在半徑較小的電銲彎頭內緣(流速最快、壓降最大處),空化腐蝕與水錘損害的協同效應最為明顯 9。
八、經濟成本、安裝實務與全生命週期管理
在工程決策中,選擇冷作彎管或電銲彎頭需要進行全面的經濟與技術評估。
8.1 初始建設成本與施工效率
冷作彎管的主要優勢在於減少了昂貴的標準彎頭採購以及相應的非破壞檢測(NDT)費用 20。
| 比較項目 | 冷作彎管系統 | 電銲彎頭系統 |
| 材料成本 | 低(直接使用直管材) 12 | 高(需額外採購管件) 18 |
| 銲接工時 | 少(減少了兩個環向銲縫) 20 | 多 20 |
| 檢查要求 | 主要是幾何尺寸檢查 | 需執行 X-ray 或 UT 探傷 |
| 安裝靈活性 | 高(可彎曲成非標準角度) 8 | 低(受限於 45/90 度) 8 |
| 設備需求 | 需大型彎管機 23 | 一般銲接設備即可 20 |
對於 CCPP 中的傾斜管線,冷作彎管能根據現場空間需求,精確製造出如 15 度、22.5 度或 30 度的平滑彎頭,這比使用多個標準彎頭拼接要更具成本效益,且減少了洩漏點 20。
8.2 全生命週期可靠性與維護成本
雖然冷作彎管的初始成本較低,但其全生命週期的表現取決於其抗環境退化能力。電銲彎頭的維護重點在於銲縫的定期非破壞檢測掃描。在 CCPP 高溫高壓運行環境下,銲縫區的蠕變(Creep)與疲勞交互作用是主要的失效模式 11。
研究案例顯示,某電廠主蒸氣管線電銲彎頭在運行僅 7,200 小時後即發生破裂,原因在於材料誤用與長期過溫運行導致的蠕變加速 34。相較之下,冷作彎管雖然消除了銲縫風險,但其加工硬化區的韌性隨時間演化情況則需更多的監測數據支持。
8.3 非銲接管路系統的新趨勢
在某些現代 CCPP 設計中,開始採用如 Tube-Mac® 或 Pyplok® 等非銲接連接技術 20。這類系統結合了冷作彎管的優點與法蘭/擠壓連接的便利性,完全消除了熱影響區(HAZ),並大幅縮短了油沖洗與系統調試的時間 20。這對於要求高度清潔度與長期抗震性的蒸氣控制系統而言,是一個值得關注的方向。
九、結論與工程實務建議
綜合對冷作彎管與電銲彎頭在 CCPP 傾斜度蒸氣管線水錘工況下的分析,可以得出以下結論與指導原則:
- 水錘防護優先級:CIWH 是系統安全的最大威脅。在傾斜角度設計中,應確保所有排氣與疏水管線具備不小於2.4 度的坡度,以利用重力有效分離冷凝水與蒸氣,這是防止水錘形成的首要步驟。
- 幾何轉折之選取:
- 在空間允許且管徑小於 6 吋的情況下,應優先採用冷作彎管。其較大的半徑(R ≧ 3D)與連續的材料結構能顯著降低 SIF、減少壓力波反射,並大幅提升抗 FAC 能力 17。
- 在使用冷作彎管時,必須嚴格控制回彈量與壁厚減薄率,並根據管材性質決定是否執行熱應力消除處理,以防止韌性喪失引發的脆性斷裂。
- 電銲彎頭之應用限制:若受限於空間必須使用短半徑電銲彎頭,則必須針對銲縫根部執行嚴格的表面檢查與內部非破壞檢測。設計中應避免將電銲彎頭置於可能發生強烈亂流或液彈撞擊的高風險區域(如排水口集管處)。
- 動態分析與支撐設計:針對主蒸氣管線中的重要彎頭,應採用基於 ASME B31J 的數值模擬來評估動態載荷因子(DLF)。支撐系統(如限位裝置或阻尼器)應配置在能有效吸收水錘波反射力矩的位置,特別是對於電銲彎頭,應盡量減少其在水錘事件中的結構偏移量,以保護脆弱的銲縫區域 5。
未來 CCPP 的設計將朝向更高參數、更頻繁暫態的方向發展。透過深入理解冷作彎管與電銲彎頭在暫態流動環境下的差異化響應,工程師可以構建出既具經濟競爭力又能承受極端水錘考驗的管路系統,確保發電資產的長效安全運行。
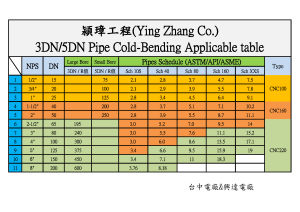
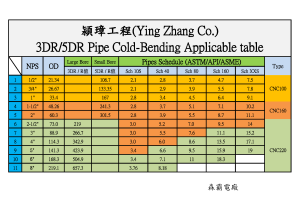
(照片分享: CCPP’s 3/5(DN&DR) pipe cold-bending applicable table)
參考文獻
- Water hammer in pipelines based on different friction models – PMC – NIH, https://pmc.ncbi.nlm.nih.gov/articles/PMC10781989/
- review of two-phase water hammer – OSTI.GOV, https://www.osti.gov/etdeweb/servlets/purl/340712
- (PDF) Steam Condensation Induced Waterhammer – ResearchGate, https://www.researchgate.net/publication/44251497_Steam_Condensation_Induced_Waterhammer
- Water Hammer Analysis – Fluid Mechanics Ltd, https://www.fluidmechanics.co.uk/hydraulic-calculations/water-hammer-surge-analysis/
- Copyright© 2018 by Turbomachinery Laboratory, Texas … – OAKTrust, https://oaktrust.library.tamu.edu/server/api/core/bitstreams/a827cfba-c9d5-43f6-9ba8-ffaa8a29441d/content
- condensation induced water hammer in steam generators – INIS-IAEA, https://inis.iaea.org/records/wf5t3-rb913/files/11518016.pdf?download=1
- Steam bubble collapse induced water hammer in draining pipes – UNT Digital Library, https://digital.library.unt.edu/ark:/67531/metadc1104645/
- Pipe Bend vs Elbow: Key Differences and How to Choose the Right One – Finego Steel, https://www.finegosteel.com/newsdetail/pipe-bend-vs-elbow-differences.html
- Study on the influence of elbow with different curvature radii on pipeline leak location, https://www.researchgate.net/publication/355342029_Study_on_the_influence_of_elbow_with_different_curvature_radii_on_pipeline_leak_location
- 46 CFR Part 56 Subpart 56.80 — Bending and Forming – eCFR, https://www.ecfr.gov/current/title-46/chapter-I/subchapter-F/part-56/subpart-56.80
- Flow accelerated corrosion of carbon steel feeder pipes from …, https://www.researchgate.net/publication/256773911_Flow_accelerated_corrosion_of_carbon_steel_feeder_pipes_from_pressurized_heavy_water_reactors
- Seamless vs Welded Steel Pipe: Differences, Pros, Cons & When to Use, https://www.haywardpipe.com/seamless-vs-welded-steel-pipe-a-complete-comparison
- Failure Analysis of Boiler Water Wall Tube: A Case Study from Thermal Power Plant, https://www.researchgate.net/publication/357619845_Failure_Analysis_of_Boiler_Water_Wall_Tube_A_Case_Study_from_Thermal_Power_Plant
- comparing cold bending and hot bending in pipe bending – lined …, https://www.ltdpipeline.com/cold-bending-and-hot-bending-pipe/
- Cold bending properties of ASTM A53 Gr B pipe – Longma, https://www.longma-group.com/knowledge/cold-bending-properties-of-astm-a53-gr-b-pipe
- Mild Steel Pipe: Cold Bending vs. Hot Bending – Eastern Steel Manufacturing Co.,Ltd, https://www.eastern-steels.com/newsdetail/mild-steel-pipe-cold-bending-vs.-hot-bending.html
- Leakage Analysis of Steam Condensate Pipe Elbow – ResearchGate, https://www.researchgate.net/publication/370114710_Leakage_Analysis_of_Steam_Condensate_Pipe_Elbow
- The Differences of Pipe Bend and Elbow – MATERIAL & STANDARD – Huitong Pipeline, https://www.oepipe.com/info/the-differences-of-pipe-bend-and-elbow-78161159.html
- Joint Efficiency Factors for Seam-Welded Factory-Made Pipeline …, https://kiefner.com/wp-content/uploads/2023/12/Joint-Efficiency-Factors-for-Seam-Welded-Factory-Made-Pipeline-Bends.pdf
- Cost Comparison Charts – Tube-Mac Piping Technologies, https://tube-mac.com/resources/cost-comparison-charts/
- Stress Intensification Factors (SIFs) in Pipe Stress Analysis – SimuMech, https://simumech.com/stress-intensification-factors-sifs-in-pipe-stress-analysis/
- Introduction to ASME B31J Standard – Northern Crescent Inc., https://www.northerncrescent.ca/blog/introduction-to-asme-b31j-standard/
- Stress Intensity Factor (SIF) For Special Geometries In Piping Stress …, https://cadeengineering.com/study-case/stress-intensity-factor-sif-for-special-geometries-in-piping-stress-analyisis/
- Directional Stress Indices and Stress Intensification Factors for 90ƒ Elbows (PWRMRP 06) – EPRI, https://restservice.epri.com/publicdownload/TR-113889/0/Product
- A Simple and Effective Pipe Elbow Element-Linear Analysis – MIT, http://web.mit.edu/kjb/www/Publications_Prior_to_1998/A_Simple_and_Effective_Pipe_Elbow_Element_Linear_Analysis.pdf
- Flow-accelerated corrosion of pressure vessels in fossil plants – ResearchGate, https://www.researchgate.net/publication/222050838_Flow-accelerated_corrosion_of_pressure_vessels_in_fossil_plants
- Breakdown: Is flow-accelerated corrosion a concern in co-generation steam generators?, https://www.power-eng.com/operations-maintenance/breakdown-is-flow-accelerated-corrosion-a-concern-in-co-generation-steam-generators/
- Flow Accelerated Corrosion, https://www.icorr.org/wp-content/uploads/2023/04/Reza-Beheshty-Flow-Accelerated-Corrosion-_-Synergistic-effects-of-the-influencing-parameters-002.pdf
- Wave Reflection and Transmission in Pipelines, https://docs.bentley.com/LiveContent/web/Bentley%20HAMMER%20SS6-v1/en/GUID-73D18BC6-38BE-4543-B7AD-754825F54EE3.html
- Water Infrastructure – HAMMER Transient wave reflection behavior for different boundary conditions – Communities – Sign In, https://bentleysystems.service-now.com/community?id=kb_article_view&sysparm_article=KB0015746
- Research on negative pressure wave attenuation coefficient and bending pipeline leakage detection – ResearchGate, https://www.researchgate.net/publication/291439874_Research_on_negative_pressure_wave_attenuation_coefficient_and_bending_pipeline_leakage_detection
- Elbow vs. Bend – Understanding The Difference Piping, https://www.maxpipefittings.com/blog/elbow-vs-bend-understanding-the-difference-piping/
- How to Bend Carbon Steel Pipe? – Hunan Standard Steel Co.,Ltd, https://www.hu-steel.com/news364_2091.html
- Failure Analysis of Carbon Steel Elbow in Power Station Main Steam Pipe | Landee, https://www.landeepipefitting.com/failure-analysis-of-carbon-steel-elbow-in-power-station-main-steam-pipe.html
- ASME B31.1 – Future Energy Steel, https://energy-steel.com/wp-content/uploads/2025/03/ASME-B31.1.pdf
- CODE STRESS REQUIREMENTS – ASME Digital Collection, https://asmedigitalcollection.asme.org/ebooks/book/chapter-pdf/2794871/802854_ch4.pdf