
一、 研究背景與動機
氣流輸送(Pneumatic Conveying)技術自十九世紀末首次應用於穀物的大規模真空傳輸以來,經歷了超過一個世紀的演進,如今已成為現代石化工業與高分子材料加工廠中不可或缺的物料搬運核心技術 1。在化學工業中,如聚乙烯(PE)、聚氯乙烯(PVC)與聚丙烯(PP)等塑料樹脂與粉末,因其具備粉狀、顆粒狀等多樣形態,廣泛仰賴氣流輸送系統在反應器、擠出機、除氣槽與儲槽之間進行長距離、全密閉的安全傳輸 1。氣流輸送系統的優勢在於其高度的佈局彈性,管線能夠輕易穿梭於工廠結構之間,且能完全隔離外界環境以避免粉塵爆炸與物料污染 1。
然而,當系統應用於高固體含量(High Solid Loading)的聚丙烯粉體輸送時,其雙相流體力學(Two-Phase Fluid Dynamics)行為變得極端複雜。聚丙烯粉末具有相對較低的密度、極低的熱傳導率以及較低的軟化與熔融溫度 5。在高濃度、高速度的氣固混合流動中,當粒子群通過改變流向的管線組件(特別是彎管與彎頭)時,會引發劇烈的動量交換、強烈的二次流(Secondary Flow)以及極端的管壁摩擦 8。
在早期的工業實踐與空間受限的工廠設計中,曲率半徑為管徑1.5倍(1.5D)的傳統銲接短半徑彎頭被大量採用 11。這類短半徑組件雖然具備初期建置成本低與空間佔用極小的優勢,但對於聚丙烯這類熱敏感且易受剪切力破壞的軟性塑料而言,1.5D彎管內極端的幾何過渡卻是引發系統災難的根源 6。高速流體在短半徑彎管內被迫急劇轉向,導致嚴重的流動分離與局部壓力突變,高動能粒子無法跟隨流線,進而以大角度直接撞擊外弧管壁 13。這種猛烈的撞擊不僅加劇了金屬管壁的沖蝕磨損(Erosive Wear),更因塑料顆粒與管壁間的高速滑動摩擦生熱(Frictional Heating),導致粉末表面瞬間熔化,進而產生俗稱「天使髮絲(Angel Hair)」、「蛇皮(Snakeskins)」或「飄帶(Streamers)」的熔融結塊現象 5。這些塑料結塊物會隨著氣流進入下游的旋風分離器或過濾器中交織成「鳥巢(Bird’s nests)」,最終導致管路與設備嚴重堵塞,大幅降低系統的稼動率(Uptime)並增加極高的維護成本 11。
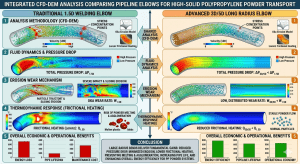
為了解決上述挑戰,現代高階氣流輸送系統設計逐漸轉向採用大彎曲半徑(Long Radius Bends)的幾何配置,如3D甚至5D的冷作或熱感應無縫彎管 19。擴大的曲率半徑能夠顯著平緩氣固雙相流向的改變,降低離心力對管壁的衝擊效應,從根本上減少紊流與邊界層分離 13。本研究將基於計算流體力學與離散元素法(CFD-DEM)的理論框架,結合Oka沖蝕模型與Lorenz摩擦生熱預測理論,深入且詳盡地剖析傳統1.5D銲接彎頭與3D/5D長半徑彎管在流體力學行為、沖蝕磨損機制、熱力學響應及整體能源效率上的根本差異,藉此論證大彎曲半徑設計如何有效避免粉體熔化結塊、降低壓降損失,進而提升高固體含量聚丙烯粉體輸送系統的營運經濟效益與管線壽命。
二、 氣固雙相流輸送理論與聚丙烯粉體特性
要深刻理解彎管幾何對系統的影響,必須首先建立氣流輸送中固氣雙相流的基礎理論框架。氣流輸送主要可依據氣體速度與物料濃度的關係,劃分為稀相輸送(Dilute Phase Conveying)與密相輸送(Dense Phase Conveying)兩大流態 1。
2.1 固氣比(Solid Loading Ratio)與輸送流態
固氣比(Solid Loading Ratio, SLR)或稱質量負載率(Mass Loading Ratio),定義為固體質量流率與傳輸氣體質量流率的比值,是決定管線內流態特徵與壓降的最關鍵無因次參數 22。對於稀相輸送,顆粒完全懸浮於氣流中,氣流速度通常極高(約為 15 m/s 至 30 m/s 或更高),以確保粒子動能大於其沉降速度(Settling velocity)25。相反地,對於細微粉末或具備良好保氣性(Air retention)的物料,當系統過渡至密相輸送或滑動床(Sliding bed)流態時,氣流速度可降至 3 m/s 左右,而固氣比則可能遠大於 20 甚至高達 100 以上 12。
文獻中的Rizk方程式以及經驗數據顯示,最低輸送速度(VS)與固氣比(SLR)之間存在強烈的非線性相關。隨著SLR的增加,維持流動所需的最低氣流速度也隨之改變。以管徑 0.25 m 的系統為例,當 SLR 為 0.5 時,VS 約為 7.5 m/s;而當系統負載增加至 SLR = 50 時,所需的VS 會急遽攀升至約 45.2 m/s 27。在如此高速且高固體含量的運作條件下,顆粒攜帶了極其龐大的動能。
2.2 聚丙烯粉體之熱力學與微觀力學脆弱性
聚丙烯(PP)粉末在上述高能流場中展現出獨特的脆弱性。作為一種低熔點的熱塑性聚合物,聚丙烯的密度相對較低,且比熱容(Specific Heat Capacity)與熱傳導率(Thermal Conductivity)均不若金屬材料 5。這意味著當粉體在管線中受到強烈剪切力與撞擊時,摩擦作功所轉化而成的熱能,無法迅速傳導逸散至周圍氣流或管壁中,而是高度集中於顆粒表面極微小的接觸點上 5。
此外,高固體含量的聚丙烯粉末在管線中容易表現出黏彈性行為。在高速撞擊(如在稀相輸送中高達 30 m/s 的氣流速度下)時,粉末顆粒會發生微觀破碎(Attrition)與粒徑衰減,導致平均體積直徑(Mean volume diameter, D)顯著下降(例如在 30 m/s 速度下衰減約 20%),同時改變其堆積密度(Bulk density)與潤濕性(Wettability)22。當這些破碎且帶有高表面能與高溫的細微粉末大量湧入彎管等幾何突變區域時,極易引發災難性的物理相變與附著。
三、 彎管內部之流體力學行為與二次流(Secondary Flow)機制
氣固混合流體在直線管路中通常呈現相對穩定的軸向速度分佈;然而,當流體進入彎管時,流場特徵會發生根本性的重組。促使這一重組的核心驅動力是流體受迫轉向時所產生的離心力(Centrifugal Force)10。
3.1 迪安渦流(Dean Vortices)的形成與演化
當流體進入彎管,靠近管路中心線的高速流體受到的離心力大於靠近管壁的低速邊界層流體。這種離心力的徑向差異在彎管橫截面上產生了強大的壓力梯度(Pressure Gradient),迫使流體從高壓的外弧壁面(Outer curve wall)沿著管壁流向低壓的內弧壁面(Inner curve wall),然後再從中心折返,形成一對反向旋轉的螺旋狀二次流,流體力學中稱之為迪安渦流(Dean Vortices)8。
迪安渦流的強度可由無因次參數迪安數(Dean Number, De)精確量化:
De = Re √D/2Rb
其中,Re 為雷諾數(Reynolds Number),D 為管線內徑, Rb為彎管的曲率半徑。由方程式可知,彎曲半徑與管徑的曲率比δ = Rb/(D/2) 或工程上常用的R/D 比例,是決定二次流強度的絕對關鍵 10。
3.2 傳統1.5D彎頭的流場劣化與邊界層分離
在傳統的 1.5D 短半徑彎頭(R/D = 1.5)中, Rb 的數值極小,導致迪安數De 急遽攀升 13。極高的迪安數意味著二次流強度甚至可能凌駕或嚴重干擾主軸向流動。流體在內弧壁面處會因為無法克服強大的逆向壓力梯度,產生嚴重的邊界層分離(Boundary Layer Separation),形成廣大的低速回流區與流動死角(Stagnation zones)8。
在這種極端紊亂的流場中,高密度的聚丙烯顆粒(相較於氣體)受到極大的離心慣性力支配,無法有效跟隨流體的急劇轉向(即斯托克斯數 Stokes Number, St > 1)10。結果導致大量固體顆粒脫離主氣流的包覆,以近乎直線的軌跡、極大的撞擊角度直接猛烈衝撞彎管的外弧壁面,形成所謂的「撞擊聚焦效應」13。撞擊後的顆粒反彈進入紊亂的二次流中,進一步與後續高速駛來的顆粒發生密集的二次碰撞(Inter-particle collisions),導致極大的動量耗散與局部壓力突變 16。
3.3 3D與5D大彎曲半徑彎管的流場優化
相較之下,當管線配置優化為 3D 甚至 5D 長半徑彎管時,物理現象產生了質的改變。隨著Rb 擴增至管徑的五倍,公式中的迪安數大幅下降,離心力與徑向壓力梯度被有效平緩 10。CFD 模擬結果清楚顯示,在 5D 彎管中,二次流的強度被顯著削弱,流線保持高度平行,內弧的流動分離與回流死角幾乎被完全消除 13。
更關鍵的是,5D 彎管提供了更長、更平緩的幾何過渡區。這賦予了載體氣流的曳力(Drag Force)足夠的時間與空間,引導質量較大的聚丙烯粉體產生橫向偏移(Lateral movement)13。顆粒的跟隨性(Following behaviors)大幅提升,使其能夠在接觸管壁前預先減速或調整軌跡,將毀滅性的「垂直高角撞擊」轉化為較為和緩的「低角切向滑動(Tangential sliding)」13。這種流場的重塑不僅確保了氣固相分佈的均勻性,更避免了動能的無謂耗散,維持了系統整體的高效傳輸。
| 流體力學特徵參數 | 1.5D 彎管 (短半徑彎頭) | 3D 彎管 (標準長半徑) | 5D 彎管 (大曲率半徑) |
| 迪安數 (De) 與二次流強度 | 極高,產生強烈破壞性迪安渦流 | 中等,局部存在受控的二次流 | 最低,流線平行度極高,擾動輕微 |
| 徑向壓力梯度與離心力 | 極大,內外弧壓差顯著 | 中等,壓力分佈呈現過渡漸進 | 最小,壓力與流速分佈極為均勻 |
| 流動分離與真空區 | 嚴重,內弧極易產生巨大回流死角 | 輕微擾動,分離區縮小 | 幾乎消除,流體貼壁性良好 |
| 顆粒運動與流體跟隨性 | 極差,發生強烈撞擊聚焦效應 | 尚可,部分顆粒能隨流線偏轉 | 極佳,流體曳力充分主導顆粒軌跡 |
(表格資料彙整自流體力學模擬文獻:10)
四、 沖蝕磨損(Erosive Wear)之微觀機制與 Oka 理論預測
氣固雙相流管線的失效,最常見的原因之一即是彎管處的沖蝕穿孔。沖蝕磨損是一個高度複雜的非線性力學過程,涉及顆粒的動能、衝擊角度、材料硬度以及次表面加工硬化(Work hardening)等多重變數 34。
4.1 Oka 沖蝕預測模型與角度依賴性
在計算流體力學與離散元素法耦合(CFD-DEM)的模擬中,Oka 沖蝕模型(Oka Erosion Model)被廣泛視為預測壁面磨損深度的黃金標準 38。該模型透過嚴謹的實驗數據推導,將材料的磨損深度(dw)與顆粒的撞擊角度(α)、撞擊速度(V)以及材料特性參數建立聯繫,其核心表達式可簡化為:
dw ∝ g(α)・Vn
其中g(α) 代表撞擊角度函數。對於延展性金屬(Ductile metals,如碳鋼或不銹鋼管線),Oka 模型的函數曲線顯示,最大沖蝕率並非發生在 90° 的垂直撞擊,而是發生在約 20° 至 40° 的淺角撞擊範圍內 38。這是因為在淺角度下,高速顆粒對金屬表面產生了極強的微觀「切削(Cutting)」與「犁溝(Plowing)」效應;而當撞擊角度接近 90° 時,磨損機制則轉變為反覆擠壓導致的疲勞剝落(Fatigue spalling),其材料流失率相對較低。
此外,金屬表面在承受連續撞擊時,會產生微觀的加工硬化現象。研究表明,表面硬度在初期磨損後會顯著上升,但若撞擊動能持續超過材料的疲勞極限,硬化層會變得極端脆化,最終導致大面積的脆性剝落(Brittle spallation),急遽加速穿孔進程 36。
4.2 1.5D 與 3D/5D 彎管之沖蝕分佈與最大沖蝕率解析
透過引入非等向性雷諾應力模型(Reynolds Stress Model, RSM)來取代傳統的 k-epsilon 模型,CFD-DEM 能夠更精確地捕捉流動歷史效應與迪安二次流對顆粒軌跡的影響 33。模擬與實驗數據一致表明,最大沖蝕率(Maximum Erosion Rate, Emax)與彎管的曲率比(R/D)呈現極為顯著的負相關 13。
在 1.5D 彎管中,由於前述的流動分離與撞擊聚焦效應,大量的聚丙烯粉體顆粒以極度集中的方式猛烈撞擊彎管外弧壁面的盲端區域 13。文獻實測指出,1.5D 彎頭的最嚴重磨損區域通常精確地座落於幾何頂點後方的 40° 至 60° 截面之間 41。在該區域內,撞擊頻率極高,且二次流將反彈的顆粒捲回壁面,造成嚴重的二次切削,使得金屬材料迅速疲勞失效並發生穿孔 16。
相反地,當採用 5D 長半徑彎管時,彎曲路徑被大幅拉長。根據 CFD 預測,雖然顆粒在 4D 或 5D 彎管中可能與管壁發生多次碰撞或持續的滑動摩擦,導致整體「受磨損表面積(Surface area damaged by erosion)」變大,但最為致命的「最大沖蝕率(Emax)」卻呈現斷崖式下降 15。因為摩擦力矩與撞擊動能被極其均勻地分散於龐大的彎弧面積上,單一局部的切削應力被徹底稀釋,有效避免了金屬局部的加工硬化脆裂與應力集中穿孔 13。這種應力分散機制賦予了 5D 彎管無與倫比的抗沖蝕物理壽命。
五、 摩擦生熱(Frictional Heating)與聚丙烯粉體熔融結塊(Angel Hair)之熱力學理論
在許多高固體含量的塑料氣流輸送系統中,真正的營運夢魘並非金屬管壁的磨穿,而是塑料粉末本身因受熱熔融所引發的系統癱瘓 6。對於聚乙烯(PE)與聚丙烯(PP)這類熱塑性高分子,當其高速滑過彎管外壁時,極易因強烈的摩擦作功而表面熔化,形成俗稱的「天使髮絲(Angel Hair)」 5。
5.1 Lorenz 摩擦生熱第一原理模型
為了精確定量分析此一現象,Lorenz (2019) 建立了一套嚴謹的解析預測模型,專門探討氣流輸送微粒的摩擦生熱行為 5。根據 Lorenz 理論,尺寸為 d 的微粒以速度 V 通過曲率半徑為 R 的彎管時,其表面所經歷的「最大瞬態溫度上升(Maximum surface temperature rise,ΔT)」可由以下方程描述:
ΔT = μdV2(Vρ/kcR)0.5
方程式中的各項參數分別為:
- μ:顆粒與管壁間的摩擦係數。
- d:顆粒直徑。
- V:顆粒的行進速度。
- ρ:顆粒的物理密度。
- k:顆粒的熱傳導率。
- c:顆粒的比熱容。
- R:彎管的曲率半徑。
5.2 方程式之工程物理意涵解析
Lorenz 模型極其精妙地揭示了引發聚丙烯粉體熔化結塊的核心驅動力,並從理論上宣告了 1.5D 彎管在塑料輸送上的不適用性:
- 對速度(V)的極端非線性敏感度: 由方程式可知,溫度上升ΔT 涵蓋了V2 以及括號內的V5,這意味著 ΔT與速度的2.5 次方(V2.5)成正比 5。這是一個極端可怕的物理放應。在稀相傳輸或真空輸送系統末端,由於氣體膨脹,末端氣流速度往往會飆升至 5000 到 6000 ft/min(約合 25 至 30 m/s 或高達 65 mph)14。在如此高速下,即便速度僅微幅增加,摩擦生熱也會呈指數型暴增。文獻指出,對於 5 mm 的塑料顆粒,當速度超過 40 m/s 時,模型預測其表面溫度將瞬間躍升數十度(Kelvin),輕易突破聚丙烯約 160°C 的熔點 5。
- 彎曲半徑(R)的熱力學抑止效應: 方程式的分母包含了R5。這表示彎管的曲率半徑 R 與表面溫度上升呈現直接的負相關 5。當系統採用傳統的 1.5D 彎頭時,R 的數值極小,導致分母變小,ΔT隨之飆高。粉粒體在狹窄急促的「摩擦區(Friction zone)」內承受極大的徑向正壓力,熱量瞬間爆發,聚合物表面隨即呈現黏流態,並塗抹附著(Smear)於金屬壁面 6。 反之,當設計優化為 5D 彎管時,R 值放大了數倍。根據公式,這將顯著壓制 ΔT 的數值 5。雖然 5D 的大曲率半徑拉長了顆粒沿管壁滑行的總距離,但它極大地降低了單位時間內的瞬間離心力與正向摩擦做功。更重要的是,平緩過渡爭取了寶貴的時間,使得載體氣體能夠發揮其「冷卻效應(Gas cooling)」,透過對流散熱將顆粒表面的微熱量帶走,徹底阻斷了表面溫度跨越熔點極限值的可能 5。
5.3 業界傳統改良方案的局限性
在1960年代,業界曾試圖在短半徑彎頭內部進行「噴丸(Shot-peened)」或「拉膛線(Rifled)」的粗糙化表面處理,期望促使顆粒在管內翻滾(Tumble)而非滑動,藉此消除摩擦區 14。然而,實際運行結果證明這些表面處理完全無法改變 Lorenz 模型中的熱力學本質。翻滾效應不僅無法減少熱量生成,反而如同刨絲器一般,將長條狀的熔化塑料切斷成無數微小的天使髮絲,進一步惡化了粉體品質並加劇堵塞問題 5。唯有擴大幾何半徑,才是根除熱力學失控的正道。
六、 壓降特性、系統能源效率與鼓風機壓縮熱之惡性循環效應
在氣流輸送的工程設計中,精準估算並控制全系統管線壓降(Total System Pressure Drop)直接決定了鼓風機(Blower)或壓縮機的功率規格配置 1。彎管作為管路中阻力最大的部件,其設計對整體能效具有牽一髮而動全身的影響力。
6.1 幾何壓降與動量重啟損耗
流體與固體顆粒通過彎管時的壓力降,並不僅僅來自於管壁的流體摩擦阻力,更大部分源於固體顆粒的動量損失 1。如前所述,在 1.5D 彎管中,粒子因猛烈撞擊管壁而發生嚴重的速度驟降(Deceleration),甚至可能跌落至懸浮速度(Saltation velocity)之下 1。當這些幾近停滯的粒子離開彎管進入直線管段時,氣流必須耗費極其龐大的壓力能,將粒子重新加速(Re-accelerate)至正常輸送速度 12。這種反覆的「急煞車與重啟」是造成 1.5D 管線壓力降居高不下的主因 46。
相對地,5D 長半徑彎管的平滑幾何特性允許流線平行過渡。顆粒在低角度的切向滑行中保有絕大部分的前進動量(Momentum),避免了離管後的重新加速能量耗損 21。模擬與實驗皆證明,平滑過渡能使 5D 彎管的壓力分佈近似於直線管路,整體壓力損失呈現最小化 13。
6.2 鼓風機等熵壓縮熱之連鎖效應
高壓降管線的危害遠不僅止於電力帳單的增加,它還會觸發一個致命的熱力學惡性循環。當管線後端因 1.5D 彎管群產生巨大阻力時,前端的送風設備必須提供更高的背壓來推動粉體。根據熱力學氣體壓縮定律,氣體被壓縮時會產生顯著的等熵壓縮熱(Isentropic delivery temperature rise)4。
經驗數據顯示,在正壓氣流輸送系統中,羅茨鼓風機(Roots blower)每增加 1 psi 的壓力輸出,其出口氣體溫度便會飆升 12 至 14°F 14。若系統背壓因管路設計不良而高達 10 psi,輸送氣體的初始溫度可能已比工廠環境溫度高出 140°F(約 78°C)。在某些結合真空與正壓的單一鼓風機系統中,壓力差可能高達 14 psi,導致氣流溫度直逼 200°F(約 93°C)14。
這種高達 80°C 至 90°C 的極熱氣流被不斷泵入管線中,成為聚丙烯粉體的環境基礎溫度。當這些已經處於預熱狀態的塑料顆粒進入 1.5D 彎管時,只要再加上 Lorenz 模型所預測的微量摩擦表面升溫ΔT,便會極度輕易地跨越 160°C 的熔點防線,引發大規模的熔化災難 5。因此,採用 5D 長半徑彎管來降低壓降,其深層戰略意義在於壓制鼓風機的壓縮熱生成,從源頭冷卻系統,阻斷塑料粉體受熱降解的連鎖熱力學反應 21。
七、 智能檢測、製造工法與生命週期經濟效益分析(LCC)
在現代化石化工廠或粉體加工廠的營運管理中,管線基礎設施的可靠性直接等同於整廠的生產線稼動率 18。任何因管路破漏或堵塞導致的非計畫性停機(Unplanned Downtime),都會造成天文數字的產值損失。
7.1 銲接彎管與冷作/熱感應成型管線之結構完整性
傳統的 1.5D 彎頭受限於曲率極小,通常無法以單一鋼管冷彎成型,多採用標準分段銲接(Segmented welded)或鑄造方式生產 19。然而,金屬銲縫區域往往存在熱影響區(Heat-Affected Zone, HAZ)與微觀的殘餘應力集中點 13。在氣固雙相流持續高頻率振動、顆粒猛烈衝擊與二次流切削的嚴苛環境下,銲縫部位的疲勞極限極低,極易萌生疲勞裂紋,成為沖蝕穿孔的「阿基里斯腱」。統計顯示,其使用壽命往往僅為無縫鋼管的 40% 至 50% 13。
相較之下,3D 與 5D 大彎曲半徑彎管得益於其寬廣的幾何特性,可直接採用高品質無縫鋼管,透過冷作彎曲(Cold bending)或熱感應彎曲(Hot induction bending)工法一體成型 20。這種一體成型的結構徹底消除了脆弱的銲縫弱點,維持了管壁內部極佳的流線平滑度。尤有甚者,冷作彎曲過程中管壁金屬會經歷「加工硬化(Work hardening)」,使其微觀晶格結構更為緊密,進一步提升了內壁的表面硬度與抗沖蝕能力 36。雖然熱感應製程能耗較大且 5D 佈局需要更大的管架空間(Footprint),但其金屬組織極為均勻,厚度減薄率極低,具備管網中最長的使用壽命 13。
7.2 預測性維護(Predictive Maintenance)與通管相容性
工業 4.0 時代強調設備的預測性維護。在氣流輸送系統中,常見的感測器包含安裝於鼓風機上的振動感測器(Vibration sensors)、管線與過濾器中的壓力傳感器(Pressure sensors)及流量計 18。在 1.5D 彎管系統中,由於存在巨大的迪安二次流與紊流噪音,感測器往往被大量雜訊干擾,難以提取出粉體微觀結塊或管壁厚度減薄的早期異常特徵 13。
導入 5D 彎管後,因流場極端平順且噪音與震動微小,系統訊號雜訊比(SNR)大幅提升。工程人員與 AI 監控軟體能夠輕易抓取出微小的壓力波動或流量下降趨勢,精準預測過濾器堵塞或鼓風機軸承磨損的先兆 18。這使得維保團隊得以在計畫性停機期間從容進行組件更換,徹底避免突發性停工。此外,石化業常規的管線清潔作業需要發射智能通管器(Pigging),1.5D 彎管因轉彎過急極易導致通管器卡阻;而 5D 無縫彎管則完全符合智能通管作業的流暢度工業標準,極大化了維護的便利性 13。
| 生命週期與維運評估指標 | 1.5D 彎管 (傳統銲接工法) | 5D 彎管 (熱感應/冷作無縫工法) |
| 初期購置與安裝空間 (CAPEX) | 成本最低,佈局極度緊湊,適合狹小工廠 | 採購與加工成本較高,需較寬闊的管架空間佈局 |
| 製造工法與結構完整性 | 分段銲接,存在熱影響區與應力集中,疲勞壽命低 | 無縫管一體成型,金屬組織均勻,具備加工硬化抗磨性 |
| 維護成本與產能損失 (OPEX) | 極高。需頻繁停機抽換破管、清理旋轉閥內塑料結塊 | 極低。一勞永逸,大幅免除管件耗損與異常清理人力 |
| 智能檢測與通管 (Pigging) 相容性 | 不相容,紊流雜訊大,通管器極易卡阻 | 完全相容,訊號清晰,符合 Pigging 常規標準作業 |
| 長期投資報酬率 (ROI) | 劣勢。停機產值損失迅速侵蝕初期省下的建置成本 | 優異。透過節省龐大的能耗與停機損失,回收期極短 |
(綜合生命週期經濟效益與製造工法分析:13)
八、 結論與總合歸納
本研究透過嚴謹的流體力學、熱力學理論模型與工程數據分析,針對高固體含量聚丙烯(PP)粉體氣流輸送系統的管線幾何設計進行了深入且詳盡的剖析。研究結果充分證實,管線中彎曲組件的幾何參數,尤其是曲率半徑的選擇,對於雙相流動行為與系統整體的長期營運穩定性具有不可妥協的決定性影響。
傳統的 1.5D 銲接彎頭雖然在空間利用率與初期成本上具備優勢,但其過短的曲率半徑導致了災難性的流場劣化。極高的迪安數(Dean Number)激發了強烈的二次流與邊界層分離,導致高動能顆粒無法隨流線轉向,進而以高角度集中撞擊外管壁。依據 Oka 沖蝕模型,這種應力集中效應會導致金屬管壁迅速疲勞並發生沖蝕穿孔。更為嚴重的是,聚丙烯粉體具有低導熱與低熔點的致命弱點。依據 Lorenz 第一原理摩擦生熱模型,1.5D 彎管極小的曲率半徑會在顆粒與管壁接觸面上瞬間產生極端高溫,輕易突破聚合物的熔點,形成俗稱「天使髮絲」的熔融結塊。同時,1.5D 彎管帶來的巨大壓降迫使鼓風機增加負荷,伴隨而來的等熵壓縮熱進一步推升了系統基礎溫度,使塑料熔化堵管的惡性循環幾乎無可避免。
相形之下,將管線配置優化為採用冷作或熱感應一體成型的 3D/5D 長半徑彎管,能從基礎物理與熱力學機制上徹底解決上述工業痛點。大曲率半徑大幅降低了離心力與徑向壓力梯度,使氣流與粉體的過渡極為平順。在力學上,5D 彎管利用氣流曳力將顆粒的高破壞性「垂直撞擊」轉化為和緩的「低角切向滑動」,徹底消除了局部極端的最大沖蝕率(Emax),並配合無縫鋼管的加工硬化特性,極大化了管壁的物理抗磨壽命。在熱力學上,放大的曲率半徑指數級別地抑制了顆粒表面摩擦溫度的攀升,並藉由壓降的顯著降低,免除了鼓風機壓縮熱的威脅,完美阻絕了聚丙烯粉體的熔融結塊現象。
總結而言,在處理高固體含量的軟性塑料粉體氣流輸送製程中,揚棄傳統的 1.5D 彎頭,全面導入 5D 長半徑無縫彎管,不僅是流體力學最佳化的必然選擇,更是極致提升系統稼動率、落實預測性維護並實現全生命週期成本(LCC)效益最大化的最具前瞻性工程設計方針。
參考文獻
- Simulation of pneumatic conveying of polypropylene powder – ResearchGate, https://www.researchgate.net/publication/378036731_Simulation_of_pneumatic_conveying_of_polypropylene_powder
- Pneumatic powder conveying systems – Atlas Copco UK, https://www.atlascopco.com/en-uk/compressors/industry-solutions/pneumatic-conveying-systems/powder-conveying-system
- Navigating the Often Intricate Pneumatic Conveying of Plastic Resins and Pellets with Max Griffiths – Magnum Systems, https://magnumsystems.com/podcast/plastic-resins-and-pellets/
- Pneumatic Conveying Design Guide, https://www2.hcmuaf.edu.vn/data/dh04cc/file/Pneumatic%20Conveying%20Design%20Guide.pdf
- A theory of angel hair: Analytic prediction of frictional heating of …, https://www.researchgate.net/publication/334496393_A_theory_of_angel_hair_Analytic_prediction_of_frictional_heating_of_particulates_in_pneumatic_transport
- Pneumatic Conveying Systems, https://www.cedengineering.ca/userfiles/M05-010%20-%20Pneumatic%20Conveying%20Systems.pdf
- Heat transfer in fluidized beds with heat production – Pure, https://pure.tue.nl/ws/files/51661238/20170110_Li.pdf
- Laboratory Study of Secondary Flow in an Open Channel Bend by, https://oamonitor.ireland.openaire.eu/national/search/publication?pid=10.3390%2Fw11040659
- CFD-DEM analysis of hydraulic conveying of non-spherical particles through a vertical-bend-horizontal pipeline | Request PDF – ResearchGate, https://www.researchgate.net/publication/377098858_CFD-DEM_analysis_of_hydraulic_conveying_of_non-spherical_particles_through_a_vertical-bend-horizontal_pipeline
- Regulatory Mechanisms of Particle Dynamics and Deposition Distribution in Bend Pipes with Curvature Ratio – MDPI, https://www.mdpi.com/2227-9717/14/8/1261
- Are You Using the Correct Bends for Your Pneumatic Conveying Systems?, https://stbengineering.com/using-correct-bends-pneumatic-conveying-system/
- Pipeline Material, Orientation, and Bends – Handbook of Pneumatic Conveying Engineering, http://nguyen.hong.hai.free.fr/EBOOKS/SCIENCE%20AND%20ENGINEERING/ENGINNEERING-DESIGN/Handbook%20of%20Pneumatic%20Conveying%20Engineering/DKE292_Ch08.pdf
- 針對CCPP汽水兩相流管路中5D至5D彎管曲率半徑優化配置與抗沖蝕結構設計之深度研究(An In-Depth Study on Curvature Radius Optimization (1.5D to 5D) and Erosion-Resistant Structural Design for Steam-Water Two-Phase Flow Piping in CCPP) – 潁璋工程興業有限公司, https://yz-pipe-bending.com.tw/%E9%87%9D%E5%B0%8Dccpp%E6%B1%BD%E6%B0%B4%E5%85%A9%E7%9B%B8%E6%B5%81%E7%AE%A1%E8%B7%AF%E4%B8%AD1-5d%E8%87%B35d%E5%BD%8E%E7%AE%A1%E6%9B%B2%E7%8E%87%E5%8D%8A%E5%BE%91%E5%84%AA%E5%8C%96%E9%85%8D%E7%BD%AE/
- ANGEL HAIR or “DEVIL HAIR” – Velocity Industrial, http://www.velocityindustrial.com/wp-content/uploads/2013/01/Velocity-Angel-Hair-Paper.pdf
- Numerical Simulation of Elbow Erosion in Shale Gas Fields under Gas-Solid Two-Phase Flow – MDPI, https://www.mdpi.com/1996-1073/14/13/3804
- Simulation of Elbow Erosion of Gas–Liquid–Solid Three-Phase Shale Gas Gathering Pipeline Based on CFD-DEM – MDPI, https://www.mdpi.com/2227-9717/12/6/1231
- Systematically Diagnose Problems With Pneumatic Conveying Systems, https://www.powderbulksolids.com/pneumatic-conveying/systematically-diagnose-problems-with-pneumatic-conveying-systems
- How Predictive Maintenance Prevents Failures in Plastic pneumatic conveying system, https://www.san-lan.com/de/faq/how-predictive-maintenance-prevents-failures-in-plastic-pneumatic-conveying-system.html
- Welding of Field Segmented Induction Bends – Interstate Natural Gas Association of America, https://ingaa.org/wp-content/uploads/2012/04/18183.pdf
- Bending – BUTTING, https://www.butting.com/en/expertise/bending/
- How to Choose the Right Pipe Bend Radius for Pneumatic Conveying – APT Systems, https://www.aptsystems.co.uk/pipe-bend-radius-pneumatic-conveying/
- An Experimental Study on the Dilute Phase Pneumatic Conveying of Fat-Filled Milk Powders: Particle Breakage – MDPI, https://www.mdpi.com/2674-0516/2/1/9
- Delft University of Technology Pneumatic conveying of cohesive dairy powder Experiments and CFD-DEM simulations, https://research.tudelft.nl/files/69578967/Revised_Manuscript.pdf
- Dilute Phase Pneumatic Conveying of Whey Protein Isolate Powders – CORA, https://cora.ucc.ie/bitstreams/a3b50da9-591d-4969-a74e-9ba2a5de39e3/download
- Flow assessment of powders in pneumatic conveying – University of Wollongong Research Online, https://ro.uow.edu.au/articles/thesis/Flow_assessment_of_powders_in_pneumatic_conveying_a_bench_top_assessment/27646464/1/files/50348058.pdf
- Pneumatic Conveying System Overview | PDF | Flow Measurement | Pressure – Scribd, https://www.scribd.com/document/850051363/W7L3-Pneumatic-conveying-systems
- Design Calculations for Pneumatic Conveying – Bulk Online, https://www.bulk-online.com/en/forum/pneumatic-conveying/design-calculations-pneumatic-conveying?page=28
- Efficient discrete element modeling of heat generation and transfer in granular flows – UPCommons, https://upcommons.upc.edu/bitstreams/3a62a343-b413-4bf0-b4d0-0f4c9f0aa65a/download
- Dictionary – assemblean, https://assemblean.com/en/dictionary/
- Characteristics of Ice Drift Movement and Assessment of Ice Jam Susceptibility in the Upper Heilongjiang River During the Spring Ice Jam Breakup Period – MDPI, https://www.mdpi.com/2073-4441/18/4/450
- Full article: Experimental validation of thermophoretic and bend nanoparticle loss for a regulatory prescribed aircraft nvPM sampling system – Taylor & Francis, https://www.tandfonline.com/doi/full/10.1080/02786826.2020.1756212
- Aerosol Deposition in Bends with Turbulent Flow | Environmental Science & Technology, https://pubs.acs.org/doi/10.1021/es960975c
- Dean number contour in different cross-section. | Download Scientific Diagram – ResearchGate, https://www.researchgate.net/figure/Dean-number-contour-in-different-cross-section_fig3_336831384
- Relationship between wear formation and large-particle motion in a pipe bend, https://royalsocietypublishing.org/rsos/article/6/1/181254/94759/Relationship-between-wear-formation-and-large
- 5D Bend Pipe | Industrial Pipe Manufacturer & Supplier – Sunny Steel, https://www.sunnysteel.com/5d-pipe-bending.php
- An Experimental Study on the Erosion-Corrosion Performance of AISI 1018 Carbon Steel and AISI 304L Stainless Steel 90-Degree Elbow Pipe – MDPI, https://www.mdpi.com/2075-4701/9/12/1260
- A Review: Factors Controlling Erosion Resistance in Metals Prioritizing the Influence of Material Mechanics and the Related Erosion Models – MDPI, https://www.mdpi.com/2075-4701/15/11/1177
- The Oka Wear model, https://2022.help.altair.com/2022.2/EDEM/Creator/Physics/Additional_Models/Impact_Wear.htm
- Parameters for the erosion model (Oka et al., 2005). – ResearchGate, https://www.researchgate.net/figure/Parameters-for-the-erosion-model-Oka-et-al-2005_tbl1_309181489
- Effect of flow velocity on erosion–corrosion of 90-degree horizontal elbow – ResearchGate, https://www.researchgate.net/publication/310734072_Effect_of_flow_velocity_on_erosion-corrosion_of_90-degree_horizontal_elbow
- Erosion of pipe bends for multiphase flow: An Overview – ResearchGate, https://www.researchgate.net/publication/369995751_Erosion_of_pipe_bends_for_multiphase_flow_An_Overview
- Erosion Wear of High-Pressure Throttle Valves: A Review | CORROSION | Association for Materials Protection and Performance, https://content.ampp.org/corrosion/article/81/9/826/106023/Erosion-Wear-of-High-Pressure-Throttle-Valves-A
- IJRTSM, https://ijrtsm.com/wp-content/uploads/2020/08/Lahanu-24-32.pdf
- (PDF) Numerical Simulation of Solid Particle Erosion in a 90 Degree Bend for Gas Flow, https://www.researchgate.net/publication/270618011_Numerical_Simulation_of_Solid_Particle_Erosion_in_a_90_Degree_Bend_for_Gas_Flow
- Computational Fluid Dynamic Analysis of Sand Erosion in 90o Sharp Bend Geometry – iccfd9, https://iccfd9.itu.edu.tr/assets/pdf/papers/ICCFD9-2016-128.pdf
- Bends for Pneumatic Conveying pipe : design, special elbows, effect, troubleshooting, https://www.powderprocess.net/Pneumatic_Transport/Bends.html
- Development of System Pressure Drop Calculation Methods for Dilute Phase Pneumatic Conveying – Scholar Commons, https://scholarcommons.sc.edu/context/etd/article/8113/viewcontent/Gorman_sc_0202A_18734.pdf
- Improving scale-up procedures for the design of pneumatic conveying systems – SciSpace, https://scispace.com/pdf/improving-scale-up-procedures-for-the-design-of-pneumatic-26mhuvejaw.pdf
- Long Radius Buttweld 5D Elbows & Bends Manufacturer – Ample Alloys, https://www.amplealloys.com/5d-elbow-bend.html
- Seamless Bend – Induction Bend, Hot Induction Bend | Made-in, https://tjhongda.en.made-in-china.com/product/vqzJbcEMXBUk/China-Seamless-Bend.html
- 316L Draw Pipe | Marmara Paslanmaz, https://marmarapaslanmaz.com/en/blog/316l-draw-pipe
- How to Calculate the Right Pipe Bend Radius for Your Project? – Rayoung Pipeline, https://blog.hb-steel.com/how-to-calculate-the-right-pipe-bend-radius-for-your-project