
一、 研究動機與背景
1.1 再生能源併網與 CCPP 運轉模式之根本性轉變
隨著全球淨零碳排(Net Zero)目標的確立與能源轉型的快速推進,各國電網結構正經歷前所未有的變革。再生能源(如太陽光電與離岸風電)的滲透率大幅提升,由於其發電具有高度的間歇性與不可預測性,傳統電力系統的供需平衡面臨極大挑戰。在這種環境轉變下,複循環發電廠(Combined Cycle Power Plant, CCPP)憑藉其燃氣渦輪機啟動迅速、升降載靈活的物理優勢,其角色已由過去提供穩定電力的基載(Base Load)電源,全面轉變為肩負電網頻率調節與尖離峰負載平衡的調度型電源 1。此種頻繁起停(Daily Start-Stop, DSS)以及兩班制(Two-shifting)的操作模式,迫使熱回收煉氣爐(Heat Recovery Steam Generator, HRSG)及其周邊高能管線(High Energy Piping, HEP)系統,必須在極端且反覆的溫度與壓力交變下服役,管線系統因此承受了設計初期未曾預料到的劇烈熱循環(Thermal Cycling)與機械疲勞 2。
1.2 高溫蒸氣管線之痛點分析
在高溫高壓的超臨界或亞臨界運轉環境下,現代 HRSG 的主蒸氣管線、再熱器管線以及過熱器集管(Superheater Headers),通常採用具備優異高溫潛變(Creep)強度與抗氧化能力的改良型 9-12% Cr 肥粒鐵-麻田散鐵鋼(Creep Strength Enhanced Ferritic Steels, CSEF),其中以 ASME Grade 91 (P91) 與 Grade 92 (P92) 最為廣泛應用 3。此類高合金鋼材的應用,使得管壁厚度得以縮減,從而理論上減輕了啟動過程中的熱應力梯度。然而,實務現場的非破壞檢測(NDT)與破壞性金相分析卻暴露出嚴重的痛點:在頻繁起停的調度模式下,這些 P91/P92 高溫蒸氣管線在運行不到預期壽命(設計壽命通常高達 100,000 至 150,000 小時)時,甚至在運轉僅 30,000 至 40,000 小時內,其銲縫熱影響區(Heat-Affected Zone, HAZ)即頻繁出現微裂紋或嚴重的蠕變損傷 6。
此類失效模式在冶金學與破壞力學上被定義為「Type IV 裂紋」,其特徵為沿著熱影響區外緣的細晶區(Fine-Grained HAZ, FGHAZ)或相間臨界區(Intercritical HAZ, ICHAZ)發生低延展性的沿晶破裂 9。Type IV 裂紋的隱蔽性極高,初期僅以微觀潛變孔洞(Creep Cavities)的形式存在於次表面(Sub-surface),難以透過常規的表面滲透探傷(PT)或磁粉探傷(MT)早期發現;當微孔洞串連成宏觀裂紋後,其擴展速度極快,往往導致管線在無預警的情況下發生蒸氣洩漏甚至爆管事故,引發非計畫性停機(Forced Outage),對電廠的營運安全與調度可靠度造成巨大衝擊 11。
1.3 核心研究目標與實務價值
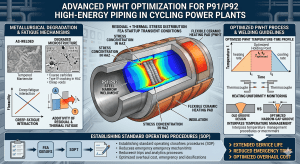
針對上述長期困擾產業界的痛點,本研究的核心目標在於:透過深入解析 P91/P92 鋼材的冶金退化機制與熱應力分佈,全面優化銲後熱處理(Post-Weld Heat Treatment, PWHT)之溫控參數與施工工法,藉此延長高能管線在極端疲勞環境下的使用壽命。具體而言,本研究將深入探討殘餘應力與熱疲勞之間的疊加效應,結合有限元素分析(FEA)量化啟動瞬態的應力梯度;同時,精進銲接坡口設計與層間溫度管理,並針對 PWHT 的加熱均勻性與恆溫臨界點提出最佳化方案。最終,本研究將以通霄電廠與大林電廠的實際失效與整改專案為對比案例,為業界建立一套專門應對「起停調度型電廠」的管線銲接與熱處理標準程序(SOP),以期在實務上達成降低緊急跳機風險、確保維修品質並優化大修成本之綜效。
二、 P91/P92 高合金鋼之冶金特性與 Type IV 失效機制
要解決 P91/P92 銲縫的早期失效問題,必須首先深入理解其複雜的冶金相變動態,以及在銲接熱循環與服役熱疲勞雙重作用下的微觀組織演化。
2.1 潛變強化機制與微觀顯微組織
P91 鋼(9Cr-1Mo-V-Nb)與 P92 鋼(9Cr-0.5Mo-1.8W-V-Nb)的卓越高溫潛變強度,並非單純依賴固溶強化,而是源自於其經過精密熱處理(通常為 1040°C-1080°C 的正常化與 730°C-780°C 的回火)後所形成的「回火麻田散鐵(Tempered Martensite)」基體,以及分佈於其中的奈米級析出物 10。其強度的維持高度依賴兩種關鍵析出相的穩定性:第一種為富含鉻與鉬(或鎢)的 M23C6型碳化物,主要析出於原沃斯田鐵晶界(Prior Austenite Grain Boundaries, PAGB)與麻田散鐵板條(Lath)邊界,能有效阻礙高溫下的晶界滑動與板條粗化;第二種為富含釩與鈮的 MX 型碳氮化物(Carbonitrides),極細小且均勻散佈於基體晶粒內部,提供強大的差排釘扎(Dislocation Pinning)效應,大幅提升抗潛變變形能力 12。值得注意的是,P92 鋼中以鎢(W)部分取代鉬(Mo),以進一步提升固溶強化與析出強化效應,但鎢的加入也使得 P92 在長期高溫服役下更容易析出脆性的介金屬 Laves 相(Fe2(W,Mo)),這對其長期的韌性與潛變壽命演化帶來了新的變數 14。
2.2 銲接熱影響區 (HAZ) 之亞區劃分與組織劣化
銲接過程中產生的高度不均勻溫度場,會徹底破壞母材原先最佳化的顯微組織,在銲縫與母材之間形成物理與力學性質急遽變化的熱影響區(HAZ)。針對 P91/P92 等 CSEF 鋼材,依據銲接時經歷的峰值溫度(Peak Temperature),HAZ 可細分為三個主要的亞區(Sub-zones) 17:
- 粗晶熱影響區 (Coarse-Grained HAZ, CGHAZ):緊鄰熔合線,峰值溫度遠高於上臨界溫度(AC3,約 900°C 以上)並接近熔點。此區的原始碳化物與碳氮化物幾乎完全溶解入沃斯田鐵中,晶粒發生顯著粗化。快速冷卻後形成高硬度、高脆性的未回火麻田散鐵,若未經適當 PWHT,極易發生氫致裂紋(Type I 或 Type II 裂紋)與應力鬆弛裂紋(Type III 裂紋) 11。
- 細晶熱影響區 (Fine-Grained HAZ, FGHAZ):峰值溫度略高於AC3。此區發生了完全的沃斯田鐵相變,但由於溫度未高至足以使晶粒成長,且部分未溶解的碳氮化物抑制了晶界移動,冷卻後形成極細小的麻田散鐵晶粒網路 10。
- 相間臨界熱影響區 (Intercritical HAZ, ICHAZ):峰值溫度介於下臨界溫度(AC1,約 820°C)與上臨界溫度(AC3)之間。在此區間,母材僅發生了「局部沃斯田鐵化(Partial Austenitization)」。原有的M23C6 碳化物發生了不完全溶解,並在隨後的冷卻與 PWHT 過程中發生嚴重粗化。此外,未轉變的麻田散鐵在此熱循環中經歷了過度回火(Over-tempering),導致差排密度大幅下降,板條結構瓦解為多邊形化的次晶粒(Polygonized Sub-grains) 10。
2.3 Type IV 蠕變裂紋之成核與擴展力學
實務與微觀研究均證實,Type IV 裂紋幾乎無一例外地萌生於 FGHAZ 與 ICHAZ 的交界地帶 11。此區域成為整個銲接接頭(Weldment)中力學最脆弱的「軟化帶(Soft Zone)」。當管線進入高溫、高壓且伴隨反覆熱應力的服役環境時,基於不同微觀區域的潛變強度差異,應變(Strain)會高度集中於這個狹窄的軟化帶 6。
在巨觀的幾何拘束與多軸應力(High Stress Triaxiality)狀態下,材料內部的塑性變形受限,蠕變孔洞(Creep Cavities)開始在粗化的M23C6 碳化物介面、Laves 相邊緣(針對 P92),以及三叉晶界(Triple Junction Grain Boundaries)處大量成核(Nucleation) 10。孔洞的成核與成長過程是一個不可逆的損傷累積。初期(約佔總潛變壽命的 70%~80%)僅為孤立的微孔洞,此階段的損傷幾乎無法透過常規 NDT 手段檢測;然而,當損傷進入晚期,這些孔洞會迅速連結形成微裂紋,並沿著晶界快速擴展,最終導致管線巨觀的低延展性(Low Ductility)斷裂 11。這解釋了為何 Type IV 失效往往在毫無外在膨脹或變形預警的情況下突發性發生。
三、 殘餘應力、熱疲勞與有限元素分析 (FEA) 模擬
在 CCPP 調度型運轉下,管線不僅需承受高壓蒸氣帶來的一次應力(Primary Stress,潛變損傷的主要驅動力),更需頻繁承受由啟停瞬態引起的熱應力梯度(Thermal Stress Gradients),這種二次應力(Secondary Stress)與銲接殘餘應力的破壞性疊加,是導致早期失效的催化劑 1。為量化此一複雜的交互作用,必須導入有限元素分析(Finite Element Analysis, FEA)技術。
3.1 啟動模式對熱應力梯度的影響分析
HRSG 的啟動程序依據高壓汽鼓(HP Drum)與主蒸氣管線的初始熱狀態,嚴格劃分為冷機(Cold)、溫機(Warm)與熱機(Hot)啟動 21。不同的啟動邊界條件會對厚壁 P91/P92 管線產生截然不同的熱力學衝擊:
| 啟動模式 | 定義條件 (HP Drum 壓力) | 初始溫度狀態 | 典型啟動時間 | 應力特徵與破壞潛力 |
| 冷機啟動 (Cold Start) | 環境壓力 (Ambient) | 管線處於接近室溫的冷卻狀態 | > 240 分鐘 | 最嚴苛。急遽的高溫蒸氣導入導致極大內外壁溫差,產生巨大的瞬態熱應力與局部塑性變形。 |
| 溫機啟動 (Warm Start) | > 200 psia | 系統部分組件仍保有中度餘溫 | 80 – 120 分鐘 | 中等。熱衝擊相對緩和,但仍需嚴格控制升溫率以避免激冷(Quench)或冷凝水衝擊。 |
| 熱機啟動 (Hot Start) | > 500 psia | 系統於短暫停機後仍維持於高溫高壓狀態 | < 60 分鐘 | 最小。溫度梯度平緩,但若停機期間積水未排空,極易引發嚴重的局部熱衝擊與疲勞。 |
在最嚴苛的冷機啟動初期,高溫蒸氣(約 570°C)迅速進入處於室溫的厚壁管線(例如管徑 650 mm、壁厚 150 mm 之主蒸氣管 22)。管線內壁溫度瞬間攀升並試圖向外膨脹,但受制於熱傳導延遲、仍處於低溫狀態的外壁材料之幾何拘束。這種劇烈的徑向溫度梯度(Radial Temperature Gradient)會迫使內壁產生極大的「壓縮熱應力(Compressive Thermal Stress)」,而外壁則承受拉伸應力 23。隨著時間推移,內部壓力逐漸建立,壓力誘發的機械拉伸應力會開始部分抵消內壁的壓縮熱應力;然而,當 HRSG 執行降載或停機冷卻程序時,狀態將完全反轉:內壁迅速冷卻收縮,受到外層熱金屬的牽制,內壁將承受極大的「拉伸熱應力」。這種反覆的壓-拉應力交變(Stress Reversal),構成了破壞力極強的低週疲勞(Low Cycle Fatigue, LCF)循環 23。
3.2 殘餘應力與運轉應力的疊加:FEA 模擬架構與洞見
為了精確預測這種交變應力對銲縫的影響,本研究探討利用 ABAQUS 等高階軟體建立 3D 熱-彈塑性(Thermo-elastic-plastic)有限元素模型 24。FEA 模擬過程分為兩個主要順序耦合(Sequentially-coupled)階段:
- 銲接瞬態熱與殘餘應力模擬:採用 Goldak 雙橢球熱源模型(Double-ellipsoid Heat Source Model)模擬多道多層銲接(Multi-pass Welding)的熱輸入軌跡。模擬不僅考量材料的高溫潛熱與非線性熱傳導率,更納入了冷卻過程中的固態相變(Solid-State Phase Transformation, SSPT)所引發的體積膨脹效應 25。模擬結果顯示,未經 PWHT 的 P91 圓周對接銲縫,其內壁與 HAZ 區域的軸向與環向殘餘拉伸應力可高達 600 MPa 左右,幾乎逼近材料的降伏強度 27。
- 啟停運轉之熱-力耦合模擬:將上述富含殘餘應力的模型導入 HRSG 冷、溫、熱機啟動的流體-結構互制(Fluid-Structure Interaction, FSI)邊界條件中。模擬揭示了殘餘應力與熱應力的破壞性疊加:當冷機啟動引發的強大應力波傳遞至殘餘應力早已飽和的 HAZ 軟化帶時,該區域的等效馮米塞斯應力(Von Mises Stress)將輕易超越降伏點,引發局部的微觀塑性應變(Plastic Strain) 28。
在這種應變控制(Strain-controlled)的低週疲勞環境下,P91/P92 材料展現出致命的「循環軟化(Cyclic Softening)」特性 1。高溫下的反覆塑性變形會強制加速錯位(Dislocations)的重排與回復,並促使析出物更快地粗化,使得潛變損傷與疲勞損傷產生強烈的交互作用(Creep-Fatigue Interaction) 31。FEA 結果證實,管徑厚度比(Radius-to-thickness ratio)越小的厚壁組件,其三軸應力狀態越明顯,Type IV 裂紋的擴展驅動力越強 32。這些透過 FEA 取得的動態應力分佈數據,對於與國際大型統包商(EPC)討論管線配置優化、彈性支吊架調整以及熱瞬態容限設計,提供了不可或缺的量化科學依據。
四、 銲接工法之精進與熱輸入管控
鑑於熱影響區(HAZ)的冶金劣化與殘餘應力是 Type IV 裂紋的根源,如何透過優化銲接工法來「源頭減量」——即減少銲接熱輸入(Heat Input)、縮小 HAZ 寬度,並降低殘餘應力總量——成為延長管線壽命的第一道防線。
4.1 坡口設計革新:窄間隙銲接 (Narrow Gap Welding, NGW) 的導入
傳統應用於發電廠厚壁管線的標準銲接坡口(如 ASME B16.25 規範),多採用 V 型或複合 V 型坡口,單邊斜角為 37.5°(總夾角高達 75°) 33。對於厚度動輒 50 mm 甚至 150 mm 的 P91/P92 主蒸氣管線而言,大角度 V 型坡口需要極大的填料體積與多達數十道(甚至上百道)的銲接道數 4。這不僅耗時費工,反覆的熱輸入更導致 HAZ 異常寬廣,嚴重加劇了晶粒粗化與碳化物溶解。
為解決此問題,窄間隙銲接(NGW)技術配合自動化軌道銲接系統(Orbital Welding),成為 P91/P92 高能管線銲接的必然趨勢 34。NGW 的核心在於採用 U 型或 J 型坡口設計(J-Prep),將坡口總夾角大幅縮減至 3° 到 15° 之間(例如常見的 10° 夾角,配合 1.5mm 的鈍邊 Root Face) 37。此工法的優勢顯而易見:
- 熱輸入與 HAZ 寬度最小化:NGW 大幅減少了銲接體積,填充金屬消耗量可銳減 30% 至 50% 37。每層僅需單道或雙道擺動銲接,顯著減少了母材承受高溫熱循環的次數。這使得 CGHAZ 與 ICHAZ 的物理寬度被大幅壓縮,直接減少了發生 Type IV 裂紋的脆弱面積 6。
- 殘餘應力與角變形之抑制:由於坡口側壁近乎平行,銲道凝固過程中的橫向收縮與角變形(Angular Distortion)被有效抑制。收縮應力的降低,減輕了銲縫金屬對周遭 HAZ 的力學拘束(Mechanical Restraint),進而降低了整體的殘餘應力峰值 38。
- 熱輸入的精密自動化控制:NGW 常結合熱絲 GTAW(Hot Wire TIG)技術,透過自動電壓控制(AVC)與電極精確擺動,確保每一道銲接的熱輸入均勻且穩定。實務上,針對 P91 鋼,單道熱輸入應嚴格控制在5 至 1.8 kJ/mm 以下,以避免熱量失控導致組織脆化 34。
4.2 預熱與層間溫度 (Interpass Temperature) 的嚴密管理
P91/P92 材料對熱循環極度敏感,銲接過程中的熱累積若不加以嚴格控管,將導致災難性的冶金後果。
- 管內背護氣體 (Back Purging):P91/P92 中含有高含量的鉻與其他微合金元素,高溫下極易與空氣中的氧、氮發生劇烈反應。因此,根部銲接時,管內必須持續充填純度高達997% 的銲接級氬氣。不完全的氣體保護會導致根部氧化(Sugaring),嚴重削弱初始潛變強度,這是絕對不容妥協的底線 4。
- 強制預熱 (Preheating):為了驅除鋼材表面的水氣以防止氫致延遲裂紋,並降低銲接熔池冷卻的熱梯度,銲前必須執行強制預熱,溫度通常設定在 200°C 至 250°C 之間,且在銲接過程中必須持續維持此最低溫度(Preheat Maintenance) 4。
- 最高層間溫度的紅線:這是現場施工最容易忽略卻又最為致命的環節。層間溫度必須嚴格監控且不得超過 300°C(最高容許至 350°C) 41。若連續施銲導致層間溫度過高,將產生兩個毀滅性後果:第一,先前的銲道無法在後續銲接前冷卻至麻田散鐵變態結束溫度(Mf)以下,導致大量的殘留沃斯田鐵(Retained Austenite)保留至最終冷卻或 PWHT 階段才發生不可控的相變;第二,過度的熱累積相當於對 HAZ 進行了無效的超溫回火,加劇了強化相的粗化,使得 ICHAZ 提前軟化 6。
五、 P91/P92 銲後熱處理 (PWHT) 參數最佳化與精密溫控
如果說精良的銲接工法是減少先天缺陷的防線,那麼銲後熱處理(PWHT)就是決定管線能否在頻繁啟停環境中存活的終極關鍵。對 CSEF 鋼而言,PWHT 的目的絕非僅僅是「消除殘餘應力」,其更核心的任務是「顯微組織的重塑與回火」——促使過飽和的碳與合金元素以穩定的 M23C6與 MX 形式精準析出,並使硬脆的麻田散鐵基體軟化至具備優良延展性的回火麻田散鐵結構 4。
5.1 化學成分限制與AC1 臨界溫度防線
制定 PWHT 溫度參數的首要法則,是絕對不可逾越材料的下臨界溫度(AC1)。一旦加熱溫度超過AC1(即發生相間臨界加熱 Intercritical Heating),部分已回火的麻田散鐵將逆向相變為沃斯田鐵;當 PWHT 結束並冷卻至室溫時,這些沃斯田鐵將轉變為未經回火的新鮮麻田散鐵。這不僅導致硬度異常飆高、衝擊韌性喪失,更會徹底破壞原始的奈米析出物網路,將高貴的 P91 鋼降級為無潛變抗力的普通合金鋼,直接誘發 Type IV 早期破壞 4。
值得高度警惕的是,銲接耗材中的鎳(Ni)與錳(Mn)元素會強烈影響相變點,顯著壓低AC1 溫度。若銲縫金屬的 Ni+Mn 總含量超過 1.5%,其AC1 溫度可能降至 730°C 甚至更低。此時若依據傳統北美標準(如高達 760°C 以上)執行 PWHT,將無可避免地引發銲道超溫劣化。因此,依據 ASME 規範與最佳工程實踐,P91 銲材的 Ni+Mn 總量應被嚴格限制在 1.0% 以下(甚至要求不大於 1.2%)。唯有在確認化學成分合規的前提下,方能安全地將 PWHT 溫度設定在 1350°F 至 1470°F(約 732°C – 798°C)的最佳操作區間內 4。
5.2 恆溫時間 (Soaking Time) 與溫度的拉森-米勒 (LMP) 最佳化
為了量化評估熱處理的「熱作功」效應,材料工程界廣泛採用拉森-米勒參數(Larson-Miller Parameter, LMP)進行最佳化分析。其經驗公式為:LMP=T*(logt+20)*10-3 (其中 T 為絕對溫度 K,t 為恆溫時間小時)。在給定的 LMP 值下,較高的溫度配上較短的時間,可與較低溫度配上較長時間達到相近的冶金效果 47。
然而,實證研究指出,許多傳統規範(如設定 760°C 恆溫 2 小時)在應對頻繁熱循環的厚壁管件時,仍顯得保守且不足以徹底恢復粗晶區(CGHAZ)的衝擊韌性 17。針對 P91 鋼的 PWHT 最佳化臨界點分析顯示:
- 低溫長時策略(不推薦):若基於安全考量將溫度降至 740°C,為達成必要的硬度軟化與應力釋放,恆溫時間必須呈指數級延長至 8 小時以上,這在工程實務與時間成本上極不具效益 17。
- 最佳化策略 A(標準壁厚,精準溫控):在確保加熱毯與測溫熱電偶(Thermocouples)具備極高精準度(誤差 < ±5°C)的前提下,將目標溫度提升至 780°C,恆溫時間設定為 2 至 2 小時。此策略可快速達成等效的 LMP 參數,獲得優異的回火顯微組織與大於 47 J 的衝擊韌性,同時大幅縮減熱處理週期 17。
- 最佳化策略 B(厚壁管線,穩健釋放):針對大厚度(例如大於 50 mm)的重型主蒸氣管線,建議將溫度設定於 760°C ± 10°C 的黃金區間,並將恆溫時間依據壁厚比例延長至 3 至 4 小時。實驗數據證實,此一參數組合能將銲縫與 HAZ 硬度穩健地降至 210~260 HV 的安全範圍內,並將衝擊韌性提升至 120 J 以上,極大化了材料對抗疲勞裂紋萌生的能力 17。
5.3 加熱帶配置、保溫層厚度與冷卻速率之精準控制
除了溫度與時間,PWHT 過程中的熱梯度控制(Thermal Gradient Control)同樣關乎成敗。
- 完全麻田散鐵變態之確保:在啟動 PWHT 加熱程序前,必須確保銲縫已從層間溫度緩慢冷卻至 100°C 以下(通常建議於 80°C-100°C 區間保溫 1 小時以上)。此步驟不可省略,其目的在於迫使剩餘的沃斯田鐵完全變態為麻田散鐵,防止氫氣滯留並確保回火的有效性 4。
- 加熱毯與保溫層之配置幾何:依據 ASME B31.1 規範,現場執行感應加熱(Induction Heating)或電阻加熱時,必須精確設計三個關鍵熱區:浸熱帶(Soak Band, SB,涵蓋銲縫及兩側 HAZ)、加熱帶(Heated Band, HB)與梯度控制帶(Gradient Control Band, GCB) 49。為避免厚壁管線因內外壁溫差(ΔT)過大而產生局部熱應力甚至內壁軟化不足,加熱毯的寬度必須大於管壁厚度的數倍;同時,保溫層(Insulation)的厚度與覆蓋延伸範圍必須經過熱力學熱損耗計算,以防堵管內空氣對流產生的「煙囪效應(Chimney Effect)」帶走熱量,確保內外壁的加熱均勻性 49。
- 升降溫速率限制:在 300°C 以上的升溫與降溫階段,必須嚴格限制溫變速率以防止二次熱應力的產生。對於厚度小於 50 mm 的管線,升降溫率不得超過 110°C/hr;厚度介於 50-75 mm,限制在 75°C/hr 以下;對於大於 75 mm 的超厚管壁,則需嚴控於 55°C/hr 以下。冷卻過程必須在保溫層包覆下進行緩冷至 300°C 以下,方可移除保溫材讓其自然冷卻至室溫 41。
六、 國內指標電廠案例對比與現場驗證:通霄與大林電廠
為了驗證上述冶金理論與 PWHT 優化工法在實務上的可行性與效益,本研究收集了國內兩家具備典型調度運轉特性的發電廠——通霄電廠與大林電廠——的高壓管線失效與整改紀錄進行對比分析,並以客觀角度詳述大林專案中的 SOP 導入過程與驗證成效。
6.1 案例對比:失效形態與肇因診斷
通霄電廠案例探討: 通霄電廠作為台灣重要的燃氣複循環基地,承擔了極高頻率的起停調度任務。在早期的檢修紀錄中,部分高溫管線銲道曾出現提前劣化的情況。分析其肇因,除了頻繁的熱循環外,早期施工可能未能全面掌握 P91 材料的特殊性,例如在異種金屬銲接(Dissimilar Metal Welds, DMW,如 P91 連接傳統 P22 或不銹鋼管)處,由於兩種材料的熱膨脹係數差異與碳遷移效應,加上未針對雙方材質特性進行 PWHT 溫度的精確折衷考量,導致交界處承受了額外的熱應力集中,進而在短暫服役後即於 HAZ 萌生裂縫 4。此外,早期若採用大熱輸入的傳統 V 型坡口且層間溫度管控不嚴,亦可能為後續的熱疲勞埋下隱患。
大林電廠案例診斷: 大林電廠機組同樣面臨嚴苛的調度需求。現場檢修人員在執行大修期間的非破壞檢測(如相列超音波 PAUT)時,赫然發現部分 P91 高壓過熱器(HP Superheater)集管與主蒸氣管線的同種金屬對接銲縫,在運轉不到設計壽命的一半時,即出現了嚴重的次表面裂紋徵兆。 透過現場表面金相複製(Surface Replication)與岩心取樣(Core Plug Sampling)進行破壞性分析,確認該失效為典型的 Type IV 蠕變裂紋。微觀影像顯示,大量蠕變孔洞聚集於熱影響區外緣的細晶區(FGHAZ),且沿著晶界串連發展 11。針對該批次銲口的「現場可攜式硬度測試(Portable Hardness Testing)」數據顯示,母材區硬度尚維持在 210 HV 左右,但裂紋所在的 FGHAZ/ICHAZ 區域,其硬度異常驟降至 175-180 HV,遠低於 ASME 規範建議的安全下限(190 HBW / 約 200 HV) 4。
回溯原廠施工文件與參數,診斷出三大潛在肇因:
- PWHT 參數設定不足:原先可能僅採用 740°C 恆溫 2 小時的傳統規範,對於厚壁管而言,其 LMP 熱作功嚴重不足,無法有效消除深層的銲接殘餘應力,導致殘餘應力與頻繁啟停的冷機熱瞬態應力產生致命的疊加 17。
- 熱梯度控制不良:感應加熱帶(Heated Band)寬度設計過窄,且內部防風堵塞不確實,導致管線內外壁溫差過大,內壁層未能達到預期的回火效果 49。
- 管材殘磁干擾:P91 管件在運輸或長期儲存過程中易積累強烈磁性。銲接時若未徹底消磁,會引發嚴重的電弧偏吹(Arc Blow),導致熱輸入極度不均勻,局部區域受熱過度使得 HAZ 異常變寬 2。
6.2 最佳化標準作業程序 (SOP) 之建立與客觀導入評估
針對大林電廠的診斷結果,負責現場管線整改與維護的工程團隊,基於本研究所提出的優化理論,建立了一套專門應對「起停調度型電廠」的嚴格 P91/P92 管線施工與熱處理標準作業程序(SOP),並於大修更新專案中全面落實:
階段一:銲前整備與低熱輸入控制
- 強制消磁作業:管件對接前,全面導入高斯計量測,若發現殘磁超過規範極限值,強制要求使用交流消磁設備繞線處理,直至磁場強度降至安全範圍,確保後續銲接電弧穩定 2。
- 坡口優化:全面揚棄大角度 V 型坡口,改採精密切削的窄間隙 J 型坡口(Narrow Gap J-Prep,坡口角度縮減至 10°-15°),不僅減少了填充金屬需求,更將母材承受的高溫熱循環次數降至最低 37。
- 嚴格溫控:導入多點紅外線與熱電偶即時監控系統。管內充填997% 氬氣進行背護;預熱溫度嚴格維持在 220°C,且要求施工人員時刻監測,強制規定層間溫度絕對不得超越 300°C,防止熱累積破壞微觀組織 4。
階段二:PWHT 參數最佳化與精準實施
- 麻田散鐵變態確認:銲接完畢後,嚴格執行包覆保溫材料緩冷至 80°C-100°C,並強制恆溫待機至少 1 小時,確認相變徹底完成後才允許啟動升溫程序 41。
- 優化恆溫參數:根據大林電廠的厚壁主蒸氣管線特性與先前的 LMP 分析,放棄低溫短時策略,將 PWHT 目標溫度精準設定於 760°C ± 10°C,並將恆溫時間(Soaking Time)大幅延長至 5 小時至 4 小時,以求徹底釋放深層殘餘應力並重塑穩定的析出物結構 17。
- 加熱佈局與冷卻控制:重新計算並加寬感應加熱線圈覆蓋範圍(Heated Band)與保溫棉厚度,確保內壁溫度亦能達標。升溫與降溫速率嚴控在安全的 55°C/hr 以內 49。
階段三:現場硬度測試與金相驗收 PWHT 完成並冷卻至室溫後,現場品保團隊立即執行全覆蓋的非破壞檢測(PAUT)。更關鍵的是,於母材、HAZ 與銲縫區執行嚴密的現場可攜式硬度測試(Portable Hardness Testing)。測試結果客觀顯示:經過優化 SOP 處理的管線,其 HAZ 與銲縫區域的硬度穩定落在 215 HV 至 245 HV 之間,完全符合 ASME 規範標準,且表面金相複製亦未發現任何過度粗化或孔洞聚集現象,證明顯微組織已回復至極佳的穩定狀態 4。
七、 預期研究效益與實務應用展望
透過基礎冶金理論的剖析、FEA 熱應力模擬的印證,以及大林電廠專案的實際落地驗證,本研究所提出的 P91/P92 管線銲縫失效防範與 PWHT 最佳化工法,為發電產業帶來了極具戰略意義的實務效益:
- 大幅降低非計畫性停機,確保電網調度韌性:
在再生能源佔比日益增加的今日,CCPP 必須具備高度的調度可靠度。透過導入 NGW 低熱輸入工法與 760°C 長時間恆溫的 PWHT 最佳化策略,銲縫的殘餘應力被最大程度地消弭,CGHAZ 的衝擊韌性獲得倍數級提升。這使得管線在面對冷機、溫機啟動時的劇烈瞬態熱衝擊(Thermal Shock)時,具備了優異的抵抗潛變-疲勞交互作用(Creep-Fatigue Interaction)的能力。Type IV 裂紋的萌生期被有效推遲,預期可將高能管線在疲勞環境下的使用壽命延長 30% 以上,從根本上減少因「管線洩漏」或突發爆管所導致的緊急跳機(Forced Outage)事件。 - 確立標準作業規範 (SOP),消弭人為施工風險:
P91/P92 材料的施工猶如精密的冶金外科手術,容錯率極低。本研究的客觀分析結果,有助於將業界過往仰賴經驗傳承的工法,轉化為具有嚴謹科學數據支撐的標準作業規範(SOP)。從事前消磁、層間溫控、管內充氬,到 PWHT 的加熱帶設計與升降溫速率管控,每一環節皆被標準化。此舉不僅徹底防堵了因認知不足而導致的銲接熱失控或 PWHT 超溫風險,更確保了工程驗收品質的一致性與可靠度。 - 優化生命週期大修成本控管:
對發電廠而言,高能管線的修復與更換所費不貲。採用 NGW 技術顯著降低了高單價 P91 銲材的消耗,並縮短了銲接工時。更長遠來看,高可靠度的優化銲縫大幅降低了後續營運期間維修補銲的頻率;同時,也極大地減少了在年度大修(Outage)期間,因 NDT 檢出微裂紋瑕疵而必須進行大規模切管、重新削切坡口、重新銲接與二次 PWHT 的鉅額整改成本與工期延宕損失。
總結而言,面對能源轉型所帶來的嚴苛設備營運挑戰,本研究結合了先進破壞力學、有限元素熱應力分析與精密的冶金相變理論,成功為 HRSG 系統的致命弱點——P91/P92 管線 Type IV 早期失效——提出了一套完整且經過現場驗證的客觀解決方案。未來,隨著高溫合金材料的進一步發展與檢測技術的數位化,本研究所建立之溫控優化策略與施工 SOP,將可作為業界的重要範本,持續為超超臨界(USC)機組乃至其他高溫石化製程的管線安全,提供堅實且具經濟效益的工程技術保障。
參考文獻
- Low Cycle Fatigue and Relaxation Performance of Ferritic–Martensitic Grade P92 Steel, https://www.mdpi.com/2075-4701/9/1/99
- Maintenance Workshop Tackles the Challenges of P91/T91 and HRSG Layup, https://www.power-eng.com/operations-maintenance/maintenance-workshop-tackles-the-challenges-of-p91-t91-and-hrsg-layup/
- Growing experience with P91/T91 forcing essential code changes, https://www.ccj-online.com/growing-experience-with-p91-t91-forcing-essential-code-changes/
- Welding and PWHT of P91 Steels, https://cdn.ymaws.com/www.vma.org/resource/resmgr/2013_technical_seminar/d_1035am_bill_newell_revised.pdf
- Grade 91 Steel | Tetra Engineering, https://www.tetra-eng.com/whitepaper/grade-91-steel
- Type IV Cracking of Weldments in Enhanced Ferritic Steels – TWI, https://www.twi-global.com/technical-knowledge/published-papers/review-of-type-iv-cracking-of-weldments-in-9-12cr-creep-strength-enhanced-ferritic-steels/
- Prediction of Residual Life of In-Service P91 Steel Joints Based on Fracture Behavior – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC11204839/
- High temperature steels in pulverised coal technology – United States Energy Association, https://usea.org/sites/default/files/042014_High%20temperature%20steels%20in%20pulverised%20coal%20technology_ccc234.pdf
- Special workshop explores P91/T91 issues, impending ASME Code changes – Competitive Power Resources, https://competitivepower.us/pub/pdfs/HRSG-UG-P91-Workshop-CCJ-3Q-2005.pdf
- Insight into Type IV cracking in Grade 91 steel weldments – Oak Ridge National Laboratory, https://impact.ornl.gov/en/publications/insight-into-type-iv-cracking-in-grade-91-steel-weldments/
- Review of Type IV Cracking in Piping Welds – EPRI, https://restservice.epri.com/publicdownload/TR-108971/0/Product
- ASTM A335 Alloy Steel Pipes: Grades P5, P9, P11, P22, P91, P92 | Projectmaterials, https://blog.projectmaterials.com/pipes/pipe-materials/astm-a335-alloy-pipes/
- Type IV cracking in ferritic power plant steels – Phase Transformations and Complex Properties, https://www.phase-trans.msm.cam.ac.uk/2006/MST7520.pdf
- What’s the differance between P91 steel and P92 steel? | SHEW-E STEEL, https://www.shew-esteelpipe.com/news/what-s-the-differance-between-p91-steel-and-p-20872377.html
- Type IV creep failure in P92 steel weld joint – INIS-IAEA, https://inis.iaea.org/records/9xxgj-b8w16
- (PDF) Microstructure and properties degradation of P/T 91, 92 steels weldments in creep conditions – ResearchGate, https://www.researchgate.net/publication/265793568_Microstructure_and_properties_degradation_of_PT_91_92_steels_weldments_in_creep_conditions
- Optimization of PWHT of Simulated HAZ Subzones in P91 Steel with Respect to Hardness and Impact Toughness – ResearchGate, https://www.researchgate.net/publication/347574622_Optimization_of_PWHT_of_Simulated_HAZ_Subzones_in_P91_Steel_with_Respect_to_Hardness_and_Impact_Toughness
- INVESTIGATION ON THE INFLUENCE OF POST WELD HEAT TREATMENTS ON WELDMENTS BETWEEN P91 AND P11 – IRJET, https://www.irjet.net/archives/V3/i11/IRJET-V3I11147.pdf
- Study on Type IV Cracking Behavior of T92/Super304H Dissimilar Steel Welded Joints in Long-Term Service – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC11642709/
- P91 Steel Cross-Weld Fatigue Analysis | PDF | Deformation (Engineering) – Scribd, https://www.scribd.com/document/662371710/On-the-changes-in-the-low-cycle-fatigue-life-and-cracking-mechanism-of-P91-cross-weld-specimens-at-elevated-temperatures
- How fast starts impact HRSGs & what can be done about it – Modern Power Systems, https://www.modernpowersystems.com/analysis/how-fast-starts-impact-hrsgs-what-can-be-done-about-it/
- Thick-Walled P91 Pipe Thermal Stress Analysis Using Roark’s Formulas, https://industrialmonitordirect.com/blogs/knowledgebase/thick-walled-p91-pipe-thermal-stress-analysis-using-roarks-formulas
- HRSG Optimization for Cycling Duty – Power Engineering, https://www.power-eng.com/coal/hrsg-optimization-for-cycling-duty/
- Modeling and simulation of welded joints of SS304H & P91 Steels – E3S Web of Conferences, https://www.e3s-conferences.org/articles/e3sconf/pdf/2024/82/e3sconf_icmpc2024_01037.pdf
- Numerical simulation of P91 pipe welding including the effects of solid-state phase transformation on residual stresses – Sage Journals, https://sage.cnpereading.com/doi/10.1243/14644207JMDA152
- Finite element simulation of welded P91 steel pipe undergoing post-weld heat treatment, https://www.researchgate.net/publication/233497204_Finite_element_simulation_of_welded_P91_steel_pipe_undergoing_post-weld_heat_treatment
- Comparison of Measured and Modelled Residual Stresses in a …, https://pure.port.ac.uk/ws/files/20557086/Comparison_of_measured_and_modelled_residual_stresses.pdf
- Elastoplastic Fracture Analysis of the P91 Steel Welded Joint under Repair Welding Thermal Shock Based on XFEM – MDPI, https://www.mdpi.com/2075-4701/10/10/1285
- Thermo-Structural Analysis of Steam Turbine Startup With and Without Integrated Prewarming System Using Hot Air, https://asmedigitalcollection.asme.org/gasturbinespower/article/143/3/031017/1094032/Thermo-Structural-Analysis-of-Steam-Turbine
- (PDF) Comparative Evaluation of the Low Cycle Fatigue Behaviours of P91 and P92 Steels, https://www.researchgate.net/publication/257726793_Comparative_Evaluation_of_the_Low_Cycle_Fatigue_Behaviours_of_P91_and_P92_Steels
- Creep-fatigue of P92 in service-like tests with combined stress – OPUS, https://opus4.kobv.de/opus4-bam/files/56423/1-s2.0-S0142112322006314-main.pdf
- Residual stress simulation in welded sections of P91 pipes | Request PDF – ResearchGate, https://www.researchgate.net/publication/222074181_Residual_stress_simulation_in_welded_sections_of_P91_pipes
- Every Welding Bevel Standard You’ll Actually Encounter: ASME, AWS, API, EN, https://bevelingtech.com/guide/welding-bevel-standards-overview/
- WELDING SOLUTIONS FOR GRADE 91, https://cdnstorevoestalpine.blob.core.windows.net/image-container/812658/original/BW_Grade_91_EN_2021_GL_135_Preview.pdf
- Narrow Groove Welding | Narrow Gap Orbital Welding Process – Liburdi Dimetrics, https://www.liburdidimetrics.com/articles/narrow-groove-welding
- Why is narrow-gap welding sustainable? – ABICOR BINZEL, https://weldprof.binzel-abicor.com/de/eng/why-is-narrow-gap-welding-sustainable
- Pipe Weld Preparation Guide: Bevel Angles, Specifications & Standards | ESCO TOOL, https://www.escotool.com/articles/pipe-weld-preparation-guide-bevel-angles/
- Narrow Gap welding – Polysoude, https://www.polysoude.com/narrow-gap-welding/
- (PDF) Study on narrow gap welding of martensitic grade P92 and austenitic grade AISI 304L SS steel for ultra-supercritical power plant application – ResearchGate, https://www.researchgate.net/publication/364755541_Study_on_narrow_gap_welding_of_martensitic_grade_P92_and_austenitic_grade_AISI_304L_SS_steel_for_ultra-supercritical_power_plant_application
- NARROW GAP WELDING OF HEAVY WALL THICKNESS MATERIALS IN NUCLEAR AND FOSSIL FUEL INDUSTRIES THE DIFFERENT VARIANTS, https://james-krucik-0xt8.squarespace.com/s/NARROW_GAP_WELDING_EN.pdf
- Grade 91/92 Welding Techniques Guide | PDF – Scribd, https://www.scribd.com/document/730768609/Presentation-on-Grade-91-welding
- Meet the Demanding Requirements of Welding P91 Pipe With Advanced Wire Processes, https://www.millerwelds.com/resources/article-library/meet-the-requirements-of-welding-p91-pipe-with-wire-processes
- P92 Welding Procedure Specifications | PDF – Scribd, https://www.scribd.com/document/345602684/Metrode-P92-WPS-pdf
- Understanding Post-Weld Heat Treatment (PWHT)’s Role in and Longevity | TEAM, Inc., https://www.teaminc.com/resource/understanding-post-weld-heat-treatment-pwhts-role-in-and-longevity/
- Effect of post weld heat treatment soaking time on microstructure and mechanical properties of TIG welded grade 91 steel, http://jmmm.material.chula.ac.th/index.php/jmmm/article/download/508/603
- ASME PWHT Requirements Overview | PDF | Pipe (Fluid … – Scribd, https://www.scribd.com/document/888388707/ASME-B31-PWHT
- Optimization of PWHT of Simulated HAZ Subzones in P91 Steel with Respect to Hardness and Impact Toughness – MDPI, https://www.mdpi.com/2075-4701/10/9/1215
- Influence of PWHT Parameters on the Mechanical Properties and Microstructural Behavior of Multi-Pass GTAW Joints of P92 Steel – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC9227405/
- LOCAL POST WELD – Heat Treatment – NDT Corner, https://ndtcorner.com/uploads/techniques/255367_1741436744.pdf
- GUIDE LINES FOR HEAT TREATMENT – BHEL, https://www.bhel.com/sites/default/files/sct-1867-nit-volume-1a-techno-commercial-bid_part3-1572614268.pdf
- Analysis of Cracking Causes of P91 Welding Seam of High Pressure Steam Guide Pipe of Supercritical Unit – ResearchGate, https://www.researchgate.net/publication/349983446_Analysis_of_Cracking_Causes_of_P91_Welding_Seam_of_High_Pressure_Steam_Guide_Pipe_of_Supercritical_Unit
- Welding and Heat Treatment of P91 | PDF – Scribd, https://www.scribd.com/document/259562875/Welding-and-Pwht-for-p91