
前言
在全球能源基礎設施的快速現代化與升級進程中,超臨界(Supercritical)與超超臨界(Ultra-supercritical)火力發電廠以及先進的高溫製程設施,對於蒸汽與給水管線系統的極端高溫、高壓耐受能力提出了前所未有的嚴苛要求。在這些極端服役環境中,壓力容器與附屬管線系統的安全性、長期可靠性以及嚴格的法規合規性,構成了工程設計、材料科學與製造檢驗的絕對核心。美國機械工程師學會(American Society of Mechanical Engineers, ASME)所發布的《鍋爐與壓力容器規範》(Boiler and Pressure Vessel Code, BPVC),作為全球公認最具權威性的工業安全標準,持續透過每兩年一次的改版,將最新的材料冶金研究成果、檢測技術演進與工業實務反饋納入法規體系之中 1。
在最新頒布並將於 2026 年 1 月 1 日全面強制實施的 ASME BPVC 2025 年版中,Section I(動力鍋爐建造規則)針對鍋爐外部管線(Boiler External Piping, BEP)領域,引入了深具顛覆性的技術規範與行政程序修訂 2。這些修訂不僅深刻反映了法規制定委員會對於高階合金材料在高溫潛變環境下長期行為的深度擔憂,更展現了規範機構在數位化轉型與品質保證體系嚴密化上的強烈企圖。具體而言,本次改版在冷作加工(Cold Forming)的應變計算與熱處理強制要求(如 PG-19 與 PG-20 條款)、ASME Section I 與 ASME B31.1 動力管線規範之間的管轄權邊界釐清,以及以 P-3 與 P-4A 為核心的製造商數據報告(Manufacturer’s Data Reports)的數位化與排版嚴格化要求上,皆做出了重大變革 3。
本深度研究報告旨在全面且詳盡地剖析 ASME Section I (2025) 與 B31.1 (2024) 之間的管轄權重疊機制,系統性解讀 PG-19 與 PG-20 條款對於如 Grade 91(UNS K90901)等潛變強度強化鐵素體鋼(Creep Strength Enhanced Ferritic Steels, CSEF)在冷作彎管加工上的嚴格熱處理邊界條件,並深入探討美國國家鍋爐與壓力容器檢驗委員會(National Board of Boiler and Pressure Vessel Inspectors, NBBI)針對 2025 年版合規文書(P-3、P-4A 表格)所施加的強制性排版規則與電子數據傳輸(EDT)挑戰。透過跨維度的冶金學分析、行政審查邏輯解構與工程實務探討,本報告將為發電建廠統包商(EPC)、管線預製製造商、授權檢驗機構與品質保證專業人員,提供具備高度前瞻性與可操作性的合規戰略藍圖。
一、管線系統之管轄權迷宮:ASME Section I 與 B31.1 的雙軌制與邊界衝突
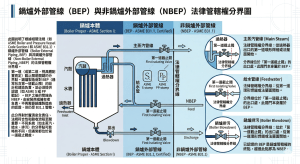
在複雜的動力鍋爐系統設計與建造實務中,最常引發品質控制盲點、檢驗延誤與合規爭議的領域,莫過於「管轄權邊界」(Jurisdictional Boundaries)的劃分與技術標準的適用性判定。ASME 規範體系為了精確管控不同風險等級的壓力部件,將整個發電廠的蒸汽與水循環管線系統嚴格劃分為三個截然不同的法規區塊:鍋爐本體管線(Boiler Proper Piping, BP)、鍋爐外部管線(Boiler External Piping, BEP)以及非鍋爐外部管線(Non-Boiler External Piping, NBEP) 6。
1.1 三段式管線管轄架構的深度定義與物理邊界
這三段式管線分類機制不僅決定了元件設計所需引用的安全係數與壁厚計算公式,更從根本上決定了製造廠必須持有的認證鋼印(Code Symbol Stamping)種類、授權檢驗師(Authorized Inspector, AI)的介入程度,以及最終必須提交的合規認證文書類型。
鍋爐本體管線(Boiler Proper, BP)涵蓋了所有實質構成鍋爐內部熱交換與流體循環的核心管線網絡,包含但不限於下降管(Downcomers)、上升管(Risers)、水冷壁管(Waterwalls)、爐內過熱器管(Superheater tubes)與省煤器管(Economizer tubes) 6。此部分處於最高溫、最高熱通量的極端環境,因此其管轄權完全且單一地隸屬於 ASME BPVC Section I 6。從最初的材料化學成分驗證、管徑與壁厚的應力計算、銲接程序的評定,到最終的非破壞性檢測(NDE)、水壓試驗與 “S”(Power Boilers)鋼印的敲擊,所有流程皆受到 Section I 的絕對支配,不容許任何其他管線規範的介入 6。
相對地,非鍋爐外部管線(Non-Boiler External Piping, NBEP)則是指超越了鍋爐系統邊界閥門之後,負責將高溫高壓蒸汽輸送至汽輪機(Turbine)發電,或將凝結水、補給水輸送回鍋爐系統,以及廠區內其他製程流體輸送的管線系統 6。由於這些管線遠離了鍋爐爐膛的直接輻射熱與火焰衝擊,其行政管轄權不再受制於 ASME Section I。工程設計單位與業主可依據流體特性與設施需求,選擇適用 ASME B31.1(動力管線規範,主要針對水-蒸汽循環系統)或 ASME B31.3(製程管線規範,適用於多樣化的化學與石化流體)來進行設計與建造 6。NBEP 的製造與安裝不需要 ASME 鋼印的強制認證,也無須強制聘請具備 National Board 委任狀的授權檢驗師(AI)進行第三方見證,其品質保證主要依賴於承包商自主的品質體系與業主的查驗要求 9。
而在這兩大明確的領域之間,存在著最具挑戰性的灰色地帶——鍋爐外部管線(Boiler External Piping, BEP)。BEP 涵蓋了從鍋爐本體端點向外延伸,直至法規強制要求安裝的第一個或第二個隔離閥門(包含該閥門本身)之間的所有管線系統 10。這通常包含了主蒸汽管線的起始段、鍋爐給水管線(Feedwater)、排污管線(Blowoff and Blowdown)、排氣與洩水管線等極度關鍵的安全控制樞紐 6。根據 ASME Section I (PG-58.3) 與 ASME B31.1 (100.1.2) 的協同定義,區分鍋爐本體(BP)與鍋爐外部管線(BEP)的物理邊界起點,嚴格取決於連接口的機械型式: 若組件採用銲接端連接(Welded end connections),則邊界始於離開鍋爐本體的第一個環向銲接接縫(First circumferential joint) 6。 若組件採用法蘭栓接(Bolted flange connections),則邊界始於第一個法蘭的端面(Face of the first flange) 6。 若組件採用螺紋連接(Threaded joints),則邊界始於第一個螺紋接頭處 6。
| 管線區域分類 | 物理範圍描述 | 適用設計與技術標準 | 行政管轄與強制認證 |
| 鍋爐本體管線 (BP) | 爐內爐管、下降管、過熱器等 | ASME BPVC Section I | ASME Section I (“S” 鋼印、強制 AI 檢驗) |
| 鍋爐外部管線 (BEP) | 本體邊界至規範界定之第一/二道閥門 | ASME B31.1 Power Piping | ASME Section I (“S”, “PP”, “A” 鋼印、強制 AI 檢驗) |
| 非鍋爐外部管線 (NBEP) | 規範界定閥門下游至汽輪機或製程設備 | ASME B31.1 或 B31.3 | 當地法規或業主規範 (無強制 ASME 鋼印或 AI 檢驗) |
資料來源:綜合 ASME Section I PG-58 與 B31.1 100.1.2 規範解析 6
1.2 雙軌制管轄的深層矛盾:技術責任與行政控制的分離
BEP 區域之所以成為工程實務中合規挑戰的重災區,根本原因在於 ASME 規範體系在此處實施了獨特且容易混淆的「雙軌制」管轄模式(Dual-track Jurisdiction),即將「技術責任(Technical Responsibility)」與「行政管轄(Administrative Jurisdiction)」強行分離 13。
在技術層面上,鑑於 BEP 屬於外部延伸的管線系統,其承受的應力型態(如熱膨脹位移應力、地震與風載荷等動態應力)與鍋爐內部的受壓部件有顯著差異。因此,ASME Section I 在 PG-58.3 條文中,將 BEP 的材料選擇、設計應力計算、法蘭與閥門的額定值判定、製造公差、安裝對位、銲接工法評定,乃至於最終的系統水壓試驗標準,全數「委託(Assigned)」給了 ASME B31.1 Power Piping Code 來承擔技術責任 13。ASME B31.1 規範相較於其他製程管線規範更為保守,旨在確保發電廠在長達數十年的服役期間內具備最大的可靠性與抗疲勞能力 12。2024 年版的 B31.1 更進一步引入了 Mandatory Appendix Q(金屬非鍋爐外部管線涵蓋系統的品質管理計畫要求)與 Appendix R(文件紀錄與報告要求),持續強化管線系統的工程嚴謹度 16。
然而,在行政與法規強制力層面上,ASME BPVC 委員會堅定認為 BEP 系統直接關係到鍋爐本體的防超壓保護與流體安全隔離,其重要性等同於鍋爐本體。因此,BEP 的所有行政管轄權被牢牢鎖定在 ASME Section I 的框架內 13。這意味著,任何負責預製或安裝 BEP 的組織,無論是原鍋爐製造商或獨立的管線承包商,都必須持有 ASME 所核發的有效認證鋼印(如代表動力鍋爐的 “S” 鋼印,或代表壓力管線的 “PP” 鋼印,或代表現場組裝的 “A” 鋼印) 11。同時,BEP 的每一項關鍵製造步驟,都必須在持有 National Board 委任狀的授權檢驗師(AI)的嚴密監督與見證下進行 11。最終,製造商必須填寫專屬的 P-4A 製造商數據報告(Manufacturer’s Data Report for Fabricated Piping),並由 AI 副署簽名,以證明該 BEP 系統完全符合 Section I 的行政要求,隨後方能與鍋爐本體的 P-3 主數據報告進行合併註冊 14。
這種「依據 B31.1 進行技術設計與製造,卻依據 Section I 進行行政認證與檢驗」的交錯機制,經常導致管線預製廠(Spool Fabricators)在執行品質保證計畫時發生嚴重錯亂。許多僅具備一般管線製造經驗的承包商,往往誤以為只要符合 B31.1 的技術標準即可交貨,卻忽略了 Section I 強制的 AI 介入與 P-4A 表格的簽署要求,導致成品運抵電廠現場時,因缺乏有效的行政合規文書而被全數拒收,引發災難性的專案延宕。
1.3 非破壞性檢測(NDE)的程序展示陷阱:T-150 條款的連鎖反應
在雙軌制管轄下,非破壞性檢測(Nondestructive Examination, NDE)領域浮現了最具代表性的合規陷阱。ASME B31.1 規範在第 136 節中詳細規定了銲縫的 NDE 方法與驗收標準(如射線探傷 RT 或超音波探傷 UT 的比例與瑕疵判定) 17。對於一般的 NBEP 而言,承包商只需確保其 NDE 技師具備 ASNT SNT-TC-1A 的資格,並依據內部程序執行檢測即可 9。
然而,當相同的 NDE 程序應用於 BEP 時,情況發生了本質上的改變。由於 BEP 受 Section I 行政管轄,必須接受授權檢驗師(AI)的監督。根據 ASME Section V(非破壞性檢測規範)的 T-150 條款規定,凡是建造規範(如 Section I)要求由 Authorized Inspector 進行檢驗的項目,NDE 承包商必須向該 AI 進行實體的「NDE 程序展示(Procedure Demonstration)」,以證明其編寫的 NDE 程序書能夠有效地檢測出潛在的缺陷,且技師的操作符合規範要求 9。
這項 T-150 程序展示要求對於許多同時承接 BEP 與 NBEP 專案的管線預製廠來說是一大挑戰。同一間廠房、同一批銲接工人、甚至是相同材質的管線,僅僅因為該管段在等角圖(Isometric drawing)上被劃分為 BEP,其 NDE 工作就必須在 AI 在場的情況下進行前置的程序驗證與簽署 9。一旦 NDE 承包商忽略了此一行政界線,未經 AI 見證程序即對 BEP 管段執行了檢測,該檢測結果在 Section I 的體系下將被視為無效。承包商必須重新安排 AI 到場進行程序展示,並可能面臨重新檢測甚至破壞性抽驗的巨大代價。這種細微卻深具殺傷力的管轄權差異,凸顯了在 2025 年版法規環境下,企業品質管理系統(QMS)必須具備極高敏銳度與跨法規整合能力的重要性。
二、冷作彎管加工的冶金危機與 ASME Section I (2025) PG-19 應變計算重塑
在現代動力鍋爐與汽輪機的佈局中,為了適應有限的廠房空間並吸收高溫流體帶來的劇烈熱膨脹,管線系統必須大量使用彎管(Bends)設計。相較於傳統的銲接彎頭(Fittings),將直管直接進行冷彎加工(Cold forming)能大幅減少銲接接縫的數量,降低潛在的洩漏風險與在役檢查(In-Service Inspection, ISI)的成本負擔。然而,冷作加工本質上是一種透過施加超出材料降伏強度(Yield strength)的外力,迫使金屬發生巨量塑性變形(Plastic deformation)的破壞性工法。這種加工不僅改變了管線的宏觀幾何形狀,更在微觀尺度上徹底重塑了材料的冶金結構。
2.1 冷作加工的微觀破壞機制與潛變風險
當金屬管線在室溫或低於再結晶溫度的環境下被強制彎曲時,彎管的外弧側(Extrados)會承受劇烈的拉伸應變,導致管壁減薄(Wall thinning);而內弧側(Intrados)則承受巨大的壓縮應變,導致管壁增厚並可能產生微小的褶皺(Wrinkling) 19。在這些巨觀變形之下,材料內部的晶格結構會發生嚴重的滑移(Slip)與扭曲。塑性變形會導致晶體內部的「差排密度(Dislocation density)」呈現指數級的爆炸性增長。這些交錯、糾結的差排不僅會使材料發生加工硬化(Work hardening),大幅降低其殘餘延展性與韌性,更會在材料內部留下極高的殘餘應力(Residual stress)。
對於在常溫或中低溫下運作的壓力設備而言,適度的加工硬化或許尚可接受。然而,對於動力鍋爐的 BEP 系統(其主蒸汽或高溫再熱段的服役溫度經常超過540°C甚至 600°C ),這種高密度的差排與殘餘應力將成為致命的定時炸彈。在高溫潛變(Creep)環境下,材料內部的原子擴散能力增強,冷作引入的大量差排會促使合金內部的強化析出相(如碳化物、氮化物)加速粗化(Coarsening),進而失去阻礙晶界滑移的釘扎作用(Pinning effect)。此外,高度扭曲的晶格會觸發局部的多邊形化(Polygonization)與再結晶,導致材料的潛變破裂強度(Creep rupture strength)呈現斷崖式的下降。這將使得彎管區域在遠未達到設計壽命前,即發生應變誘發的微裂紋聚合,最終導致潛變空洞(Creep voids)的形成與災難性的第四型裂紋(Type IV cracking)失效。
2.2 PG-19 條款:冷作加工的精確界定與應變量化模型
為從根本上遏制冷作加工帶來的潛變退化風險,ASME Section I (2025) 對於冷彎加工的定義與應變計算方法進行了更為嚴謹的科學量化與條文重組。根據 2025 年版 PG-19 的明確定義,所謂「冷作加工(Cold forming)」,是指在低於1300 °F(705°C ) 的溫度條件下進行的任何金屬成形方法,且該過程會在材料內部產生永久性的殘餘應變(Permanent strain) 5。
規範委員會深知,決定材料退化程度的關鍵指標並非加工的方式,而是材料局部經歷的「最大塑性應變量」。因此,PG-19.2 條款強制引入了極限纖維伸長率(Extreme fiber elongation)的數學模型,要求設計師與製造商必須根據部件的幾何特徵,精確計算出成形應變的百分比(%Strain) 5。這些計算結果將直接決定該部件是否落入必須進行強制熱處理的法規極限值內。
根據 PG-19.2 的規定,不同幾何特徵的應變計算公式如下:
- 管子與管線的彎曲(Tube and pipe bends):
這是 BEP 系統中最常見的加工型態。其計算公式基於管線的外徑與彎曲半徑的幾何關係:
%Strain = 100*r/R
- r = 管子或管線的標稱外半徑(Nominal outside radius of pipe or tube)。
- R = 彎管至管線中心線的標稱彎曲半徑(Nominal bending radius to centerline of pipe or tube) 5。
此公式揭示了一個簡單而殘酷的工程事實:彎曲半徑(R)越小,應變量(%Strain)呈反比急遽放大。例如,對於一個外徑為 10 英吋(半徑 5 英吋)的主蒸汽管,若採用 3D 彎(彎曲半徑為 3*10=30英吋),其成形應變將高達100*5/30=16.67% 。若為了節省廠房空間而改用 1.5D 的短半徑彎頭,應變量將飆升至 33.3%。這種高應變在 2025 年版的新規定中,將觸發極為苛刻的熱處理條件。
- 由鋼板捲製的圓筒(Cylinders formed from plate):
適用於使用鋼板冷捲成形的大型蒸汽集管(Headers)或管線。
%Strain = 50t/Rf( 1- Rf/Ro)
- t = 鋼板的標稱厚度(Nominal thickness of the plate)。
- Rf = 成形後的平均半徑(Mean radius after forming)。
- Ro = 原始平均半徑(Original mean radius)。對於從平整鋼板開始捲製的情況, Ro視為無限大,公式括號內的項即簡化為 1 5。
- 由鋼板成形的球形或碟形封頭(Spherical or dished heads formed from plate):
%Strain = 75t/Rf ( 1- Rf/Ro)
此公式的係數從 50 提高到 75,反映了雙軸度(Biaxial)成形過程中材料承受了更為複雜且劇烈的多向拉伸與壓縮應變 5。
PG-19 應變計算公式的全面強制化,將合規的防線從車間製造端大幅前移至了工程設計階段。管線佈局設計師(Piping Layout Designers)在繪製 BEP 的 3D 模型與等角圖時,不能再僅僅考量流體壓降與空間干涉,必須將 PG-19 的應變公式內建於設計軟體中,實時評估所選擇的彎管半徑是否會導致應變量越過法規紅線。這種跨越「設計」與「冶金製造」的整合思考,是 2025 年版法規帶給工程界最深遠的變革之一。
三、潛變強度強化鐵素體鋼的冶金試煉:Table PG-20 對 Grade 91 的嚴酷管制
在釐清了冷彎應變的計算機制後,ASME Section I (2025) 透過極具指標意義的 Table PG-20 條款,針對不同材質的管線施加了具體且具差異化的彎後熱處理(Post-forming heat treatment)強制性標準。相較於早期規範對於所有鐵素體鋼採取較為寬鬆、一體適用的應變限制(通常以 5% 或 40% 伸長率為界 23),2025 年版的 Table PG-20 將管制焦點精確地鎖定在三類對應力與高溫極度敏感的合金上:碳鋼(Carbon steel)、碳鉬鋼(Carbon-molybdenum steel),以及最為關鍵的潛變強度強化鐵素體鋼(Creep strength enhanced ferritic steel, CSEF) 20。
3.1 Grade 91 鋼的微觀脆弱性與熱處理依賴
在現代發電廠的 BEP 系統中,Grade 91(9Cr-1Mo-V,UNS K90901)無疑是最受矚目的明星材料。透過精密的合金化(加入釩 V 與鈮 Nb 等微量元素)與極其嚴格的熱處理工法,Grade 91 能夠在常溫下形成強韌的回火麻田散鐵(Tempered Martensite)板條結構,並在高溫下析出極為細小且穩定的 MX 型碳氮化物與M23C6 碳化物。這種特殊的微觀結構賦予了 Grade 91 卓越的高溫抗拉強度與抗潛變性能,使其能在超越 600°C 的環境中穩定運作,大幅減少管線的設計壁厚並降低熱疲勞風險 4。
然而,Grade 91 的強大性能完全建立在其脆弱的微觀結構平衡之上。正如前章所述,冷作加工所產生的巨量差排與晶格畸變,會如同催化劑般,在隨後的高溫服役環境中徹底摧毀這層精妙的析出相防護網。更甚者,若為了消除冷作應力而進行不當的熱處理(例如溫度過低或保溫時間不足),不僅無法恢復材料的潛變抗性,反而可能促使析出相聚集長大,造成所謂的「過回火(Over-tempering)」軟化現象。
3.2 Table PG-20 的雙維度決策矩陣:溫度與應變的絕對交集
為了拯救 Grade 91 等 CSEF 材料免於因冷彎不當而過早夭折,ASME BPVC 委員會在 2025 年版的 Table PG-20 中,構建了一個極度精細的「雙維度決策矩陣」 4。該矩陣同時考量了管線系統的「設計溫度(Design Temperature)」與 PG-19 計算得出的「成形應變(Forming Strains)」,據此頒布對應的強制熱處理處方。
以最廣泛使用的 Grade 91 (UNS K90901) 為例,Table PG-20 將其服役環境劃分為「較高溫區」與「較低溫區」,並設定了不容挑戰的應變容忍極限:
Table PG-20:Grade 91 (UNS K90901) 管線冷作彎曲應變極限與強制熱處理要求矩陣
| 溫度區間分類 | 設計溫度範圍設定 | 成形應變極限值 | 超越極限值時的強制熱處理處方 |
| 較高溫區(嚴酷環境) | 超出 1115°F (600°C) | 大於 20% (> 20%) | 正常化與回火 (Normalize and temper) |
| 較高溫區(過渡應變) | 超出 1115°F (600°C) | 大於 5% 且小於等於 20% | 彎後熱處理 (Postbend heat treatment) |
| 較低溫區(寬容環境) | 高於 1000°F (540°C) 且不大於 1115°F (600°C) | 大於 25% (> 25%) | 正常化與回火 (Normalize and temper) |
| 較低溫區(過渡應變) | 高於 1000°F (540°C) 且不大於 1115°F (600°C) | 大於 5% 且小於等於 25% | 彎後熱處理 (Postbend heat treatment) |
資料來源與備註:彙整自 ASME BPVC Section I (2025) Table PG-20 4。表中所列極限適用於由鋼板成形的圓筒、球形或碟形封頭,以及管子和管線彎頭。若成形溫度處於或高於 1300°F (705°C),則無論應變量多寡,皆強制要求正常化與回火。
3.3 正常化與回火(Normalize and Temper):工程界的最大夢魘
細究 Table PG-20 的內容,可以發現 ASME 給予了工程界一記沉重的警鐘:當 Grade 91 管線的設計溫度處於極端高溫(>600°C),且為了遷就空間而採用小半徑彎管導致應變超過 20% 時,規範所開出的解藥不再是簡單的「消除應力退火」,而是要求對整個彎管區域進行徹底的**「正常化與回火(Normalize and temper)」** 4。
在冶金學上,正常化(Normalizing)意味著必須將已經彎曲成形的巨大管段重新加熱至其沃斯田鐵化溫度(Austenitizing temperature)——對於 Grade 91 而言,這通常意味著高達1040°C 至 1080°C的極端高溫。隨後管段必須在高溫下移出爐外進行強制空冷,以重新生成全新的麻田散鐵組織,最後再進行一次730°C 左右的高溫回火 5。
從製造實務的角度來看,要求一個已經加工完成、帶有複雜幾何形狀與長直管段的大口徑主蒸汽彎管(例如外徑 24 英吋,壁厚 3 英吋)進行整體的高溫正常化,幾乎等同於一場製造災難。在超過一千度的高溫下,鋼材的降伏強度趨近於零,管段自身的重力即可導致嚴重的下垂、扭曲與尺寸失真。即便勉強完成了熱處理,其變形量也可能導致管段無法與現場的其他設備(如汽輪機接口)對接對齊,最終只能報廢重作。
此外,規範中針對特定局部劇烈變形的加工型態,例如冷作擴口(Flares)、型鍛(Swages)或鐓粗(Upsets),實施了零容忍政策。2025 年版規範明訂,針對這些集中於管端且應力狀態極度複雜的加工,無論其計算出的應變量是多少(Regardless of the amount of strain),皆強制要求進行完全的正常化與回火處理 4。
Table PG-20 的這些嚴厲條款,實質上剝奪了製造廠在小半徑厚壁彎管上採用簡單冷作加工的經濟可行性。它迫使工程設計端必須徹底改變思維:在 BEP 系統的設計初期,工程師必須盡可能採用大半徑彎曲(如 5D 或更大),將計算應變壓制在 20%(或低溫區的 25%)以下,以爭取僅需進行相對簡單的「彎後次臨界熱處理(Postbend heat treatment)」;若受限於空間必須採用極短半徑,則應完全放棄冷彎工法,改為採購具備完整材料證明的鍛造銲接彎頭(Forged fittings),以避開正常化熱處理的工程深淵。
四、製造商數據報告的行政革命:P-3 與 P-4A 在 NBIC (2025) 下的嚴格合規挑戰
任何依據 ASME Section I 與 B31.1 製造出來的頂級管線,若缺乏符合規範的行政認證文書(Certification documents)予以追溯與背書,在法理上即等同於廢鐵。在雙軌制管轄下,BEP 的合規性證明必須依賴一系列極度嚴謹的「製造商數據報告(Manufacturer’s Data Reports, MDR)」來完成拼圖 2。隨著 ASME BPVC 2025 年版的發布,負責維護這些報告註冊體系的美國國家鍋爐與壓力容器檢驗委員會(National Board, NBBI)也同步更新了其檢驗規範(NBIC),並對 2025 年版合規文書的格式、排版與簽署程序下達了史上最嚴厲的行政指令 2。
4.1 BEP 的專屬身分證:Form P-4A 的填寫與認證邏輯
對於大部分的現代發電廠專案而言,鍋爐本體製造商(Boiler Manufacturer,擁有 “S” 鋼印)通常不會親自生產所有延伸到廠區各處的 BEP 管線。這些管線多半會發包給專業的管線預製廠(Fabricated Piping Shops)進行車間預製(Shop fabrication),再運至現場交由安裝承包商進行組裝 14。
為了解決這種供應鏈分工帶來的責任歸屬問題,ASME Section I 創造了 Form P-4A(製造商製造管線數據報告 / Manufacturer’s Data Report for Fabricated Piping) 作為 BEP 管線的專屬身分證 14。P-4A 表格的簽署流程體現了 ASME 規範「製造商負最終責任,第三方獨立查驗」的核心精神。
- 設計與製造合規聲明: 承製 BEP 的預製廠必須擁有 ASME 授權的 “PP”(壓力管線)或 “S” 鋼印 14。該廠的授權代表必須在 P-4A 表格的「車間合規證書(Certificate of Shop Compliance)」欄位簽署,明確聲明該批管線的化學與物理性質符合 ASME 材料規格,且其設計、壁厚、銲接與製造完全符合 ASME B31.1 的技術規範以及 Section I 的行政要求 25。
- PG-19/20 熱處理證明的整合: 針對前述的冷作彎管應變與熱處理,製造商必須在 P-4A 的備註欄(Remarks)或附錄中,明確記錄各管段是否經歷冷作加工、計算出的最大應變量,以及依據 Table PG-20 執行的對應熱處理參數(如溫度與保溫時間),作為合規的確鑿證據 5。
- 授權檢驗師(AI)的雙重背書: 擁有 NBBI 委任狀並受雇於獨立檢驗機構(AIA)的授權檢驗師,必須全程參與 BEP 的關鍵檢驗點(Hold points)。AI 確認了 NDE 程序展示(T-150)合法、射線底片合格、熱處理紀錄無誤且水壓試驗通過後,方能在 P-4A 表格的「車間檢驗證書(Certificate of Shop Inspection)」上副署(Countersign),並填上其專屬的國家委員會委任狀號碼 14。
- 有限責任聲明: P-4A 表格中包含了一段重要的免責聲明:AI 及其雇主的簽署,僅代表檢驗程序的完成,並不構成對管線品質的任何明示或暗示的法律保證(Warranty),也不對後續的人身或財產損害承擔賠償責任 25。此一設計確保了 AI 在執行檢驗時的獨立性與客觀性,將產品質量的絕對責任歸還給製造商。
4.2 整合的終極樞紐:P-3 主數據報告與系統註冊
單張的 P-4A 表格僅能證明特定 BEP 管段的合規,無法代表整個動力鍋爐系統的合法性。當所有來自不同預製廠的 BEP 管段、過熱器、省煤器運抵現場並與鍋爐汽鼓連結後,負責統籌的鍋爐製造商或工程統包商(Engineering Contractor,擁有 “A” 或 “S” 鋼印)必須填寫 Form P-3(水管鍋爐、過熱器、水冷壁與省煤器製造商數據報告) 14。
在 Section I 的體系中,P-3 表格扮演著**「主數據報告(Master Data Report)」**的關鍵角色 14。它不僅記錄了鍋爐本體的各項技術數據(如汽鼓尺寸、最高容許工作壓力 MAWP、加熱面積等),更重要是,它必須將所有子部件的數據報告(包含代表 BEP 的 P-4A、代表安全閥的 P-7 等)作為法定附件(Attachments)進行彙整 26。主承包商的 AI 在簽署 P-3 的「現場組裝檢驗證書」前,必須逐一核對所有附屬 P-4A 表格的有效性,確認各鋼印廠的責任邊界清晰且無遺漏,最終將這一整套厚重的技術文書提交至 NBBI 進行系統性的註冊與存檔 2。
4.3 NBIC 2025 年版強制排版禁令與電子化轉型(EDT)的衝擊
相較於技術條文的探討,2025 年版的行政合規變革更令產業界感到震驚。NBBI 官方正式公告,為配合 2025 年版 ASME BPVC 的發布,全新的數據報告註冊規則將於 2026 年 1 月 1 日起進入強制執行期 2。屆時,任何依據 2025 年版規範建造的設備,若使用舊版表格或不合規的格式提交,將遭到國家委員會的無情退件(Returned for correction),這勢必將導致發電廠專案面臨無法取得當地政府運轉許可的違約危機 2。
為了因應日益龐大的全球供應鏈並降低人為審核的混亂,NBBI 針對執意採用「紙本提交(Submitted in paper)」的製造商,頒布了近乎苛刻的排版格式戒律:
- 絕對一致性原則: 紙本數據報告必須在格式與內容上,與 ASME BPVC 與 NBIC 官方範本呈現「完全一致(Exact format)」,不允許任何自行擴充欄位或調整版面的行為 2。
- 強制雙面列印: 許多製造商習慣將多頁表單單面列印以便於審閱。2025 年版新規明訂,若官方表單設計為雙面(例如表單第二頁明確標示 “Back”),則提交的紙本必須強制採用雙面列印。將正反面拆分為兩張獨立紙張提交將直接導致退件 2。
- 多頁表單的防偽與連貫性: 針對如 P-3、P-4A 這類經常因內容過多而衍生出多頁(Multiple pages)的長表單,規範要求每一頁的頁首都必須完整填寫標頭資訊(Header)(如製造廠名稱、序號、國家委員會編號等) 2。更嚴苛的是,多頁表單的每一頁,都必須預留明確的空間,供公司授權代表與 AI 進行親筆的縮寫簽名(Initial each page),以確保沒有任何一頁在註冊過程中被抽換或竄改 2。
- 字體尺寸的強制下限: 為了確保掃描建檔的清晰度,NBBI 首度對字體大小做出了嚴格的微觀限制。創建表單框架所使用的基礎字體不得小於 6 級(6 pt);而在表單上填寫的任何技術數據與屬性文字,字體絕對不得小於 8 級(Arial 8 或相近大小) 2。法規僅給予了一項微小的寬容:在填寫如封頭(Heads)與管座(Nozzles)等採用密集表格格式(Table format)的區塊時,若為了排版需要且能保持清晰易讀,勉強允許使用 7 級字體 2。
向電子數據傳輸系統(EDT)的必然靠攏:
面對如此繁瑣、極易因人為排版疏失而導致專案退件的紙本規範,NBBI 的政策意圖已昭然若揭:透過提高紙本合規的隱性成本,迫使全球製造商全面放棄紙本作業。NBBI 在官方指引中強烈建議製造商,應全面轉向使用其開發的 National Board 電子數據傳輸系統(Electronic Data Transfer System, EDT) 進行在線填寫與電子註冊 2。
EDT 系統內建了 2025 年版的最新邏輯檢查機制,強制確保必填欄位無遺漏,自動處理多頁標頭的生成,並透過數位憑證完成製造商與 AI 的電子簽章。對於承接大型超臨界電廠專案、需要處理數以千計 BEP 管段與數百張 P-4A 表格的 EPC 統包商而言,將供應商合約強制綁定 EDT 系統提交,已成為 2025 年之後規避註冊退件風險、確保專案順利移交的唯一理性戰略選擇。
五、企業戰略藍圖:迎戰 2025 新規的品質管理系統(QMS)轉型之道
ASME BPVC 2025 年版在冷作應變限制、BEP 管轄釐清以及 NBIC 數據報告格式上的全面收緊,已不再是單純的技術更新,而是對企業整體專案管理與品質保證體系的一次壓力測試。持有 ASME 鋼印的管線預製廠、工程統包公司與材料供應商,必須立即啟動其品質管制手冊(QC Manual / QMS)的系統性改版。
依據 ASME BPV-GUI-01《ASME 審查小組指南》(Guide for ASME Review Teams)的指導原則,未來的 ASME 換證聯審(Joint Review)將高度聚焦於企業是否能將這些繁瑣的法規要求,轉化為日常且具強制力的內部作業流程 28。以下為應對 2025 版規範的四大戰略升級路徑:
5.1 設計與採購的前置化整合(Design-Procurement Synergy)
在 PG-19 與 Table PG-20 的苛刻限制下,若將管線設計與製造採購分開運作,將引發災難性的熱處理成本超支。
- 應變計算的強制植入: 設計單位的 3D 佈局軟體必須導入 PG-19 的應變公式。在輸出任何 BEP 等角圖(Isometric drawing)之前,系統必須自動計算冷彎應變。若針對 Grade 91 材料的應變計算值越過 20%(高溫區)或 25%(低溫區)的「正常化與回火」紅線,系統應發出強制警告,要求設計師修改佈局增大彎曲半徑,或直接改為採購鍛造銲接彎頭 4。
- 採購單(PO)的法規穿透力: 品保部門應修訂採購程序,確保發給冷彎分包商的採購單上,不僅註明材料與尺寸,更必須強制列出 ASME Section I 的熱處理要求 29。採購單必須明確要求供應商提交對應的熱處理時程曲線(Time-temperature charts),作為進料檢驗(Receiving inspection)的放行要件,防堵不合規的彎管進入廠區 29。
5.2 雙軌管轄下的現場視覺化與防錯機制(Poka-Yoke)
管線預製廠的車間往往同時處理 BEP(受 Section I 管轄)與 NBEP(僅受 B31.1 管轄)的管段。為了防止 NDE 人員忽略 T-150 程序展示要求而引發 AI 拒簽,廠房必須引入防錯機制。
- 圖面雙法規標註: 在所有發放至車間的製造圖面上,必須以醒目的顏色或欄位標註雙重屬性。例如,針對 BEP 管段,明確標示「技術依據:ASME B31.1 / 行政與檢驗:ASME Section I – 需 AI 見證」 10。
- NDE 派工單鎖定: QMS 中的 NDE 派工作業應與圖面屬性連動。當系統判定該管段為 BEP 時,派工單必須強制要求檢附「已獲當值 AI 簽署的 NDE 程序展示合格證明」,方能授權檢測技師前往現場進行 RT 或 UT 作業 9。
5.3 數據報告管理與 EDT 數位轉型
為徹底根除 NBIC 2025 年版紙本排版規則所帶來的退件夢魘,品保部門應全面重塑合規文書的產出流程。
- 強制 EDT 合約條款: 針對大型 EPC 專案,採購合約中應強制要求所有持有 “PP” 或 “S” 鋼印的次承包商,必須透過 National Board 的 EDT 系統產出並轉移 P-4A 表格,拒絕接受任何形式的紙本或 PDF 掃描檔提交 2。
- 內部查核清單升級: 若受限於客觀條件必須使用紙本,QMS 必須新增一份「NBIC 2025 格式查核表」,由品保主管在遞交給 AI 簽署前,逐項檢查:是否雙面列印?字體是否達到 8pt?多頁標頭是否齊全?每一頁是否都已留下授權代表與 AI 的縮寫簽名空間?任何一項不符,皆退回重印,確保一次通關 2。
六、結論與前瞻
ASME BPVC 2025 年版的頒布,代表著全球壓力容器與動力鍋爐建造標準向「冶金科學精確化」與「合規認證嚴密化」邁出了歷史性的一步。本報告透過深入解構 ASME Section I 與 B31.1 的法規條文,揭示了鍋爐外部管線(BEP)所面臨的深層挑戰與應對之道。
首先,BEP 獨特的「雙軌制」管轄(B31.1 主導技術,Section I 主導行政與檢驗)持續考驗著製造商對法規邊界的敏銳度。特別是在非破壞性檢測(NDE)領域,忽略 Section I 所強制要求的 T-150 程序展示(Procedure Demonstration),將導致檢驗結果無效與嚴重的專案延宕。這要求管線預製廠必須在其品質管理系統中,建立絕對清晰的 BEP 與 NBEP 識別機制。
其次,PG-19 應變計算模型的強制化與 Table PG-20 的修訂,對冷作彎管加工帶來了震撼性的冶金限制。針對高階的潛變強度強化鐵素體鋼(如 Grade 91),規範依據設計溫度設定了 20% 與 25% 的嚴酷應變紅線。一旦跨越此紅線或涉及擴口、鐓粗等局部加工,規範將強制要求進行難度極高的「正常化與回火」熱處理,這在實務上幾乎等同於宣判小半徑厚壁彎管的死刑。此一變革迫使 EPC 統包商必須將法規知識與應變計算前置於 3D 管線佈局的設計初期,從源頭規避不合理的幾何設計。
最後,伴隨 ASME 2025 年版的生效,NBIC 亦針對 P-3 主數據報告與 P-4A 管線數據報告下達了極度嚴苛的紙本排版與簽署禁令。從 6pt/8pt 的字體限制到強制的雙面列印與多頁標頭規範,這場行政風暴的真實意圖,在於強力驅動全球供應鏈徹底揚棄紙本作業,全面投向國家委員會電子數據傳輸系統(EDT)的懷抱。
展望未來,面對 2026 年 1 月 1 日即將落下的合規斷頭台,產業界已無妥協的空間。唯有具備跨部門協作能力、深刻理解法規演進脈絡,並果斷擁抱數位化認證流程的企業,方能在這場名為「ASME 2025」的法規大考中脫穎而出,確保其設計與製造的發電設備能在極端環境下安全、合規且高效地運行,進而穩固其在全球高階能源裝備市場中不可撼動的領導地位。
參考文獻
- ASME Boiler and Pressure Vessel Code (BPVC), https://www.asme.org/codes-standards/bpvc-standards
- The 2025 revisions to the ASME BPV Code and NBIC report forms became mandatory on January 1, 2026. – The National Board of Boiler and Pressure Vessel Inspectors, https://www.nationalboard.org/PrintPage.aspx?pageID=9
- Manufacturer’s Data Report Registration – The National Board of Boiler and Pressure Vessel Inspectors, https://www.nationalboard.org/index.aspx?pageID=9
- Boiler Repair and Heat Treatment Guidelines | PDF – Scribd, https://www.scribd.com/document/935191966/ASME-Sec-I-2025-77
- Heat Treatment and Forming Strain Guidelines | PDF – Scribd, https://www.scribd.com/document/935191977/ASME-Sec-I-2025-76
- Power Boiler Piping – Tetra Engineering, https://www.tetra-eng.com/whitepaper/power-boiler-piping
- 1, POWER PIPING – ASME Digital Collection, https://asmedigitalcollection.asme.org/ebooks/book/chapter-pdf/2794329/802694_ch16.pdf
- ASME Section I and B31.1 – Power Boilers and Components (E25) – Munich Re, https://www.munichre.com/content/dam/munichre/hsb/hsb-iic/documents/hsb-gies-asme-section-i-b31-1-e25.pdf/_jcr_content/renditions/original.media_file.download_attachment.file/hsb-gies-asme-section-i-b31-1-e25.pdf
- NDE Procedure Demonstrations in Saskatchewan (July 2025), https://www.tsask.ca/publication/nde-procedure-demonstrations-in-saskatchewan/
- Chapter SPS 341 EXCERPTS FROM: POWER PIPING CODE ANSI/ASME B31.1 2010 EDITION – Wisconsin Legislative Documents, https://docs.legis.wisconsin.gov/document/administrativecodearchive/677/insert/sps%20341%20Appendix%20D.pdf
- ASME-B31.1.pdf – Future Energy Steel, https://energy-steel.com/wp-content/uploads/2025/03/ASME-B31.1.pdf
- ANSI/ASME B31.1, “Power Piping” American National Standard Institute, Contents Through Table A-3., https://www.nrc.gov/docs/ML0314/ML031470592.pdf
- ASME Piping Code: B31.1, Power Piping – ASME Digital Collection, https://asmedigitalcollection.asme.org/books/chapter-pdf/4105045/861318_ch35.pdf
- Chapter SPS 341 EXCERPTS FROM: ASME BOILER AND PRESSURE VESSEL CODE SECTION I – Wisconsin Legislative Documents, https://docs.legis.wisconsin.gov/document/administrativecode/ch.%20SPS%20341%20Appendix%20A.pdf
- ASME B31.1 Power Piping Code Overview (Online Course), https://www.asme.org/learning-development/find-course/essentials-b31-1-power-piping-code
- Power Piping – ASME, https://www.asme.org/codes-standards/find-codes-standards/b31-1-power-piping
- ASME B31.1-2024: Power Piping [New] [Changes] – The ANSI Blog, https://blog.ansi.org/ansi/asme-b31-1-2024-power-piping-changes/
- 2025 NBIC Part 3 Code Changes Summary | PDF | Welding | Construction – Scribd, https://www.scribd.com/document/951030253/2025-LRQA-Changes-NBIC-Part3-Final-Format
- ASME B31.3 Process Piping Guide – LANL Engineering Standards, https://engstandards.lanl.gov/esm/pressure_safety/Section%20REF-3-R0.pdf
- I RULES FOR CONSTRUCTION OF POWER BOILERS, https://minhaterralegal.com.br/site/wp-content/uploads/2020/12/ASME%20BPVC.I%20%28ASME%20BPVC%20Section%20I%29%202025.pdf
- ASME BPVC.CC.BPV.I (ASME Code Cases BPV) 2025 PDF, http://ogemetal.com/3d/3750/JAKLI/ASME%20BPVC.CC.BPV.I%20%28ASME%20Code%20Cases%20BPV%29%202025.pdf
- ASME Boiler and Pressure Vessel Code Evaluation and Equivalence Study for Liquefied Natural Gas Facilities – Regulations.gov, https://downloads.regulations.gov/PHMSA-2018-0046-0006/attachment_3.pdf
- Course for “ASME B&PV Code: SEC VIII Division 1, Design and Fabrication of Pressured Vessels (Includes Alteration and R,
- ASME BPVC latest Edition – Major Changes – PED – Pressure Equipment Directory, https://ped-online.com/asme-bpvc-latest-edition-major-changes/
- form p-4a manufacturer’s data report for fabricated piping – ASME, https://www.asme.org/wwwasmeorg/media/ResourceFiles/AboutASME/standards_certification/BPVC%20Data%20Forms/BPVC_I_P-4A.pdf
- form p-3 manufacturer’s data report for watertube boilers, superheaters – ASME, https://www.asme.org/wwwasmeorg/media/ResourceFiles/AboutASME/standards_certification/BPVC%20Data%20Forms/BPVC_I_P-3.pdf
- ASME Data Report Forms, https://www.asme.org/codes-standards/publications-information/asme-data-report-forms
- BPV-GUI-01 Issue 2 08-28-2025 – ASME, https://www.asme.org/getmedia/481338d5-9bf4-464d-a192-f2653fdff50e/BPV-GUI-01-Guide-for-ASME-Review-Teams-(General)-Issue-2.pdf
- BPV National Board and ASME Guide, https://www.asme.org/wwwasmeorg/media/resourcefiles/shop/certification-accreditation/bpv-certification/bpv-national-board-and-asme-guide.pdf