
一、 燃煤發電工程中氣固兩相流管線之結構完整性挑戰與技術演進
在全球能源供應的基礎架構中,燃煤火力發電廠持續扮演著提供基載電力的關鍵角色。然而,燃煤發電過程中無可避免地會產生數量龐大的固體副產品。據統計,全球每年產生高達一億二千九百萬噸以上的煤灰(Coal Ash) 1。這些飛灰(Fly Ash)與底灰(Bottom Ash)必須透過高效且可靠的物料搬運系統,從靜電集塵器(Electrostatic Precipitator, ESP)或袋式集塵器(Baghouse)下方的灰斗,長距離輸送至儲灰倉或最終的掩埋場及資源化利用設施 2。早期的電廠多採用機械式輸送帶系統,但這類系統不僅佔地面積龐大,且在輸送過程中容易引發粉塵外洩,甚至因飛灰中殘留的未燃燒碳(Unburned Carbon)與空氣接觸而引發悶燒或火災 2。
為了解決機械輸送的弊端,現代大型超臨界(Supercritical)燃煤電廠已全面轉向採用氣力輸送系統(Pneumatic Conveying Systems) 3。氣力輸送系統具有佔地小、佈置靈活、全密閉無粉塵污染等優勢,但同時也為管線系統的結構完整性帶來了前所未有的嚴苛挑戰。飛灰顆粒本質上是由二氧化矽、氧化鋁、氧化鐵等硬質礦物組成,不僅具有極高的莫氏硬度,且在微觀下呈現不規則的稜角狀 6。當這些高硬度顆粒在壓縮空氣的驅動下,以每秒十幾公尺的高速在管線內壁滑動與碰撞時,會產生極具破壞性的沖刷磨耗(Erosion) 6。
在整套氣力輸送管網中,方向發生改變的彎管(Elbows 或 Bends)是磨耗最為集中且最易發生貫穿失效(Perforation Failure)的脆弱節點 8。為抵禦極端的沖刷磨耗,傳統的碳鋼彎管、鑄鐵彎管或甚至高合金耐磨鋼彎管已逐漸無法滿足現代電廠對於長週期安全運轉的需求。取而代之的是採用先進材料技術製造的「陶瓷內襯複合鋼管」(Ceramic-Lined Composite Steel Pipes) 1。這類複合管結合了內層剛玉陶瓷(α-Al2O3)的超高硬度與優異的耐高溫、抗腐蝕特性,以及外層無縫鋼管的結構韌性與承壓能力,其耐磨壽命可達傳統鋼管的五倍以上,且重量僅為傳統耐磨合金管的二分之一 1。
儘管陶瓷內襯彎管在抗磨耗性能上取得了巨大成功,但其極端的雙金屬/非金屬複合層次結構,卻為管線系統的應力分析(Stress Analysis)與柔性設計(Flexibility Design)帶來了極大的計算難題。在管線工程界,ASME B31 系列規範(如 B31.1 動力管線規範與 B31.3 製程管線規範)長期以來是指導設計的絕對準則 13。然而,這些傳統規範中關於彎管應力強度因子(Stress Intensification Factor, SIF)與柔性因子(Flexibility Factor, FF)的計算公式,多半基於半個世紀前針對均質單層碳鋼管所進行的經驗疲勞測試,並未涵蓋雙層或多層複合管線的複雜受力行為 16。將傳統的單一 SIF 值強行套用於剛度極高、材料呈顯著非均質(Non-homogeneous)特性的陶瓷內襯彎管上,往往會導致熱膨脹應力與疲勞壽命的嚴重誤判 16。
隨著 ASME B31J 規範(Stress Intensification Factors (i-Factors), Flexibility Factors (k-Factors), and their Determination for Metallic Piping Components)的正式頒布,管線應力工程進入了一個基於嚴謹數值模擬與方向性參數矩陣的新紀元 20。本報告將深入探討飛灰氣力輸送系統的流體動力學與侵蝕機制,剖析離心自蔓延高溫合成(SHS)陶瓷複合管的微觀力學特性,並詳細論證如何透過建立「當量單層管模型」(Equivalent Pipe Model),結合 ASME B31J 規範的前瞻性 SIF 算法與三維有限元素分析(FEA),對電廠飛灰輸送陶瓷內襯彎管進行全面、精確的應力強度與疲勞壽命綜合評估。
二、 飛灰氣固兩相流動力學特性與侵蝕-疲勞協同劣化機制
要精確評估陶瓷內襯彎管的疲勞壽命,必須首先釐清管內流體的物理狀態及其與管壁材料的交互作用機制。氣力輸送並非單純的氣體流動,而是一個高度非線性的氣固兩相流(Gas-Solid Two-Phase Flow)熱力學過程,其壓力、速度與溫度在管線長度方向上呈現持續的動態變化 22。
2.1 氣體膨脹效應與臨界輸送速度
在氣力輸送系統中,壓縮空氣作為載體(Prime mover),將灰斗中的飛灰沿著數百公尺甚至數公里的管線推送至終點 1。根據氣體動力學與波以耳定律(Boyle’s Law),沿著管線從起始點到排放點,系統的絕對壓力(System pressure)必然呈現持續遞減的趨勢。隨著壓力的下降,氣體的比容(Specific volume)逐漸膨脹,這直接導致了管內氣流速度的急遽增加(根據公式P1 V1=P2 V2) 22。
這種速度的增加在管線末端尤為顯著,也是導致末端彎管磨耗最為嚴重的物理根源。為了確保飛灰顆粒能夠穩定懸浮並持續向前推進而不發生管線堵塞(Plugging 或 Damming),系統必須維持一個高於鹽躍速度(Saltation velocity)的最小輸送風速 2。對於具備較高密度且呈球形特徵的飛灰顆粒而言,在傳統的稀相輸送(Dilute-phase conveying)系統中,通常需要維持約 11 至 12 m/s(相當於 2,200 至 2,400 ft/min)的高速氣流 7。然而,若輸送速度過高,固體顆粒撞擊管壁所具備的動能(Ek=1/2 mv2)將呈幾何級數放大,導致極端的管壁磨損;反之,若速度過低,大宗粉粒如氧化鋁粉、粗飛灰等極易在流速 600 至 2000 fpm 區間內發生堆積與壓實,形成難以清除的長段阻塞 7。
為了在防堵塞與防磨耗之間取得平衡,現代電廠多引入了雙泵恆壓氣力輸送技術(Double-pump constant pressure conveying system)或低速密相(Dense-phase)輸送技術 24。以雙泵系統為例,透過精密的 PID 自動調諧控制(PID auto tuning)與高低壓檢測,系統能在卸灰時將排放壓力維持在約 0.4 MPa,並在吹掃階段將壓力降至 0.25 MPa,藉此最大化灰氣比(Solid-to-gas ratio),將平均輸送速度控制在 8 m/s 左右,從而在維持 20 t/h 以上輸送效率的同時,大幅降低沿線管線與閥門的壓力損失與磨耗 24。相比之下,密相輸送系統(如 Ashveyor 技術)則進一步將飛灰以類似「柱塞」(Slug)的形式在管內低速推移,徹底顛覆了傳統稀相系統的高速撞擊模式 25。
2.2 沖刷磨耗的非線性放大效應
儘管透過系統控制可以降低流速,但在氣流通過彎管時,流場的急遽改變仍會造成嚴重的局部侵蝕。流體力學研究表明,材料的特定侵蝕率(Specific erosion)與顆粒撞擊速度之間存在著高度的非線性正相關,其經驗公式可表達為:Specific erosion=(Ratio of velocity )2.65 23 這項物理關聯性揭示了一個驚人的事實:假設密相系統的過彎流速為 500 fpm,而稀相系統的流速為 3500 fpm,則兩者的流速比為 7。將其代入公式計算(3500/500)2.65,意味著稀相系統對彎管管壁的磨耗量將是密相系統的約 175 倍 23。這種指數型的磨耗增長,突顯了流速控制與採用超硬度陶瓷內襯的絕對必要性。
當氣固兩相流進入彎管時,由於離心力的作用,質量較大的飛灰顆粒會脫離氣流流線,被拋向彎管的外緣(Extrados)與背部區域。顆粒的幾何形狀對侵蝕模式有著決定性的影響:帶有尖銳稜角的顆粒在較淺的衝擊角(Shallow impact angles)下,會產生強烈的切削(Cutting)與微觀犁溝(Gouging)效應;而較為圓滑的顆粒則傾向於透過反覆的撞擊與擠壓,引發材料表面的疲勞剝落(Fatigue flaking) 6。
2.3 侵蝕與熱機疲勞之協同劣化機制 (Erosion-Fatigue Synergy)
傳統的工程觀點往往將「管壁磨損減薄」與「管線應力疲勞」視為兩個獨立的失效模式。然而,在實際的飛灰輸送陶瓷內襯彎管中,這兩者發生了深度的物理耦合,形成了破壞力極強的「侵蝕-疲勞協同劣化機制」(Erosion-Fatigue Synergistic Degradation Mechanism) 26。
陶瓷材料(α-Al2O3)雖然具有極高的壓縮強度與硬度,但其斷裂韌性(Fracture toughness)相對較低,對於微裂紋的敏感度極高 28。當飛灰顆粒以每秒數十公尺的速度連續轟擊陶瓷內襯表面時,儘管無法輕易切削陶瓷,但局部的極高接觸應力會在地表下方萌生微觀的赫茲裂紋(Hertzian cracks)或表面缺陷 6。
在此同時,整個管線系統正承受著宏觀的熱機負載(Thermo-mechanical loads)。電廠機組的啟動、滿載運行與停機,會使管線溫度在環境溫度與高達 350°C(若連接至省煤器 Economiser)之間劇烈循環 25。這種巨大的熱梯差促使管線產生熱膨脹與收縮,對彎管施加了強烈的面內(In-plane)與面外(Out-of-plane)交變彎矩 16。此外,恆壓雙泵系統的氣流脈衝、閥門的頻繁開關,以及密相彈狀流(Slug flow)通過彎管時所產生的低頻振動力,亦持續疊加於其上 24。
當這些全局的交變應力與壓力脈動作用於被飛灰侵蝕、佈滿微裂紋的粗糙表面時,應力集中效應會使得裂紋尖端的應力強度因子(Stress Intensity Factor, KI)迅速超越材料的斷裂臨界值。微裂紋開始加速向陶瓷層深處延伸,並在微觀層面形成相互交錯的損傷網絡 26。當裂紋穿透整個陶瓷層,抵達陶瓷與鋼管的過渡層界面時,若伴隨著彎管面外變形所引發的層間剪切應力(Interlaminar shear stresses),將直接導致介面強度的崩潰,引發大面積的黏合劑退聚(Adhesive decohesion)與界面脫層(Delamination) 26。一旦堅硬的陶瓷層剝落,裸露出的底層碳鋼或過渡層將在極短的時間內被高速飛灰沖刷殆盡,導致設備非計畫性停機 33。因此,準確評估彎管在這種侵蝕與疲勞耦合狀態下的真實應力分佈,是確保系統長期穩定運作的基石。
三、 離心自蔓延高溫合成 (SHS) 陶瓷鋼複合管之熱力學與微觀力學本構特性
要對陶瓷內襯彎管進行高精度的應力分析,不能僅將其視為幾何尺寸的疊加,而必須深刻理解其製造工法所賦予的特殊材料本構關係(Constitutive Relations)與初始殘餘應力場。目前工業界廣泛應用的陶瓷內襯鋼管,絕大多數是透過離心自蔓延高溫合成(Centrifugal Self-Propagating High-Temperature Synthesis, 簡稱 SHS)技術所製造 10。
3.1 SHS 燃燒合成與多層階層式結構
SHS 是一項極具巧思的先進材料合成技術。製造過程中,將按精確比例混合的鋁粉(Aluminum powder)與金屬氧化物(通常為氧化鐵Fe3O4 或 Fe2O3),均勻填入無縫碳鋼管的內部 10。隨後,將鋼管置於大型離心機上進行高速旋轉,並透過電弧或特殊引燃劑在管內點燃反應。
這是一場極為劇烈的鋁熱還原放熱反應,其化學方程式如下: 3Fe3O4+8Al→4Al2O3+9Fe+3.3MJ (大量熱能) 此化學反應具備自我維持(Self-sustained)的特性,高溫燃燒波以極快的加熱速率在混合粉末中迅速蔓延,瞬間產生高達 2000°C 至 3000°C 的極端高溫,使得反應產物(氧化鋁與鐵)完全處於液態熔融狀態 10。
在離心機高速旋轉所產生的強大離心加速力(通常超過 100 G)作用下,熔融狀態的產物會依據密度的差異發生完美的分層現象。密度較大的液態鐵(約7.8g/cm3)被強烈甩向外層,緊貼並部分熔融碳鋼管的內壁;而密度較小、較輕的液態剛玉陶瓷(α-Al2O3,密度約3.9 g/cm3)則懸浮並分布於最內層 11。在反應過程中,強大的離心力同時發揮了排氣與除雜的作用,將氣泡與雜質擠出熔體,確保了陶瓷層的緻密性 11。
隨著系統迅速冷卻凝固,管壁由外至內形成了一個緊密結合的三層階層式結構(Hierarchical structure):
- 外層:承壓碳鋼管(Base Steel Pipe),提供系統所需的韌性、抗拉強度與承受內部流體壓力的能力 12。
- 中間層:鐵-鋁合金過渡層(Fe-Al Transition Layer),這是一層極薄但至關重要的金屬冶金過渡帶。在 SHS 高溫下,部分熔融的鐵與外層碳鋼發生了冶金擴散與融合,確保了內外層之間強大的機械互鎖(Mechanical interlocking)與部分冶金結合 11。
- 內層:剛玉陶瓷耐磨層(Corundum Ceramic Layer),由高純度的α-Al2O3 構成,呈現緻密的晶體結構,提供卓越的抵抗固體顆粒磨耗與高溫腐蝕的能力 1。
| 物理與力學性質項目 | 剛玉陶瓷層 (α−Al2O3) | 外層無縫碳鋼管 (以常見 A106 Grade B 為例) | 複合管系統綜合表現 |
| 密度 (g/cm3) | 3.8 – 3.9 | 7.85 | – |
| 楊氏彈性模數 (GPa at 20°C) | 277 36 | 200 – 210 | 介於兩者之間 (依等效模型而定) |
| 線熱膨脹係數 (10-6/K) | 7.2 36 | 11.5 – 12.5 | 介於兩者之間 (受面積比例加權) |
| 熱傳導率 (W/m·k at 20°C) | 20 36 | 45 – 50 | 呈現雙層熱阻疊加 |
| 硬度 | 莫氏硬度 9.0 28 | HB 130 – 150 | – |
| 抗彎/抗拉強度 (MPa) | ≧290 (抗彎) 36 | ≧415 (抗拉極限) | – |
| 斷裂韌度 (MPa ·m1/2) | ≧4.8 36 | ≒50-100 | 鋼管提供止裂 (Crack arrest) 能力 |
| 環向抗壓/抗拉強度 (MPa) | – | – | 整體環向強度 300 – 500 MPa 1 |
| 層間壓縮-剪切強度 (MPa) | – | – | 介面結合力 15 – 20 MPa 36 |
3.2 殘餘熱應力場的演化與雙應力平衡狀態
複合管在從幾千度的高溫熔融狀態冷卻至室溫(約 20°C)的過程中,經歷了複雜的熱收縮與熱應力演化。這是因為碳鋼的線熱膨脹係數(約 12*10-6/K)顯著大於內層剛玉陶瓷的線熱膨脹係數(約7.2*10-6/K) 36。
在冷卻的最後階段,外層鋼管傾向於發生更大幅度的收縮,但這種劇烈的體積縮小受到了內部剛性極高的陶瓷層(楊氏模數高達 277 GPa 36)的強烈抵抗與約束。這種材料特性的巨大錯配(Mismatch),在室溫下創造了一個極為特殊且具有高度工程價值的「雙應力平衡狀態」(Dual-stress equilibrium state):
- 內層陶瓷: 承受著極大的殘餘壓應力(Compressive Stress) 12。對於陶瓷這類脆性材料而言,這是一種極為有利的預應力狀態(Pre-stressed state)。因為微裂紋的擴展必須依賴張應力(Tensile stress)將裂紋表面撕開,而強大的殘餘壓應力會將陶瓷內部的微觀缺陷緊緊壓實,從根本上提高了陶瓷層抵抗飛灰撞擊與機械衝擊的斷裂韌性 12。
- 外層鋼管: 為了與內層陶瓷的壓應力達成整體的靜力平衡,外層鋼管被強行「撐開」,處於持續的殘餘張應力(Tensile Stress)狀態 12。這使得外層鋼管儲存了大量的應變能。
這個殘餘應力場並非靜態不變,而是高度依賴於管線的工作溫度。當電廠飛灰管線投入運行,輸送帶有熱能的物料,使管壁溫度逐漸升高時,由於熱膨脹係數的差異,外層鋼管的膨脹量會大於內層陶瓷。這導致了室溫下建立的殘餘應力場被新產生的熱應力場逐漸抵消。研究指出,當溫度上升至 400°C 左右時,兩者產生的應力恰好相互抵消,使得複合管在此溫度下幾乎處於無應力的理想狀態 12。
此外,微觀有限元素分析證實,陶瓷層與合金過渡層(C-A 界面)的結合力特性會隨著溫度發生關鍵性轉變。在低溫環境下,C-A 介面主要依賴強大的擠壓殘餘應力所形成的「機械結合力」(Mechanical bonding force);而當溫度升高(臨界轉變溫度約為 200°C)時,殘餘壓應力消退,機械結合力下降,此時主要由過渡層與底層鋼管(A-T 界面)之間的「冶金結合力」(Metallurgical bonding force)來主導整體的抗剪切能力 35。這深刻表明,在模擬飛灰輸送管線(其溫度可能在常溫至 350°C 間劇烈變動 25)的應力邊界條件時,必須將這種高度動態的應力解鎖與介面強度轉變納入考量。
四、 當量單層管模型 (Equivalent Pipe Model) 於複雜管網柔性分析之理論建構
在真實的燃煤電廠中,飛灰輸送管線往往綿延數公里,包含數百個彎管、三通(Tees)、異徑管(Reducers)與閥門,並穿梭於鍋爐房、管線橋架(Pipe racks)與灰倉之間 1。為了確保整套管線系統在自重、內壓、熱脹冷縮以及潛在的地震負荷下不會發生破壞,工程師必須進行系統級的管線柔性分析與應力評估(Flexibility and Stress Analysis)。目前工業界絕大多數依賴宏觀的有限元素彈性力學軟體,如 Hexagon 的 CAESAR II 或 Bentley 的 AutoPIPE 來執行這些計算 13。
4.1 傳統簡化模型的致命缺陷
然而,現行的管線應力分析主流標準(如 ASME B31.1 動力管線規範與 ASME B31.3 製程管線規範)主要針對均質的單一金屬管線而設,並未針對包含多種材質、大厚度內襯的「雙金屬/非金屬複合管」提供具體的幾何與剛度計算守則 17。面對 CAESAR II 軟體中僅能輸入單一材料參數的限制,過去的管線設計工程師往往採取一種極度簡化且危險的做法:「將陶瓷內襯管簡化為僅考慮外層碳鋼管,完全忽略內部陶瓷層的厚度、剛度與承壓效應」 17。
這種過度簡化會對應力計算帶來嚴重的系統性誤差與工程災難。內層剛玉陶瓷不僅厚度可觀(通常達到管徑的數分之一),且其楊氏模數(277 GPa)遠高於碳鋼(200 GPa) 36。忽略陶瓷層的直接後果是嚴重低估了管線系統的總體彎曲剛度(Bending Stiffness)與軸向剛度。這會導致電腦模型預測出的管線具有不切實際的「高柔性」(High flexibility),使得計算出的熱膨脹位移量過大,而傳遞至固定錨固點(Anchors)或昂貴設備管口(Nozzle)的推力與彎矩卻被嚴重低估 4。此外,近期的有限元素與理論推導研究證實,若忽略內襯的承壓效應,將無法正確計算多物理場耦合下的應力交互作用,導致在極端操作條件下,外層鋼管的實際應力計算誤差可高達 16.63% 18。這 16.63% 的誤差足以將原本處於安全邊際內的管線推入屈服或疲勞斷裂的危險區域。
4.2 當量單層管模型之數學與力學推導
為了解決多層實體模型無法直接導入宏觀管線分析軟體的問題,同時避免直接忽略內襯所帶來的龐大誤差,學術界與工程界發展出了「當量單層管模型」(Equivalent Single-Layer Pipe Model)理論 17。該理論的核心思想是:透過嚴格的力學等效原則,將複合管的多層幾何參數與異質材料特性(外徑、壁厚、彈性模數、熱膨脹係數、密度),數學降維轉換為一根由「虛擬等質材料」構成的單層管。這根虛擬管線在承受軸向力、彎矩、扭矩與熱溫度梯度時的宏觀變形量與反作用力,必須與真實的陶瓷內襯鋼管完全等價 18。
以下為建構當量管模型的關鍵等效參數推導邏輯(為簡化推導,暫忽略厚度極薄且彈性模數接近鋼的 Fe-Al 過渡層):
設外層碳鋼管之下標為 o (Outer),內層陶瓷之下標為 i (Inner),等效單層管之下標為eq (Equivalent)。
- 彎曲剛度與軸向剛度等效 (Stiffness Equivalence): 為確保等效管在彎矩作用下的曲率以及軸向力作用下的伸長量與原複合管相同,系統的總抗彎剛度與軸向剛度必須維持守恆: Eeq Ieq=Eo Io+Ei Ii(抗彎剛度守恆) 43 Eeq Aeq=Eo Ao+Ei Ai (軸向剛度守恆) 43 其中,I 為截面面積慣性矩,A 為截面積。為符合商業軟體(如 CAESAR II)以管線外徑作為輸入基礎的習慣,通常在數學求解時,會強行指定等效管的外徑等於原鋼管的外徑( Deq = D0,out)。在給定Deq 後,透過應變能等效法(Strain Energy Equivalence method)或面積等效法,可聯立上述兩式反求出虛擬的等效壁厚teq 與等效楊氏彈性模數Eeq 41。實驗與數值驗證顯示,基於應變能等效法求得的等效厚度,能使臨界壓力的預測保持在安全的保守狀態,極具工程應用價值 43。
- 等效熱膨脹係數 (Equivalent Coefficient of Thermal Expansion, αeq): 在均勻環境溫度變化ΔT下,熱膨脹係數較大的鋼管欲發生較大的伸長,而膨脹係數較小的陶瓷層則伸長較少。兩者透過結合介面的強大層間剪力互相牽制,最終達到一個居中的協調變形長度。基於內力平衡(鋼管受壓、陶瓷受拉,系統總外力ΣF = 0)與變形協調條件(兩層的最終真實軸向應變相等),可以推導出複合系統的當量熱膨脹係數公式:
αeq=(Eo Ao αo+Ei Ai αi)/(Eo Ao+Ei Ai ) 18 這個公式深刻揭示了陶瓷內襯對管線熱力學行為的「牽制下拉效應」。由於陶瓷層不僅截面積Ai 佔比不低,且其楊氏模數Ei(277 GPa)遠高於鋼管,這使得αi 在加權平均中佔據極大優勢。最終計算出的αeq 將顯著低於純碳鋼的12*10-6/K,這意味著在相同的操作溫度下,陶瓷內襯管網的整體熱膨脹位移將比純鋼管系統小得多,為管線佈局提供了更大的彈性 18。
- 等效密度與質量分布 (ρeq): 為了確保在計算管線自重彎矩、支架下垂量以及進行模態分析(Modal analysis)、地震頻譜響應等動態分析時,系統具有正確的慣性質量分布,等效管的單位長度質量必須等於真實的雙層管:ρeq=(ρo Ao+ρi Ai)/Aeq 41
透過上述嚴密的力學與數學轉換機制,Tianping Gu、Zhanghua Lian 等學者的研究團隊證實,將這套當量幾何與材料參數輸入至 CAESAR II 等商業應力分析軟體中,不僅能極大地簡化幾何建模的複雜度,且其對於節點力、力矩與位移的計算精度,與耗費龐大運算資源的 3D 三維實體有限元素法(FEA)分析結果高度吻合 18。這套當量管理論為工程師提供了一把可靠的鑰匙,使其能夠在宏觀層面精準掌握陶瓷複合管網的全局響應。
五、 ASME B31J 規範對應力強度因子 (SIF) 與柔性因子 (FF) 之革命性重塑
在成功透過當量模型解決了管網全局的「剛度與位移」問題後,應力分析的下一個核心任務,是將宏觀模型計算出的節點彎矩,轉換為彎管局部的「真實最大應力」。在管線系統中,彎管(Elbow)是負責吸收熱膨脹位移的關鍵柔性元件。然而,當彎管承受彎矩作用時,其管壁截面會發生顯著的「橢圓化變形」(Ovalization) 50。這種橢圓化不僅改變了截面慣性矩,更會在管壁特定位置引發強烈的局部應力集中(Local Stress Concentration),使得實際發生的峰值應力遠遠大於根據傳統純梁理論(Beam Theory, σ=My/I)計算出的名目應力。
為了在不建立複雜 3D 有限元素模型的前提下量化這種應力放大效應,工程界引入了兩個至關重要的修正乘數:應力強度因子(Stress Intensification Factor, 簡稱 SIF 或 i),用於將名目應力放大為真實峰值應力;以及柔性因子(Flexibility Factor, 簡稱 FF 或 k),用於量化彎管相較於同長度直管更容易發生彎曲變形的程度 13。
5.1 傳統 B31.1 / B31.3 規範經驗法則的歷史侷限性
在長達數十年的時間裡,包含 ASME B31.1(動力管線)與 B31.3(製程管線)在內的國際主流規範,一直依賴 A.R.C. Markl 在 1950 年代初期進行的單平面疲勞斷裂實驗結果來推導這兩個參數 16。 在 Markl 的理論框架中,引入了一個無因次的幾何柔性特徵值(Flexibility Characteristic, h):h=tnR/r2 19 其中, tn為彎管的名目壁厚,R 為彎曲的曲率半徑(例如長半徑彎管的1.5D),r為管截面的平均半徑 19。
基於此特徵值,舊版 B31.3 規範給出了針對所有平滑彎管的統一公式: 柔性因子k=1.65/h 20 應力強度因子I=0.9/h2/3 19
這種傳統的經驗法則在處理現代複雜管線(尤其是陶瓷內襯複合管)時,暴露出兩個致命的缺陷與工程隱患:
- 缺乏方向性差異(Lack of Directionality): 這是舊規範最為人詬病之處。在三維空間中,彎管受到的力矩可分解為面內彎矩(In-plane moment, Mi,使彎管如同鉸鏈般開合)、面外彎矩(Out-of-plane moment, Mo,使彎管發生空間扭轉交叉)以及扭轉彎矩(Torsional moment,Mt)。舊版 B31 規範將這三個截然不同的受力模式混為一談,使用上述單一的 SIF 值(i)套用於幾何合成彎矩上:Sb=√((iMi )2+(iMo )2 )/Z (註:某些早期版本甚至對所有方向取相同的 i) 16 對於 SHS 陶瓷複合管而言,這種單一假設是災難性的。因為面內彎矩引發的截面橢圓化,主要在管壁的拉伸與壓縮側產生環向應力,這直接挑戰陶瓷與過渡層的擠壓強度;然而,面外彎矩的扭轉變形,則會在不同材質的交界面(C-A 界面或 A-T 界面)上產生極強的層間剪切應力(Interlaminar Shear Stress)。陶瓷層對面內壓縮與面外剪切的容忍極限截然不同,若不加以區分,勢必無法精準捕捉導致脆性脫層的致命元凶 16。
- 數值的過度保守與不適用性: 65/h的柔性因子公式被證明對於大徑厚比(D/T)的彎管過於保守,導致軟體預測的管線剛度過大 55。這迫使工程師在系統中增加不必要的膨脹節(Expansion joints)或昂貴的剛性支撐,徒增建造成本。更重要的是,對於 SHS 製程製造的「雙層複合幾何」,舊版規範手冊中根本不存在對應的查表數據,若強行代入單層碳鋼的經驗公式,其合理性與安全性皆無法通過嚴格的工程審核 13。
5.2 ASME B31J 規範的革命性變革與分析優勢
為徹底解決這些歷史遺留問題,ASME 頒布了 B31J 規範。B31J 的出現,象徵著管線應力評估從「粗略的經驗估算」跨入「基於嚴格測試與物理推導的科學精準」階段 16。它對於陶瓷內襯彎管的疲勞分析具有以下幾項革命性的推動作用:
- 強制的方向性 SIF 與柔性因子拆分: B31J 徹底打破了單一 SIF 的迷思,強制要求針對每一個管件,必須分別確立與計算面內(In-plane SIF,ii)、面外(Out-of-plane SIF,io)甚至扭轉方向(Torsional SIF,it )的專屬放大因子 16。 例如,針對部分管件,其方向性公式可能被細化為: 面內ii=0.6+0.003(αT2/T1 )8 (D2/T2 )0.25 (D2/r2 ) (概念性表示其對幾何比例與溫度熱效應的深入考量) 52 在柔性因子方面,B31J 將平滑 90 度彎管的k 值修正為更為精確的:k=1.3/h (取代了舊版的1.65/h) 20 這項修正降低了模型中不合理的剛度預測,使得熱膨脹的計算更貼近真實物理現象,直接減少了過度設計的浪費 39。同時,B31J 也明確定義了如何套用方向性 SIF 來計算最終的合成彎曲應力Sb,確保面外剪切力效應被精準放大 19。
- 標準化「虛擬測試樣本 (Virtual Test Specimen)」程序的確立: 這是 B31J 對於新興複合材料管線(如 SHS 管)最偉大的一項貢獻。對於在現有 ASME B16.9 尺寸標準中找不到對應參數的「特殊或修改幾何(Special or modified geometries)」,過去工程師面臨無法可依的窘境 13。B31J 提供了一套官方認可的標準協議(Test protocol):允許工程團隊使用三維有限元素分析(FEA)軟體(如 ANSYS, Abaqus)建立「虛擬測試樣本」 13。 這意味著,電廠設計者可以建立一個包含內部陶瓷層、合金過渡層與外部鋼管的微觀 3D 實體模型。透過在模型兩端施加單位大小的面內與面外彎矩,讀取並提取三相邊界(Three-phase boundary)或最脆弱點的峰值主應力。將此峰值應力除以名目梁應力(Nominal beam stress),即可合法地反推衍生出該款 SHS 陶瓷彎管獨一無二的ii 與io 值 13。
- 多物理場邊界條件的修正: 與舊規範不同,B31J 強調了內部壓力(Internal pressure)對於管件抗彎剛度與 SIF 的抵消或加乘效應,並引入了壓力修正的 SIF(Pressure SIF, ip)概念 56。此外,對於管端若有銲接法蘭(Flanges)所造成的「端部加固效應(Stiffening Effect)」,B31J 亦提供了精確的修正乘數,使得短半徑或空間受限的彎管行為評估更加無懈可擊 20。
透過將透過 FEA 客製化推導出的ii 與io 以及修正後的柔性因子 k 匯入 CAESAR II 的 B31J 模組(Enforce B31J SIFs Only)中 20,全球團隊從印度的細部設計師到休士頓的應力分析專家,便能在同一個高度精確且具備法規認可的力學語言下,完成飛灰輸送管網的全局疲勞與應力掃描 16。
六、 多物理場耦合下陶瓷彎管之三維有限元素 (FEA) 虛擬測試與微觀應力演化
如前所述,要獲取專屬於 SHS 陶瓷內襯彎管的 B31J SIF 矩陣,並深入探究侵蝕-疲勞耦合的核心機制,必須仰賴高解析度的三維有限元素分析(3D FEA)進行虛擬測試與微觀力學窺探 13。近年來的學術研究,特別是 Tianping Gu 與 Zhanghua Lian 團隊的工作,揭示了複合管在多物理場(溫度、壓力、殘餘應力)耦合下的驚人演化規律 18。
6.1 溫-壓耦合下的應力重分配與「鎖固效應」
飛灰氣力輸送管線並非靜態結構,其同時承受著內部流體的靜壓/動壓,以及飛灰攜帶的高溫熱能 23。當針對一根實體的 X60-825 雙金屬/陶瓷內襯彈性鋪設管線進行 FEA 耦合模擬時,將溫度從室溫(20°C)提昇至操作溫度(80°C 甚至更高),並同步施加高達 14 MPa 的極端內部測試壓力,分析結果顛覆了許多直覺性的假設 18:
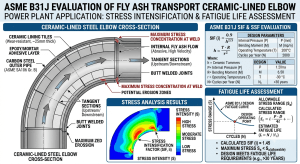
- 臨界屈服狀態的逼近: 在極端的高壓與熱膨脹交互作用下,最大 Tresca 應力(代表材料最大剪切屈服傾向)或 Von Mises 等效應力,會集中於彎管的腹部(Intrados)或背部(Extrados)區域。數值顯示,外層鋼管的最高應力可達51 MPa,而負責承擔大部分硬體防護的內襯層,其應力水平更會急遽攀升至 238.81 MPa,這已經極度逼近內襯材料的屈服或微裂紋擴展極限值(241 MPa) 18。這證明了在高壓大流量的輸送工況中,內襯層隨時處於崩潰的邊緣。
- 內部壓力的「增強鎖固效應」 (Locking Effect): 這是 FEA 揭示出最具工程價值的反直覺現象。傳統認為壓力越高,管線越容易發生破壞。然而,對於雙層未完全冶金熔合(例如單純依賴過渡層機械咬合)的複合管而言,內部氣力壓力(Internal pressure)實際上扮演了極其正面的角色。隨著內部壓力從 0 MPa 攀升至 14 MPa,強大的流體靜壓會將內層陶瓷緊緊「向外推壓」,使其緊密貼合於外層鋼管的內壁上。這種徑向的法向擠壓,極大地增加了層間的摩擦阻力與接觸應力。數值模擬指出,在此壓力作用下,陶瓷與鋼管之間的層間結合強度(Bonding strength)會從常壓下的85 MPa,成等比級數狂飆至 11.86 MPa 18。這意味著,在帶壓操作狀態下,彎管抵抗由面外彎矩(Out-of-plane moment)所引發的層間剪切脫層(Delamination)的能力,遠比在無壓停機或低壓吹掃狀態下強悍得多。
6.2 殘餘應力最佳化之虛擬映射
除了服役狀態的多場耦合,FEA 亦被廣泛應用於製造工法的改良。在 SHS 製程或雙金屬管線的堆銲(Overlay welding)過程中,極端的高溫冷卻梯度會在三相交界區(Three-phase boundary,即陶瓷、合金過渡層與碳鋼交匯處)產生致命的殘餘張應力 18。這些殘餘應力往往是後續疲勞裂紋萌生的溫床。
研究人員透過建立包含 Goldak 雙橢球熱源模型(Double-ellipsoidal heat source model)的熱-力耦合 FEA,模擬了銲接與冷卻的全過程。並進一步利用響應曲面法(Response Surface Methodology, RSM)對冷卻速率與製程參數進行數值尋優(Optimization)。優化結果極為驚人:在不改變材料配方的前提下,僅透過製程路徑的最佳化,便成功使三相邊界區的殘餘軸向應力降低了 20.5%,同時使決定圓管抗爆裂能力的殘餘環向應力(Residual circumferential stress)大幅縮減了 58.1% 18。這些透過虛擬測試獲得的優化殘餘應力場,將被作為初始邊界條件,完整映射(Mapped)至後續計算 B31J SIF 值的加載模型中,確保 SIF 的推導包含了製造缺陷的真實影響。
七、 侵蝕-疲勞耦合邊界下之綜合疲勞壽命評估演算法
將宏觀系統級的當量管柔性分析(結合 B31J SIFs)與微觀層面的 FEA 應力響應整合後,針對飛灰輸送陶瓷內襯彎管的「綜合疲勞壽命評估(Comprehensive Fatigue Life Evaluation)」,形成了一個動態、閉環的工程演算法 26。
彎管在服役期間累積的疲勞損傷(Fatigue Damage Fraction)來源於多重時間尺度的交變應力疊加:
- 低循環熱機疲勞(Low-Cycle Thermo-Mechanical Fatigue): 源自於發電機組的每日/每週啟停(Startup/Shutdown cycles)以及環境劇烈溫差。宏觀管網發生熱膨脹與收縮,對彎管施加巨大的交變位移與熱彎矩。
- 高循環機械疲勞(High-Cycle Mechanical Fatigue): 源自於雙泵恆壓系統的卸灰壓力脈動(4 MPa 至 0.25 MPa 的高低壓切換 24),以及密相輸送時彈狀灰柱撞擊彎管所產生的低頻機械振動力 30。
這些交變負載產生的名目應力振幅,經過 CAESAR II 中的 ASME B31J 面內/面外 SIF(ii 與io)精確放大後,被帶入 ASME 鍋爐及壓力容器規範(BPVC Section III 或 VIII)的等時應力-應變曲線(Isochronous stress-strain curves)與疲勞設計曲線(S-N 曲線)中,透過 Miner 法則計算線性的累積疲勞損傷度 19。
7.1 侵蝕-厚度衰減-SIF非線性放大的惡性迴圈
然而,對於飛灰輸送管而言,疲勞計算絕不能視為靜態過程。這正是「侵蝕-疲勞耦合(Erosion-Fatigue Coupling)」最致命之處。
隨著管線運轉時間的推移,高速飛灰(特別是在稀相 11-12 m/s 流速下 7)持續對彎管外緣(Extrados)進行沖刷 6。儘管陶瓷極度耐磨,但長年累月下,陶瓷層的實際厚度仍會逐漸減薄(Thickness thinning)。這導致了一個連鎖反應:
- 幾何特徵值下降: 彎管截面的當量名目壁厚teq 變小,導致 ASME B31 幾何柔性特徵值 h = teqR/r2隨時間遞減 19。
- SIF 指數級上升: 根據 B31J 精神,無論是早期的i=0.9/h2/3 或是更複雜的修正公式,h 值的減小,必然導致應力強度因子(SIF, ii 與io)呈現非線性的大幅上升 19。
- 疲勞損傷加速: 隨著 SIF 的逐年增大,原本相同的系統熱膨脹位移或相同的壓力脈動,現在會在變薄的彎管截面上激發出「更加倍放大」的真實峰值應力(Actual peak stress)。
- 微裂紋與脫層崩潰: 這些不斷攀升的峰值交變應力,直接作用於因飛灰侵蝕而佈滿微觀赫茲裂紋(Hertzian cracks)的粗糙陶瓷表面上。應力強度因子KI 急速突破臨界值,推動裂紋向過渡層狂奔。當擴展至界面時,被高估的 SIF 放大的面外剪切力(Out-of-plane shear)將瞬間撕裂碳鋼與陶瓷的冶金結合,引發災難性的整體脫層(Delamination)失效 26。
因此,先進的壽命預測模型必須將「特定侵蝕率方程式(Specific erosion ∝V2.65)」23 作為時間相依的衰減函數嵌入疲勞計算迴圈中。它不僅計算每週期的疲勞損傷,更要動態更新每一時間節點的管壁厚度與 SIF 矩陣,才能真實還原陶瓷彎管從微觀耗損走向宏觀破裂的加速死亡軌跡。
八、 總結與工程實務建議
電廠飛灰氣力輸送系統的穩定運轉,是保障現代燃煤發電機組環保合規與持續供電的命脈所在。離心自蔓延高溫合成(SHS)陶瓷內襯彎管,憑藉其結合了剛玉的極致硬度與碳鋼的優越韌性,成功抵禦了飛灰的高速沖刷磨耗,成為物料搬運工程中的標準配備。然而,複合材料截面特性的不連續性,以及氣固兩相流帶來的極端溫度、壓力脈動與侵蝕效應,使得傳統以單一均質鋼管為基礎的管線應力評估方法顯得捉襟見肘。
透過本報告的深度學術剖析與理論論證,建立了一套從微觀機理到宏觀規範的現代化應力分析與疲勞評估框架。為確保新建或升級改造的電廠管線系統能達到預期的生命週期,提出以下前瞻性工程實務建議:
- 全面揚棄傳統3 SIF,強制導入 ASME B31J 規範與當量模型: 強烈建議各大工程顧問公司(EPC)與電廠管線設計單位,在進行飛灰輸送或任何高磨耗漿液(Slurry)管線的應力分析時,嚴禁繼續使用將陶瓷管簡化為單一碳鋼管的危險做法。設計端必須全面建立包含質量密度、彈性模數與熱膨脹係數加權修正的「當量單層管模型(Equivalent Pipe Model)」 18。同時,在 CAESAR II 等商業軟體中,必須強制啟用 ASME B31J 模組(Enforce B31J SIFs),以獲得真正區分面內(In-plane)與面外(Out-of-plane)方向的應力強度放大因子 16,從而精確捕捉導致層間脫層的致命剪切應力。
- 推動製造商建置專屬之 FEA-SIF 虛擬測試資料庫: 鑑於不同管線供應商生產的 SHS 陶瓷內襯管在陶瓷厚度、合金過渡層性質與殘餘應力分佈上存在顯著差異,現有法規無法提供一體適用的查表數值 13。建議管件製造商應主動依循 B31J 規範中的標準虛擬測試協議(Virtual Test Specimen Protocol),利用高解析度三維 FEA 模型,模擬溫壓耦合與殘餘應力場,精確計算出其各規格產品專屬的 ii 、io 與柔性因子 k 矩陣 13。這些客製化的參數包應隨產品一併提供給下游設計端,徹底消除管線柔性計算中的設計盲區與猜測。
- 基於動態衰減循環的管線佈局與維護優化: 由於陶瓷層的存在,複合管的等效熱膨脹係數(αeq)顯著低於純碳鋼管,這意味著整體管網的熱膨脹絕對位移量較小 18。工程師應善用此一特性,配合 B31J 給出的較為精確(且通常較小)的柔性剛度預測(如3/h 取代1.65/h)20,適度減少管線系統中昂貴且易損壞的波紋管膨脹節(Expansion Joints)配置,或放寬固定錨固點(Anchors)的剛性限制 39。給予管線更合理的「呼吸與釋放空間」,能實質性地降低彎管本身的應力集中。此外,現場維護計畫必須考量「侵蝕-厚度衰減-SIF非線性放大」的惡性加速特徵 19,利用超音波或放射線定期監測彎管外緣厚度,在其邁入疲勞崩潰加速期之前進行預防性更換。
本報告構築的評估框架,不僅徹底消除了過去過度依賴過時手冊數據所帶來的保守設計浪費與未知的疲勞失效風險,更為全球燃煤電廠及重工業粉粒體輸送管網的結構安全設計、預測性維護(Predictive Maintenance)及延壽決策,提供了最具法規公信力與物理深刻性的現代化科學工程準則。
參考文獻
- Ceramic Lined Composite Pipe Benefits | PDF – Scribd, https://www.scribd.com/document/833001562/ceramic-lined-pipes
- Fly Ash Handling: Challenges and Solutions – Power Engineering, https://www.power-eng.com/coal/material-handling/fly-ash-handling-challenges-and-solutions/
- Mechanical Fly Ash Conveyors vs. Pneumatic Systems – ProcessBarron, https://processbarron.com/mechanical-fly-ash-conveyors-vs-pneumatic-systems/
- Standard Technical Features of BTG System for Supercritical 660/800 MW Thermal Units – Central Electricity Authority, https://cea.adgstaging.in/wp-content/uploads/2020/04/supercritical.pdf
- Vol III Rev 0 | PDF – Scribd, https://www.scribd.com/doc/173575409/Vol-III-Rev-0
- Impact of solid particle geometry, size, and intensity, coupled with fluid velocity, on erosion dynamics in elbow conduits – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC12373728/
- Role of Air Velocity in Optimizing Pneumatic Conveying Efficiency, https://blog.progressiveproductsinc.com/role-air-velocity-optimizing-pneumatic-conveying-efficiency
- Ceramic Lined Bends – United Steel, https://www.united-steel.com/m/newsshow/711.html
- Bimetallic Composite Pipe: Preparation and Performance Evaluation of Erosion-Resistant Lining, https://www.ltdpipeline.com/bimetallic-composite-pipe-preparation-and-performance/
- Ceramic lined composite pipe – UM Research Repository, https://eprints.um.edu.my/4460/1/HTM-4708_FULL_ARTICLE.pdf
- Modified smoothed particle hydrodynamics (MSPH) for the analysis of centrifugally assisted TiC-Fe-Al2O3 combustion synthesis – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC3893654/
- Ceramic-lined carbon steel pipe, https://www.united-steel.com/newsshow/Ceramic-lined-carbon-steel-pipe.html
- Stress Intensity Factor (SIF) For Special Geometries In Piping Stress Analyisis – CADE, engineering, https://cadeengineering.com/study-case/stress-intensity-factor-sif-for-special-geometries-in-piping-stress-analyisis/
- STANDARD TECHNICAL SPECIFICATION FOR MAIN PLANT PACKAGE OF SUB- CRITICAL THERMAL POWER PROJECT 2x (500 MW OR ABOVE) – Central Electricity Authority, https://cea.adgstaging.in/wp-content/uploads/2020/04/standard_tech_spec.pdf
- STRESS DISTRIBUTIONS ON POWER PIPING LINES (ASME-B-31.1) USING CAESER-II – JETIR.org, https://www.jetir.org/papers/JETIRA006314.pdf
- ASME B31J-2023 Overview: Stress Intensification Factor (SIF) and Flexibility Factor Calculations for Piping Systems – GlobalCode, https://fengshecad.com/795/
- Uncertanties in expansion stress evaluation criteria in piping codes – ResearchGate, https://www.researchgate.net/publication/330295468_Uncertanties_in_expansion_stress_evaluation_criteria_in_piping_codes
- Research and application of equivalent pipe model in stress analysis of lined pipe systems | Request PDF – ResearchGate, https://www.researchgate.net/publication/350947527_Research_and_application_of_equivalent_pipe_model_in_stress_analysis_of_lined_pipe_systems
- Background of SIFs and Stress Indices for Moment Loadings of Piping Components – OSTI, https://www.osti.gov/servlets/purl/841246
- B31J Methods – CAESAR II – Help, https://docs.hexagonppm.com/r/en-US/CAESAR-II-Users-Guide/Version-13/1467329
- ASME B31J Essentials for Piping Analysis | PDF | Stress (Mechanics) – Scribd, https://www.scribd.com/document/961302630/B31J-Essentials
- Rules of Thumb: Pneumatic Conveying – Features – The Chemical Engineer, https://www.thechemicalengineer.com/features/rules-of-thumb-pneumatic-conveying/
- Pneumatic Conveying Systems – CEDengineering.com, https://www.cedengineering.com/userfiles/M05-010%20-%20Pneumatic%20Conveying%20Systems%20-%20US.pdf
- Design and research of double-pump fly ash conveying system – IIETA, https://iieta.org/sites/default/files/Journals/AMA/AMA_C/71.1_05.pdf
- Ash Conveying Systems – Dense-Phase Pneumatic Conveying – Macawber Engineering, http://www.macawber.com/wp-content/uploads/2013/08/ash-conveying-systems.pdf
- Deterioration patterns and damage models of bond–slip performance at the CFRP–concrete interface under wind–sand erosion conditions – DOI, https://doi.org/10.1016/j.conbuildmat.2025.144721
- Effect of suspended particles on erosion characteristics of impeller steels utilizing combined CFD and DOE approach | Industrial Lubrication and Tribology | Emerald Publishing, https://www.emerald.com/ilt/article/77/2/202/1239754/Effect-of-suspended-particles-on-erosion?searchresult=1
- Ceramic Lined Bend, Ceramic Lined Bend Pipe – Sunny Steel, https://www.sunnysteel.com/ceramic-lined-bend-pipe.php
- The U.S. Army Laboratories at Watertown, Massachusetts. Contributions to Science and Technology: A History, – DTIC, https://apps.dtic.mil/sti/tr/pdf/ADA305301.pdf
- Pneumatic Conveying System for Transfer of Ash and Other Abrasive Materials, https://www.tinsleycompany.com/pneumatic-ash-conveyor-systems/
- Creep Damage Assessment of Elevated Temperature Piping – ASME Digital Collection, https://asmedigitalcollection.asme.org/PVP/proceedings-pdf/PVP2025/89046/V001T01A058/7550679/v001t01a058-pvp2025-155838.pdf
- Impact Resistance Study of Fiber–Metal Hybrid Composite Laminate Structures: Experiment and Simulation – PMC, https://pmc.ncbi.nlm.nih.gov/articles/PMC12195156/
- Wear Resistant Ceramic Lined Pipes,Elbows and Tees manufacturer – YFL Valves, https://www.yflvalve.com/wear-resistant-ceramic-lined-pipes-elbows-and-tees-for-bulk-materials-pneumatic-conveying-system_n65
- Guide to Selecting Pneumatic Conveying Elbows to Minimize Wear – Progressive Products, https://progressiveproductsinc.com/a-guide-to-selecting-pneumatic-conveying-elbows/
- Study on the Inner-Lined Layers Bonding Strength at Different Temperatures of the Ceramic-Lined Tubing Prepared by the Centrifugal-SHS Method | Scientific.Net, https://www.scientific.net/MSF.1026.122
- Ceramic Lined Pipe Elbows | Industrial Pipe Manufacturer & Supplier – Sunny Steel, https://www.sunnysteel.com/ceramic-lined-pipe-elbow.php
- Ceramic lined elbows Ceramic lined elbow manufactured using superior grade raw materials. Ceramic lined elbow are used for connecting pipes of different diameters and find wide applications in various chemicals, construction industries, paper, cement – EVERBRIGHT, https://www.everbrightpipe.com/index.php?c=content&a=show&id=556
- Wear Resistant Steel Market Size, Growth and Share Analysis 2035, https://www.prophecymarketinsights.com/market_insight/Global-Wear-Resistant-Steel-Market-762
- Improving Stress Intensification and Flexibility Analysis with ASME B31J – YouTube, https://www.youtube.com/watch?v=hHzbt3KdiDg
- Mechanical Analysis of Lined Pipe System Under Temperature–Pressure Coupling in Elastic Laying – MDPI, https://www.mdpi.com/2227-9717/13/3/691
- Thermal expansion of pipe-in-pipe systems | Request PDF – ResearchGate, https://www.researchgate.net/publication/245185556_Thermal_expansion_of_pipe-in-pipe_systems
- Initial Postbuckling of Elastic Rods Subjected to Thermal Loads and Resting on an Elastic Foundation | Request PDF – ResearchGate, https://www.researchgate.net/publication/245323155_Initial_Postbuckling_of_Elastic_Rods_Subjected_to_Thermal_Loads_and_Resting_on_an_Elastic_Foundation
- Flexible Pipes | IntechOpen, https://www.intechopen.com/chapters/85818
- A Simplified Method to Predict the Crush Behavior of Offshore Bonded Rubber Hose – MDPI, https://www.mdpi.com/2077-1312/11/2/406
- Study on the mechanical characteristics of a fibre reinforced flexible pipe under radial compression loads – Frontiers, https://www.frontiersin.org/journals/materials/articles/10.3389/fmats.2023.1118046/full
- Enhancing the ABAQUS thermomechanics code to simulate multipellet steady and transient LWR fuel rod behavior | Request PDF – ResearchGate, https://www.researchgate.net/publication/251477976_Enhancing_the_ABAQUS_thermomechanics_code_to_simulate_multipellet_steady_and_transient_LWR_fuel_rod_behavior
- Materials, Volume 18, Issue 23 (December-1 2025) – 220 articles – MDPI, https://www.mdpi.com/1996-1944/18/23
- 谷天平-西安石油机械工程, https://jxgcxy.xsyu.edu.cn/info/1239/4777.htm
- Zhanghua Lian Doctor of Engineering Professor at Southwest Petroleum University – ResearchGate, https://www.researchgate.net/profile/Zhanghua-Lian
- U bend tube | Industrial Pipe Manufacturer & Supplier – Sunny Steel, https://www.sunnysteel.com/u-bend.php
- WO2025248292A1 – Fabrication of immersion tube with permanent, https://patents.google.com/patent/WO2025248292A1/en
- B31J Update (2014) (R5-9) | PDF | Pipe (Fluid Conveyance) | Fatigue (Material) – Scribd, https://www.scribd.com/document/992452248/B31J-Update-2014-R5-9
- ASME B31 Stress Factor Calculators – Pipeng Toolbox, http://pipeng.com/index.php/ts/itdmotdiam017a/
- Butt Welded Steel Bend Pipe, https://www.ltdpipeline.com/butt-welded-steel-bend-pipe/
- (PDF) Stress intensification factor, sustained stress index and flexibility factor analysis of large D/T elbows – ResearchGate, https://www.researchgate.net/publication/343479473_Stress_intensification_factor_sustained_stress_index_and_flexibility_factor_analysis_of_large_DT_elbows
- Apply B31J SIFs and Flexibilities – CAESAR II – Help – Hexagon PPM Documentation, https://docs.hexagonppm.com/r/en-US/CAESAR-II-Users-Guide/Version-13/1447900
- Stress Intensification Factors (SIFs) in Pipe Stress Analysis – SimuMech, https://simumech.com/stress-intensification-factors-sifs-in-pipe-stress-analysis/
- AutoPIPE Forum – how is elbow stiffness calculated per asme nb, https://bentleysystems.service-now.com/community?id=community_question&sys_id=9e93d955977ccb10afb952800153afd9
- Finite Element Analysis (FEA) – Caldera Engineering, https://calderaengineering.com/engineering-manufacturing/engineering/finite-element-analysis-fea/
- Numerical Analysis and Optimization of Residual Stress Distribution in Lined Pipe Overlay Welding – MDPI, https://www.mdpi.com/2227-9717/13/5/1548